Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Поверхности. Размеры. Отклонения. ДопускиСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
Поверхности. Размеры. Отклонения. Допуски Поверхности бывают цилиндрические, плоские, конические, эвольвентные, сложные и другие. Поверхности делятся на сопрягаемые и несопрягаемые. Сопрягаемые поверхности – это те, по которым детали соединяются в сборочные единицы, а сборочные единицы в механизмы. Несопрягаемые – свободные поверхности. Внутренние поверхности – цилиндрические с параллельными плоскостями, являются охватывающими. Их называют отверстиями и обозначают заглавной буквой – D. Наружные поверхности являются охватываемыми. Их называют валами и обозначают строчной буквой – d. Номинальный размер, относительно которого определяют предельные размеры и отклонения. Номинальный размер является общим для соединений. Действительный размер установлен измерением с допустимой погрешностью. Предельные размеры – это два предельных допустимых размера, между которыми должен находиться, или которым может быть равен действительный размер. Больший из них – Dmax и dmax, а меньший – Dmin и dmin. Предельные размеры позволяют определить точность обработки, пользуясь ими, отбраковывают детали. Пример 1: Пусть из условий работоспособности штифтов при номинальном диаметре 2 мм, установлены предельные размеры: dmax = 20,010 мм, dmin = 19,989 мм. Тогда все штифты dmax >20,010 мм (исправимый брак) и dmin <19,989 мм (неисправимый брак) отбраковываются. Отклонением называют алгебраическую разность между размером (действительным и предельным) и соответствующим номинальным размером. Отклонения отверстий обозначаются заглавной буквой – Е; Отклонения валов обозначаются строчной буквой – е; Различают верхние и нижние отклонения: ES (верхнее) = Dmax – D; es = dmax – d; es = 20,010 – 20,0 = 0,01 (мм) EI (нижнее) = Dmin – D; ei = dmin – d; ei = 19,989 – 20,0 = -0,011 (мм) Среднее отклонение: Em = 0,5(ES+EI); em = 0,5(es+ei) em = 0,5(0,010+(-0,011)) = -0,0005 (мм) Обозначение полей допусков не чертежах Число знаков обоих отклонений обязательно: Æ 20-0,011+0.010. Если отклонения имеют одинаковые абсолютные значения, то их записывают так: Æ 10 ± 0,011 Если одно отклонение равно нулю, то его можно не указывать 800-0,03 = 80-0,03. Понятие о допуске размера Допуск размера (ТD,Td) равен разности наибольших и наименьших предельных размеров: TD = Dmax –Dmin = ES – EI; Td = dmax – dmin = es – ei. Графически допуска изображают:
Т.е. для наглядности поля допусков вала и отверстия изображают целиком, для этого предельные контуры отверстий и валов совмещают с нижними образующими. Нулевая линия – это линия, положение которой соответствует номинальному размеру. От неё откладывают отклонение при графическом изображении допусков и посадок: положительные – вверх, отрицательные – вниз. Поле допуска – это поле, ограниченное верхним и нижним отклонением.
Пример 2: даны размеры соединения: Вал Æ10-0,005-0,014 и Отверстие Æ10+0,015 Определить: 1) Dmax,Dmin, dmax,dmin,; 2) Поля допусков TD, Td; 3) Построить схему полей допусков 4) Определить зазоры Smax, Smin 1) Dmax = D+ ES=10+0,015=10,015, Dmin= D+ EI=10+0=10 dmax=d+ es=10-0,005=9,995, dmin= d+ ei=10-0,014=9,986 2)TD = ES – EI = 15 – 0 = 15; Td = es – ei = -5 + 14 = 9
4) Smax = Dmax - dmin =10,015 – 9,986 = 0,029 (мм); Smax = ES - ei =15 – (-14) = 29 (мкм) Smin = Dmin - dmax = 10,000 – 9,995 = 0,005; Smin = EI- es = 0 – (-5) = 5
Общие сведения о посадках При сборке механизмов, необходимо получать подвижные соединения с зазором и неподвижные соединения с натягом. Зазором (S) называется разность размеров отверстия и вала, если размер отверстия больше отверстия вала. S = D – d
Натягом (N) называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. N = -S = -(D – d) = d – D
