Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Организация и технология работ по подвеске и монтажу ОКСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Работы по подвеске и монтажу ОК могут быть начаты только при наличии утвержденного заказчиком рабочего проекта на строительство ВОЛП, альбомов типовых узлов и деталей и разрешения службы электроснабжения железной дороги на производство работ в зоне контактной сети и высоковольтной линии автоблокировки. Для каждого участка сооружаемой ВОЛП организация, выполняющая работы по подвеске ОК, должна разработать проект производства работ (ППР), который согласовывается со службами электроснабжения пути, информатизации и связи железной дороги в отношении обеспечения безопасности работ, безопасности движения поездов, устойчивого электроснабжения и предоставления при необходимости «окон». До начала монтажных работ по подвеске ОК должны быть выполнены следующие основные работы: изучена проектная документация; проведено натурное ознакомление с трассой подвески ОК и конструкциями опор; установлены очередность и сроки замены опор, сроки установки новых и дополнительных опор; произведена замена опор с недостаточной несущей способностью и установлены новые и дополнительные опоры; уточнены анкерные участки и установлена наиболее рациональная очередность и направление монтажа анкерных участков; подготовлены автодрезины, мотрисы, вагоны для работников, выполняющих работы по подвеске ОК, механизмы для погрузки-выгрузки кабельной продукции, оборудования и места для сварочных работ, монтажа муфт; определен порядок предоставления «окон», которые должны предусматриваться продолжительностью не менее 3-4 часов в соответствии с порядком, утвержденным начальником железной дороги. «Окна» для подвески и монтажа ОК предоставляются, как правило, в светлое время суток. На время производства работ по подвеске и монтажу ОК, для осуществления которых в графике предусмотрены «окна», между руководителем работ и поездным диспетчером должна быть установлена постоянная радиосвязь или телефонная связь. В подготовительный период должны быть также выполнены следующие работы: предмонтажный контроль ОК в соответствии с методиками и требованиями нормативных документов, утвержденных в установленном порядке для принятой марки ОК; входной контроль качества кронштейнов, деталей крепления ОК к кронштейнам и опорам; подвешены на кронштейнах укладочные и раскаточные ролики для протяжки трос-лидера и ОК. По завершении всех подготовительных работ и в первую очередь работ по замене и установке новых опор контактной сети или автоблокировки, расчистке трассы от мешающих подвеске ОК деревьев, организация-исполнитель, заказчик совместно с представителями службы электроснабжения железной дороги составляет акт о готовности участка для подвески ОК. При протяжке ОК выполняются следующие работы: протяжка диэлектрического трос-лидера; протяжка ОК. Работы по протяжке ОК могут вестись «с пути» со снятием напряжения и с занятием перегона, либо при наличии подъездов к пути и обеспечении электробезопасности – «с поля» без снятия напряжения. При использовании специализированного комплекса машин или специализированного комплекса механизмов на платформах для работы «с пути» подвеска ОК осуществляется в следующей последовательности. По заранее подвешенным на кронштейны роликам протягивается трос-лидер. Для этого после занятия комплексом перегона и снятия напряжения один грузовой прицеп с катушками трос-лидера устанавливается в начале анкерного участка за 25-30м от анкерной опоры, а второй прицеп в сцепе с автомотрисой начинает медленно двигаться к первой анкерной опоре. Напротив первой анкерной опоры автомотриса останавливается, монтажная люлька с двумя монтерами поднимается к кронштейну с роликом. Трос-лидер открепляется от люльки, пропускается через ролик и снова прикрепляется к люльке. В таком положении автомотриса медленно передвигается к следующей опоре. На следующей опоре трос-лидер снова пропускается через ролик и движение автомотрисы возобновляется. Таким образом трос-лидер протягивается по всему участку. После пропуска трос-лидера через ролик крайней анкерной опоры, автомотриса, с находящимся впереди нее прицепом с кабельными барабанами, передвигается на расстояние 25-30м за последнюю опору и останавливается. Во время протяжки трос-лидера монтеры, управляющие тягово-тормозным устройством с катушками, подтормаживают катушки, обеспечивая раскатку трос-лидера под натяжением. При работе «с поля» с использованием комплекса механизмов с боковой стороны пути за габаритом опор контактной сети в начале и конце анкерного участка на расстоянии 25-30м от крайних анкерных опор выбираются горизонтальные площадки. На одной из них размещается устройство для установки и торможения катушек с трос-лидером. На противоположном конце анкерного участка на выбранной площадке устанавливается тяговая лебедка для протяжки ОК. После установки устройства для катушек и опробования тормозов от первой установленной катушки отматывается отрезок трос-лидера длиной около 50м и свободный его конец пропускается через монтажный укладочный ролик анкерной опоры. Затем трос-лидер вручную протягивается до следующей опоры и, после прохождения этой опоры на 15-20м, катушка затормаживается, а конец трос-лидера пропускается