Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
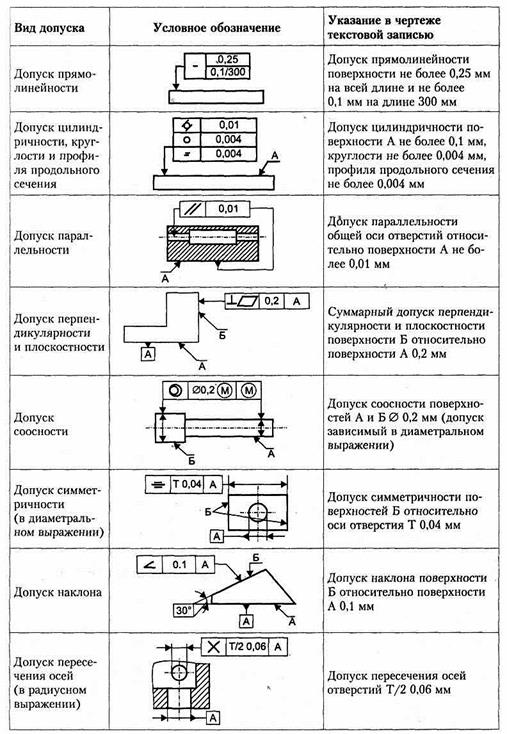
Неуказанные допуски формы и расположенияСодержание книги Поиск на нашем сайте Непосредственно в чертеже указывают, как правило, наиболее ответственные допуски формы и расположения поверхностей. Таблица 11. Примеры обозначения допусков формы и расположения на чертежах.
По ГОСТ 25069-81 все показатели точности формы и расположения, установленные в ГОСТ 24642-81*, могут быть подразделены на три группы (табл. 12.). Таблица 12. Классификация неуказанных допусков формы (по ГОСТ 25069-81)
К первой группе относятся те показатели, отклонения которых допускаются в пределах поля допуска размера рассматриваемого элемента или размера между рассматриваемыми элементами. Это правило основывается на стандартном определении поля допуска размера и поэтому не должно специально оговариваться в чертежах. Его соблюдение не требует обязательного измерения данного отклонения формы или расположения. Необходимо лишь, чтобы контроль соблюдения поля допуска размера производился с учетом возможных отклонений формы и расположения. Для определения допусков формы и расположения, относящихся ко второй группе, в ГОСТ 25069-81 приведены правила их определения и таблицы допусков. Для их нахождения по приведенным таблицам необходимо определить базы, номинальный размер и определяющий допуск размера. Правила определения баз: 1. Если деталь имеет более двух элементов, для которых установлены одно именные неуказанные допуски расположения или биения, то эти допуски следует относить к одной и той же базе. 2. Если деталь имеет элементы, для которых установлены одноименные указанные и неуказанные допуски расположения или биения, то неуказанные допуски следует относить к той же базе, что и указанные. 3. При определении неуказанного допуска перпендикулярности за базу принимается поверхность (или ее ось), имеющая больший размер в рассматриваемых перпендикулярных направлениях, а при одинаковых размерах — поверхность, имеющая меньшую шероховатость. 4. При определении неуказанного допуска соосности, пересечения осей, радиального или торцового биения за базу принимается ось поверхности, имеющей большую длину, при одинаковых длинах — ось поверхности с допуском диаметра по более точному квалитету, а при одинаковых длинах и квалитетах — ось поверхности с большим диаметром. 5. При определении неуказанного допуска симметричности за базу принимается плоскость (ось) симметрии элемента, имеющего большую длину в плоскости, параллельной плоскости симметрии, при одинаковых длинах — элемента с допуском размера по более точному квалитету в направлении, перпендикулярном плоскости симметрии, а при одинаковых длинах и квалитетах — элемента с большим размером в направлении, перпендикулярной плоскости симметрии. Правила определения номинального размера. Под номинальным размером понимается: при определении неуказанных допусков перпендикулярности — номинальная длина рассматриваемого элемента; соосности, пересечения осей, радиального биения и симметричности — больший из номинальных размеров рассматриваемого или базового элемента; торцового биения — номинальный диаметр рассматриваемой торцовой поверхности. Правила определения определяющего допуска размера. Под определяющим допуском размера понимается: 1. При определении неуказанного допуска перпендикулярности или торцового биения — допуск размера, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Если имеется не сколько таких размеров различной точности,то выбор неуказанного допуска перпендикулярности или торцового биения производится по более точному квалитету. 2. При определении неуказанного допуска соосности, симметричности, пересечения осей или радиального биения — допуск диаметра рассматриваемого или базового элемента по более грубому квалитету. Примеры. Определить неуказанные допуски соосности поверхности 1, перпендикулярности поверхностей 2 и 3 и биения поверхности 4 по чертежу, приведенному на рис. 36.
Рис. 36. Эскиз детали для определения неуказанных допусков расположения. 1. Соосность поверхности 1 относительно базовой. За базу принимаем ось поверхности А (согласно п. 1.2). Номинальный размер — 060 как больший из номинальных размеров рассматриваемого и базового элемента. Определяющий допуск размера — IT14 как допуск диаметра рассматриваемого или базового элемента по более грубому квалитету. Неуказанный допуск соосности согласно ГОСТ 25069-81 - 0,40 мм. 2. Перпендикулярность поверхностей 2 и 3. За базу принимаем поверхность 2 как поверхность, имеющую больший размер. Номинальный размер — 60 как номинальная длина рассматриваемого элемента. Определяющий допуск —IT14 как допуск размера 100, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Неуказанный допуск перпендикулярности согласно ГОСТ 25069-81-0,25 мм. 3. Торцовое биение поверхности 4 относительно базовой. За базу принимаем ось поверхности А (согласно п. 1.2). Номинальный размер — 100 как номинальный размер рассматриваемой торцовой поверхности. Определяющий допуск размера — IТ14 как допуск размера 90, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Неуказанный допуск торцового биения согласно ГОСТ 25069-81 — 0,12 мм. К третьей группе (табл. 12.) относятся показатели, которые нормируются лишь при необходимости и только с помощью указанных в чертеже допусков. При неуказанных допусках эти показатели косвенно ограничиваются допусками других параметров. Например, при неуказанных позиционных допусках точность расположения осей определяется предельными отклонениями межосевых расстояний. Волнистость поверхности Под волнистостью поверхности понимают совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину /. Волнистость занимает промежуточное положение между отклонениями формы и шероховатостью поверхности. Условно границу между различными порядками отклонений поверхности можно установить по значению отношения шага Sw к высоте неровностей Wz. При (Sw/Wz) < 40 отклонения относят к шероховатости поверхности, при 1000 > (Sw/Wz) > 40 — к волнистости, при (Sw/Wz) > 1000 — к отклонениям формы.
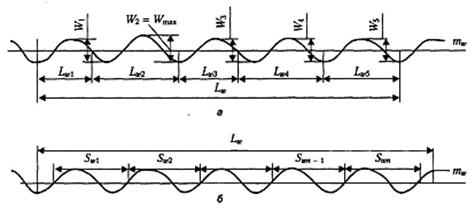
Рис 37. Схема для определения высоты (а) и шага (б) волнистости.
Параметры волнистости установлены рекомендацией СЭВ (PC 3951-73). Наибольшая высота волнистости Wmax — расстояние между наивысшей и наинизшей точками измеренного профиля в пределах длины L,,,, измеренное на одной полной волне.
|
|||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-29; просмотров: 2007; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.009 с.) |