Посадками называют характер соединения деталей, определяемый величиной получающихся в нём зазоров и натягов. Посадки характеризуют свободу относительного соединения или способность сопротивляться взаимному смещению. В зависимости от расположения полей допусков отверстия и валов делятся посадки на 3 группы: 1) Посадки с зазором обеспечивают зазор в соединении; 2) Посадки с натягом обеспечивают натяг в соединении; 3) Переходные посадки дают возможность получить соединение, как с натягом, так и с зазором. Посадки с натягом Посадки с зазором характеризуются предельным зазором – наибольшим Smax=Dmax – dmin; Smax = ES – ei и наименьшим Smin=Dmin – d max; Smin = EI – es. Посадки с натягом Для образования натяга диаметр вала до сборки обязательно диаметр вала больше диаметра отверстия. В собранном состоянии диаметры обоих деталей выравниваются. Наибольшим натягом называют N. Посадки с натягом характеризуются: Nmax – максимальный натяг, который посадка может обеспечить; Nmin – минимальный натяг. Nmax = dmax – Dmin = es – EI; Nmin = dmin – Dmax = ei – ES. Пример 3: дано соединение отверстие Æ8+0,015, вал Æ8+0,028+0,019 Nmax = es – EI =28-0=28 мкм; Nmin = ei – ES=19-15=4 мкм
Переходные посадки Основной особенностью переходных посадок является то, что в соединениях детали, относящихся к одним и тем же партиям, могут получаться, как зазоры, так и натяги. Они характеризуются наибольшими зазорами и наибольшими натягами. Smax = Dmax - dmin =ES – ei; Nmax = d max - Dmax =es – EI Пример 3: дано соединение отверстие Æ8+0,015, вал Æ8±0,0045
Nmax = d max - Dmax =es – EI= 4,5-0=4,5 Smax = Dmax - dmin =ES – ei=15-(-4,5)=19,5
Допуск к посадке равен сумме допусков отверстия и вала – ТП = ТD + Td.
Образование посадок Системой допусков и посадок называют комплекс рядов допусков и посадок, созданный на основе теоретических исследований и обобщения опыта проектирования. Современные системы допусков и посадок: 1. Охватывают определенные диапазоны размеров, которые для упрощения таблиц допусков разбивают на интервалы размеров; 2. Содержат единицы допусков, содержащие зависимость допуска от размера; 3. Содержат необходимое число квалитетов, в которых установлены допуски разной величины для одинаковых размеров; 4. Содержат необходимое разнообразие посадок двух рядов – в системе отверстия и в системе вала; 5. Являются предельными асимметричными системами, в которых точность задана двумя предельным размерами, а поля допусков основного отверстия и основного вала расположены асимметрично относительно нулевой линии. Для образования допусков для каждого интервала номинальных размеров установлен ряд допусков из 19 квалитетов по 28 основным отклонениям полей допусков валов и отверстий. Основные отклонения обозначают одной или двумя буквами латинского алфавита
1-зазор, 11 – переходные, 111 - натяг 1 Посадки с нужными зазорами и натягами образуются сочетанием наибольших допусков соединённых деталей отверстия и вала; 2 Поля допусков определяются двумя составляющими: -численными значениями допуска, допуск зависит от квалитета и номинального размера. Обозначаются цифрой. Пример обозначения: IT5=20мкм допуск размера по 5 квалитету - основным отклонением - заданным по таблицам отклонением от нулевой линии. Основные отклонения для отверстий А-Н: EI=-es J-ZS: ES=-ei Основные отклонения валов и отверстий зависят от номинальных размеров и являются постоянными для всех квалитетов, исключение составляют J, K, M, N. Js – симметрична относительно нулевой линии.
Поля допусков образуют сочетанием одного из основных отклонений с допуском по одному из квалитетов. Обозначают буквами и цифрами, например, r6, p6 (поля допусков вала по 6 квалитету с основными отклонениями r или p), Е7, А7- поля допуска отверстия по 7квалитету с отклонениями Е,А. Принцип образования полей допусков допускает сочетание любых основных отклонений с любыми квалитетами. Для получения различных посадок в системах допусков и посадок создаётся большое количества полей допусков, однако на практике использование такого большого количества не экономично. Поэтому устанавливают (для размеров от 1 до 500) 77 полей допусков валов и 68 полей допусков отверстий. Из указанного числа выделены предпочтительные поля допусков – 10 отверстий и 16 валов. Посадки образуются сочетанием полей отдельных полей допусков отверстий и валов:посадка H6/g5 – отверстие по 6 квалитету, вал по 5 квалитету с основным отклонением g, H7/g6, H8/f7- посадки в системе отверстия M6/h5, G7/h6, F8/h6-посадки в системе вала Обозначение на чертеже:Æ20 В системе посадок и допусков (для размеров 1-500) установлено 69 посадок в системе отверстия и 61 – в системе вала, Из посадок общего применения выделены предпочтительные – 17-в системе отверстия 10-в системе вала.