через раскаточный ролик этой опоры. Подъем на опору при этом осуществляется по лестнице или с монтажной площадки при снятии напряжения. Далее катушка с трос-лидером растормаживается и проводится протяжка трос-лидера до следующей опоры. На следующих опорах операции по пропуску трос-лидера через раскаточные ролики повторяются пока трос-лидер не будет протянут по всему анкерному участку. При наступлении перерыва в работе после протяжки по всему анкерному участку трос-лидера концы его необходимо закрепить на крайних опорах. Места крепления должны быть недоступны для посторонних лиц, а способ закрепления должен исключать самопроизвольные ослабления и провисание трос-лидера. Для протяжки ОК на площадке, где находилось устройство для катушек с трос-лидером, устанавливается подъемно-тормозное устройство с кабельным барабаном. Подъемно-тормозное устройство во избежании самопроизвольного перемещения закрепляется на площадке с помощью анкеров, забиваемых в грунт. Опробуются тормоза этого устройства и трос-лидер с помощью кабельного зажима «чулок» через устройство, предотвращающее закручивание ОК, соединяется с ОК. На противоположном конце анкерного участка трос-лидер закрепляется в катушке, установленной на тяговой лебедке. Затем включается лебедка и производится протяжка ОК по анкерному участку. Для исключения касания ОК земли, посторонних предметов во время протяжки производится подтормаживание барабана. Протягивание ОК по роликам независимо от типа примененных машин и механизмов необходимо вести плавно с минимальным тяговым усилием. При протяжке ОК численный состав бригад должен определяться из необходимости достижения заданных темпов протяжки ОК и обеспечения минимальных задержек поездов и отключений контактной сети. При использовании специализированных комплексов скорость протяжки ОК должны составлять 1,3-1,5км/ч, а бригада состоять из 6 человек. Для связи работников бригады между собой используется 4-5 переносных радиостанций. Связь должна быть обеспечиваться в пределах строительной длины ОК. При этом должны обеспечиваться нормативные требования по организации и ведению радиосвязи. При проведении работ по протяжке ОК должны строго соблюдаться указания инструкций, технических условий, стандартов по недопущению повреждений ОК. Работы по закреплению ОК в расчетном положении должны производиться не позднее 48 часов после его протяжки. При перерывах в работе необходимо принимать меры, исключающие самопроизвольное перемещение ОК по роликам и нарушение требуемых габаритов подвески. Работы по закреплению ОК в расчетном положении включают: анкеровку ОК на опорах с помощью спиральных натяжных зажимов; перекладывание ОК с роликов в поддерживающие зажимы; укладку и закрепление на опорах технологического запаса ОК. Работы по закреплению ОК в расчетном положении следует начинать с анкеровки ОК на крайней от барабана опоре. При монтаже спирального натяжного зажима и при присоединении его к деталям анкеровки опоры необходимо следить за тем, чтобы радиус изгиба ОК был не менее допустимого для принятой марки ОК. При отсутствии данных о допустимом радиусе изгиба, последний должен приниматься не менее двадцати диаметров ОК. После анкеровки ОК осуществляется его перекладка из раскаточных роликов в поддерживающие зажимы. При этом работы по перекладке ОК из роликов в зажимы должны производиться в соответствии с требованиями инструкций по монтажу поддерживающих зажимов. Работы по анкеровке, перекладке ОК из раскаточных роликов в поддерживающие зажимы при невозможности подъема на опору и жесткие поперечины необходимо осуществлять с подъемных площадок автомотрис «в окно». После подвески ОК на опорах контактной сети или опорах высоковольтных линий автоблокировки должны выполняться специальные работы, необходимые для функционирования ВОЛП: - сооружение вводов ОК в здания домов связи и постов ЭЦ; - монтаж соединительных и разветвительных муфт, включая сварку волокон и контроль качества сварки с помощью приборов; - крепление муфт на опорах или других устройствах с выкладкой и закреплением технологического запаса ОК в проектном положении; - контрольно-измерительные работы на смонтированных участках ОК между регенераторами. Для оптимизации работы разработаны технологические карты установки по протяжке и монтажу ОК при строительстве ВОЛП со снятием и без снятия напряжения на контактной сети железной дороги. На рис.8.5…8.7 в качестве примера показаны схемы крепления самонесущего ОК для разных условий строительства ВОЛП. Подробно технология строительства ВОЛП на опорах контактной сети и высоковольтных линий автоблокировки изложены в [13]. В заключение этого раздела следует отметить, что подвеска ОК может осуществляться также и на опорах городского электрохозяйства (опоры электроосвещения, трамвайной и троллейбусной контактной сети). Технология подвески ОК на опорах городского электрохозяйства очень близка к технологии подвески ОК на опорах контактной сети и высоковольтных линий автоблокировки железных дорог. С целью сокращения повреждаемости ОК при повреждении опор городского электрохозяйства в результате аварии (наездов транспорта и т.д.) в местах пересечения с дорогами устанавливаются специальные зажимы, которые позволяют отсоединиться ОК при разрушении опоры с последующим его креплением на восстановленную опору.
