Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Зависимый и независимый допуски распределенияСодержание книги Поиск на нашем сайте
Зависимыми называют переменный допуск распределения, которыми указываются на черт. своим минимальным значением и может быть превышен на величину предельных отклонений вала или отверстия. Независимым называется допуск распределения для всех одноместных деталей и не зависящих от действительных размеров рассматриваемых поверхностей. Допуски формы и распределения поверхностей установлены в 16 степенях точности. Ряды допусков при переходе в следующую степень точности изменяется в 1,6 раз. Допуски формы и распределения поверхностей за некоторыми исключениями не должны превышать допуски размера Т, существует три уровня геометрической точности: АВС
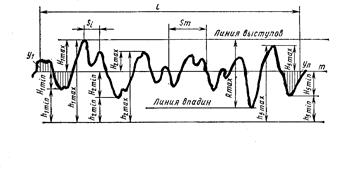
Шероховатость и волнистость поверхности Шероховатость поверхности – совокупность неровностей с относительно малыми шагами на базовой длине. Базовая длина l – длина базовой линии, на которой определяют числовые значения параметров шероховатости. Выступ и впадины профиля – части профиля, ограниченные контуром реальной поверхности и средней линий, служащей для определения параметров шероховатостей.
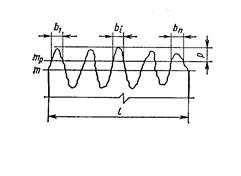
1. шаг неровностей Smi – длина отрезка средней длины, пересекающего профиль в трёх соседних линиях. 2. шаг неровности профиля по вершинам Si – длина отрезка средней длины между на нее двух наивысших точек соседних выступов. 3. средний шаг неровности Sm и средний шаг неровности по вершине S – это среднее арифметическое значение неровности по средней линии m в пределах базовой линии. Среднее арифметическое отклонение профиля Ra – сумма среднего арифметического абсолютных отклонений профиля от средней линии ji в пределах базовой длины. Высота неровности профиля по десяти точками Rz – сумма средних абсолютных отклонений пяти точек наибольших минимумов в профиле в пределах базовой длины. Наибольшая высота неровностей профиля Rmax – расстояние между минимумами выступа и впадин профиля в пределах базовой длины. Опорная длина профиля hp – суммарная толщина выступов b1, b2 … bn полученной в результате n выступов профиля линий МР и ПВ средней линии.
Относительная опорная длина профиля: tp = (hр/l)*100%=(10…90)% Уровень сечения профиля Р – расстояние между линиями выступа профиля и линией П профиль Р выражается в % от Rmax. Допуски на резьбу Резьбы служат для образования подвижных и неподвижных соединений. Обычно применяется для неподвижных соединений метрические или дюймовые резьбы, а для подвижных соединений трапецеидальные и упорные резьбы. Главным условием взаимозаменяемости является свинчиваемость винтов и гаек, имеющие одинаковые профиля резьбу шага и номинального диаметра. К основным параметрам относится наружный диаметр резьбы (d, D) – диаметр воображаемого цилиндра описанного касательно к вершинам наружной резьбы, и впадинам внутренней резьбы.
У большинства резьбы и наружный и внутренний диаметр предусматривается зазор и поля допусков расположены так, что погрешности этих диаметров не препятствует свинчиваемость резьб. Поэтому свинчиваемость резьб зависит только от точности средних диаметров d1, D2 шага и угла профиля резьбы. Указанные погрешности взаимно независимы, но между ними легко установить математическую связь, это позволяет влияние погрешностей р и a на свинчиваемость допустимой погрешностью на следующий диаметр.
|
|||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 368; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.3.17 (0.007 с.) |