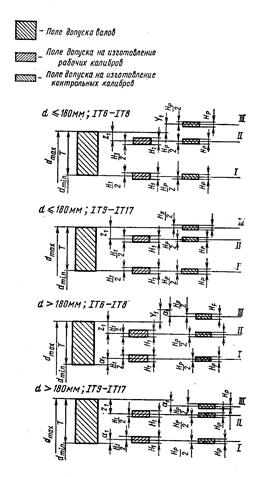
Система допусков ОСТ Система действовала до 1980 года. Основные определения и понятия почти полностью совпадают. Диапазоны разбиты на группы, формулы для расчета, единицы допуска не совпадают. В системе ОСТ ряды допусков называются классами точности, и располагаются в порядке убывания точности: 02, 03…09, 1, 2, 2а, 3, 3а,…, 10, 11. Ни одна группа размеров не содержит все классы точности. В системе ОСТ также существует посадки системы отверстия (А) и системы вала (В). Всем посадкам присвоены названия, приблизительно отражающие характер соединения. Посадки с натягом: третья прессовая Пр3, вторая прессовая Пр2, горячая Гр, прессовая Пр, легкопрессовая Пп. Переходные посадки: глухая Г, тугая Т, напряженная Н, плотная П. Посадки с зазором: скользящая С, посадки движения Д, ходовая Х, легкоходовая Л, широкоходовая Ш1, Ш2, Ш 3, теплоходовая Тх. Существуют предпочтительные поля допусков. Условные обозначения аналогичны. Классы точности обозначаются цифровыми индексами, при условиях обозначающих полей допусков. ЕСПД СЭВ. Необходимость замены может возникнуть при ремонте, при переработке технической документации, при проникновении новых иск – мов и назначение посадок по аналогии со старыми. Принято считать, что характер соединения сохраняется, если поля допусков из новой системы не выходит за границу заменённого поля допуска ОСТ, более чем на 10%. Заменимость посадок характеризуется относительной разностью допусков посадок j ТП% и отношением разности предельных зазоров (натягов) к допуску посадки ОСТ(j S(N)%) j ТП=((ТПост – ТПпов)/ТПост)*100%; j S(N)=((S(N) – S(N)ост)/ТПост)*100% Допуски калибров Поля допусков калибров располагается относительно их номинальных размеров следующим образом: непроходная сторона, проходная сторона, границы износа. Для изготовления калибров предусмотрены следующие допуски: Н – на рабочие калибры – пробки; Hs – на те же калибры со сферическими измерительными поверхностями; Н1 – на калибры – скобы; Нр – на контрольные калибры (предназначенные для контроля скоб). Поле допуска отверстийПоле допуска валов
В процессе изготовления деталей возникает погрешность, не только размеров, но так же формы и расстояния номинальных поверхностей, кроме того, режущие элементы любого инструмента оставляют на обрабатываемых поверхностях следы в виде чередующихся выступов и впадин. Эти неровности создают шероховатость и волнистость поверхностей. Таким образом, на чертежах форму деталей задают идеально точными номинальными поверхностями, плоскостями, профилями. Изготовленные детали имеют реальные поверхности, которые отличаются от номинальных отклонений формой и расположением, а так же шероховатостью и волнистостью. Отклонение формы поверхности называется отклонения формы реальной поверхности от номинальной. В общем случае в отклонение формы входит волнистость и не входит шероховатость. Отклонение формы отсчитывается от точек реальной поверхностей до прилегающих поверхностей, прямой, профиля по формам к ним. Прилегающая поверхность – плоскость, соприкасающаяся с реальной поверхностью и расположенная так, чтобы отклонения от неё до наиболее удачных точек реальной поверхности в пределах нормируемого участка имела минимальное значение. Прилегающая окружность-окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения, или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения.
Прилегающая плоскостьПрилегающая прямая
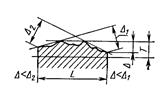
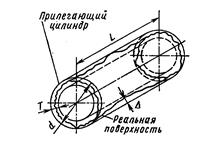
Прилегающий цилиндр Отклонения формы, а часто и расположение оценивают наибольшим отклонением, при этом должно обеспечиваться, что d < Т, где Т – допуск формы или расположения. Поле допуска формы представляет собой область в пространстве или на плоскости, внутри которой должны находиться все точки реальной поверхности или реального профиля. Отклонение от плоскости определяется по наибольшему наклонению d. В частном случае отклонения от плоскости является выпуклость и вогнутость. Отклонение от формы цилиндрической поверхности характеризуется нецилиндричностью.
