Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Допуски и посадки резьб с зазором.Содержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
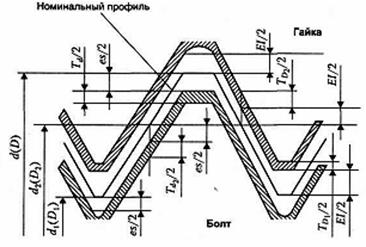
Допуски метрических резьб с крупными и мелкими шагами для диаметров 1-600 мм регламентированы ГОСТ 16093-81. Этот стандарт устанавливает предельные отклонения диаметров резьбы в посадках типа скользящих и с зазорами (рис. 48).
Рис. 48. Расположение полей допусков метрической резьбы при посадке с зазором. Установлены ряды основных отклонений: для болтов h, g, f, e, d; для гаек Н, G, Е, F. Основные отклонения, определяющие положение полей допусков относительно номинального профиля, зависят только от шага резьбы (кроме h и Н). Для резьбы с данным шагом одноименные основные отклонения для всех (наружного, среднего, внутреннего) диаметров равны (например, g для d, d2 и d 1 ).
Численные значения основных отклонений рассчитываются по формулам: □ Для наружной резьбы: esd = -(80+11P); esе= - (50 + 11P); esf= - (30 + 11P); esg=- (15 + HP); esh = 0; □ Для внутренней резьбы: EIE= (50+ 11P); EIE =(30+ 11P); EIG = (15 + 11P); ElH = 0, где es и El — верхнее и нижнее отклонения, мкм; Р — шаг резьбы, мм. Установлены также следующие степени точности, определяющие значения допусков диаметров наружной и внутренней резьбы: 1. Диаметры болта: наружный d: 4, 6, 8; средний d2: 3, 4, 5, 6, 7, 8, 9, 10*; 2. Диаметры гайки: внутренний D 1 : 4, 5, 6, 7, 8; 0. средний D2: 4, 5, 6, 7, 8, 9*. Степеней точности определяются умножением допуска 6-й степени точности на следующие коэффициенты: □ Степень точности 3 4 5 7 8 9 10. □ Коэффициент 0,5 0,63 0,8 1,25 1,6 2 2,5. В зависимости от длины свинчивания резьбы разделены на три группы: □ малые S — длины свинчивания до 2,24Р d0'2; □ нормальные N — длины от 2,24Р d02 до 6,7Pd0,2; □ большие L — длины свинчивания свыше 6,7 Pd0,2. В зависимости от точности резьбового соединения установлены три класса точности: точный, средний и грубый (табл. 14.). Таблица 14. Поля допусков болтов и гаек.
Для стандартизованных полей допусков задаются предельные отклонения для резьбы болтов: верхнее — для наружного d, среднего d2 и внутреннего d1 диаметров; нижнее — для наружного d и среднего d2 диаметров. Для внутреннего диаметра резьбы болта нижнее отклонение не регламентируется, но косвенно ограничивается формой впадины болта. При неоговоренной форме впадины оно не должно выходить за линию плоского среза на расстоянии Н/8 от вершины остроугольного профиля (рис45, б). При закругленной впадине резьбы болта радиус кривизны впадины ни в одной из точек не должен быть менее ОДР (рис. 45, в).
Для резьбы гаек задаются следующие предельные отклонения: нижнее для всех трех диаметров (D, D1, D2), верхнее — для среднего D2 и внутреннего D] диаметров. Обозначение точности и посадок резьбы. Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение (например, 6h, 6g, 6H). Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов (например, 7g6g; 5Я6H). Если обозначение поля допуска диаметра выступов совпадает с обозначением ноля допуска среднего диаметра, его в обозначении поля допуска резьбы не повторяют (например, 6g, 6H). Если длина свинчивания отличается от нормальной, ее указывают в обозначении резьбы. Примеры. М24 х l,5-7g6g — R — 50 (резьба метрическая: наружный диаметр 24 мм; шаг 1,5 мм; ноле допуска па средний диаметр 7 g; поле допуска на наружный диаметр 6g; R — резьба с закругленной впадиной; длина свинчивания 50 мм). М12 х 1LH — 6H/6g (LH — резьба левая; 6H — ноля допусков среднего и внутреннего диаметров гайки; 6g — поля допусков среднего и наружного диаметров болта).
Допуски резьб с натягом и с переходными посадками. Рассматриваемые посадки служат главным образом для соединения шпилек с корпусными деталями, если нельзя применить соединения винтовое или типа болт — гайка. Эти посадки применяют в крепежных соединениях, работающих при ударах, вибрациях, колебаниях температуры, для центрирования деталей на резьбе и т. д.
Посадки с натягом и переходные должны обеспечивать неподвижность собранных деталей, исключающую само отвинчивание шпилек и возможность вывинчивания их из гнезда под действием моментов, возникающих на другом конце шпилек при отвинчивании гаек. Натяги создаются только по боковым сторонам профиля, то есть по средним диаметрам сопрягаемых резьб; по наружным и внутренним диаметрам предусматриваются зазоры (рис. 49, а). Резьбовые соединения с натягом требуют ограничения допусков на диаметры d2 и D2 и, следовательно, допуска натяга.
Рис. 49. Расположение полей допусков резьбы с натягом. ГОСТ 4608-81* предусматривает посадки с натягом только в системе отверстия. Посадки 2H5D(2)/Зr(2),2H5C/Зr(2),2H4D(3)/3n(3), и 2H4С(3)/Зn(3) — должны осуществляться с сортировкой наружной и внутренней резьб по собственно среднему диаметру в средней части резьбы на группы. Число групп (две или три) указано в скобках. Сборка резьбовых деталей (шпильки, гнезда) должна осуществляться из одноименных сортировочных групп по схеме, показанной на рис. 2.40, б. Посадки: 2H5D/2r,2Н5С/2r осуществляются без сортировки. Допускается применение посадок ЗH6H/Зr и ЗHбH/Зn без сортировки на группы. Указанные посадки относятся к переходным и их применение требует дополнительной проверки. Допуски среднего диаметра резьбы деталей, сортируемых на группы, не включают диаметральных компенсаций отклонений шага и угла наклона боковой стороны профиля. В этом случае на шаг и угол профиля предусмотрены допуски, которые контролируются только у шпилек, для гнезд эти отклонения обеспечивают при изготовлении резьбообразующего инструмента соответствующей точности. Предельные отклонения внутреннего диаметра наружной резьбы по дну впадины d3 не устанавливаются. Они ограничиваются положением поля допуска среднего диаметра d2 и предельными отклонениями формы впадины наружной резьбы. Резьбы с переходными посадками применяют при одновременном дополнительном заклинивании шпилек по коническому сбегу резьбы, по плоскому бурту и цилиндрической цапфе. По ГОСТ 24834-81* предусмотрены следующие посадки: 4Р6H/4jk, 5H6H/4jk, 5H6H/4jk, 4H6H/4j, 5H6H/4j, 3H6H/2m. В условных обозначениях резьб с натягом и с переходными посадками поле допуска наружного диаметра d шпильки (болта) не проставляется, поскольку оно постоянное.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-29; просмотров: 457; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.199.113 (0.01 с.) |