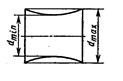
Частным случаем отклонения цилиндричности является: 1) Конусность 2) Бочкообразность 3) Седловидность
Допуски на резьбу Резьбы служат для образования подвижных и неподвижных соединений. Обычно применяется для неподвижных соединений метрические или дюймовые резьбы, а для подвижных соединений трапецеидальные и упорные резьбы. Главным условием взаимозаменяемости является свинчиваемость винтов и гаек, имеющие одинаковые профиля резьбу шага и номинального диаметра. К основным параметрам относится наружный диаметр резьбы (d, D) – диаметр воображаемого цилиндра описанного касательно к вершинам наружной резьбы, и впадинам внутренней резьбы.
У большинства резьбы и наружный и внутренний диаметр предусматривается зазор и поля допусков расположены так, что погрешности этих диаметров не препятствует свинчиваемость резьб. Поэтому свинчиваемость резьб зависит только от точности средних диаметров d1, D2 шага и угла профиля резьбы. Указанные погрешности взаимно независимы, но между ними легко установить математическую связь, это позволяет влияние погрешностей р и a на свинчиваемость допустимой погрешностью на следующий диаметр. Посадки метрических резьб Применяются посадки с зазором, переходные и с натягом. Для резьб и резьбовых соединений степень точности, которая как и квалитет для гладких цилиндрических соединений определяет значение допусков. Обозначается в порядке возрастания допусков: 3,4,…10. При переходе с одной степени точности на другую допуск увеличивается прямопропорционально в соответствии с таблицей:
Поля допусков наружной и внутренней резьбы обозначаются степенью точности и основным отклонением.
Резьба также характеризуется длинами свинчиваемости. Длины свинчиваемости характеризуются отношением длины свинчиваемости к длине тела. С увеличением длины свинчиваемости усложняется положение высокой точности. Длины свинчиваемости делятся на группы: малые S, нормальные N, большие L. Допуск резьбы при отсутствии оговорок относительно к нормальной длине свинчиваемости N, L или S – указывают. Кроме того резьбы делятся на 3 класса точности:точный, средний, грубый. В каждый класс точности включены свои поля допусков. Поверхности. Размеры. Отклонения. Допуски Поверхности бывают цилиндрические, плоские, конические, эвольвентные, сложные и другие. Поверхности делятся на сопрягаемые и несопрягаемые. Сопрягаемые поверхности – это те, по которым детали соединяются в сборочные единицы, а сборочные единицы в механизмы. Несопрягаемые – свободные поверхности. Внутренние поверхности – цилиндрические с параллельными плоскостями, являются охватывающими. Их называют отверстиями и обозначают заглавной буквой – D. Наружные поверхности являются охватываемыми. Их называют валами и обозначают строчной буквой – d. Номинальный размер, относительно которого определяют предельные размеры и отклонения. Номинальный размер является общим для соединений. Действительный размер установлен измерением с допустимой погрешностью. Предельные размеры – это два предельных допустимых размера, между которыми должен находиться, или которым может быть равен действительный размер. Больший из них – Dmax и dmax, а меньший – Dmin и dmin. Предельные размеры позволяют определить точность обработки, пользуясь ими, отбраковывают детали. Пример 1: Пусть из условий работоспособности штифтов при номинальном диаметре 2 мм, установлены предельные размеры: dmax = 20,010 мм, dmin = 19,989 мм. Тогда все штифты dmax >20,010 мм (исправимый брак) и dmin <19,989 мм (неисправимый брак) отбраковываются. Отклонением называют алгебраическую разность между размером (действительным и предельным) и соответствующим номинальным размером. Отклонения отверстий обозначаются заглавной буквой – Е; Отклонения валов обозначаются строчной буквой – е; Различают верхние и нижние отклонения: ES (верхнее) = Dmax – D; es = dmax – d; es = 20,010 – 20,0 = 0,01 (мм) EI (нижнее) = Dmin – D; ei = dmin – d; ei = 19,989 – 20,0 = -0,011 (мм) Среднее отклонение: Em = 0,5(ES+EI); em = 0,5(es+ei) em = 0,5(0,010+(-0,011)) = -0,0005 (мм)
|
||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 2273; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.68.228 (0.011 с.) |









 , Æ20H6/f6, Æ20 H6-f6
, Æ20H6/f6, Æ20 H6-f6