Рис. 8.5. Схема натяжного крепления ОК и шкафа для размещения муфты
Рис. 8.6. Схема поддерживающего крепления ОК.
Рис. 8.7. Схема разноуровнего натяжного крепления ОК на ж/б опоре.
8.4. Требования к неразъемным соединениям ОВ. Подготовка ОВ к сращиванию.
Требования к неразъемным соединениям ОВ
Важнейшей технологической операцией при монтаже ОК является сращивание ОВ, которое должно удовлетворять требованиям эксплуатации ВОЛП. Необходимо, чтобы эксплутационная надежность стыков ОВ была не ниже, чем самих ОВ. Соответственно, соединение ОВ должно обладать достаточной механической прочностью, возможность возникновения дефектов в волокнах при подготовке концов ОВ к соединению и при их сращивании должна быть сведена к минимуму. Дефекты, практически не ухудшающие оптические характеристики ОВ на период монтажа линии, в дальнейшем из-за усталостного разрушения волокон в процессе эксплуатации ВОЛП могут развиться и привести к повреждению в месте стыка ОВ. Качество соединения ОВ определяется вносимым затуханием (потерями мощности оптического излучения). Известно, что величина потерь в месте стыка ОВ зависит от параметров соединяемых волокон и уровня технологии, выбранной для сращивания ОВ. В частности, потери определяются геометрическими размерами ОВ (диаметром сердцевины), числовой апертурой и их отклонениями, а также профилем показателя преломления. Кроме того, потери обусловлены наличием зазора между торцами соединяемых волокон, осевым и угловым смещениями осей сращиваемых ОВ, деформацией сердцевины при сварке, загрязнением сердцевины, образованием пузырька газа, качеством подготовки торцов соединяемых ОВ. Возможные дефекты, влияющие на величину вносимых потерь стыка ОВ, показаны на рис. 10.1.
Рис. 10.1. Дефекты на стыке ОВ: 1 - зазор; 2 -осевое смещение; 3 - угловое смещение; 4 - непараллельность торцов; 5 - шероховатость торцов; 6 - различие диаметров сердцевин; 7 - различие числовых апертур (показателей преломления); 8 - некругость; 9 - изменение диаметра сердцевины в месте сварки; 10 - образование газового пузырька, загрязнение; 11 - образование микроизгиба. Подготовка ОВ к сращиванию
Процесс подготовки ОВ к сращиванию включает в себя операции снятия первичного защитно-упрочняющего покрытия волокна и скалывания для получения хорошо обработанной торцевой поверхности волокна, а также обтирку зачищенных концов мягким материалом, пропитанным спиртом. Никакая другая жидкость для обтирки применяться не должна. В оптических кабелях, выпускаемых отечественными и зарубежными фирмами, используются ОВ с эпоксиакриловым и акриловым защитным покрытием. Защитное покрытие снимается в основном механическим способом при помощи специального инструмента, который получил название стриппер. На рис. 10.2 показана последовательность операций снятия защитного покрытия с ОВ при помощи стриппера американской фирмы "Ripley Сompany". Аналогичные по назначению стрипперы выпускаются рядом других фирм. Перед снятием защитного покрытия стриппер и ОВ обязательно протираются спиртом. Жесткие защитные покрытия необходимо предварительно размягчить при помощи специальных размягчителей. Стрипперы настраиваются и регулируются на заводе-изготовителе и не требуют испытаний и проверок. Чистота поверхности ОВ перед сваркой играет очень важное значение. Нагретый до температуры свыше 480°С кварц активно вступает в реакцию с жирами и другими веществами, загрязняющими близлежащую поверхность. Образующаяся стеклянная корка легко растрескивается, что может привести изделие в негодность. Посторонние примеси, частицы на поверхности свариваемого ОВ могут стать центром развития процесса расстекловывания, что значительно снизит прочность места сварки. Плохая очистка (остатки материала защитного покрытия или просто посторонние частицы) служит причиной образования пузырей воздуха в месте сварки, и других включений, что увеличивает вносимые потери на стыке. Поэтому зачищенные концы ОВ тщательно протирают чистым материалом, смоченным спиртом. На поверхности ОВ нельзя также допускать наличие трещин, которые могут возникать при снятии покрытия, так как они уменьшают прочность места сварки. Для получения хорошо обработанной торцевой поверхности ОВ проводят операцию скалывания: на поверхность световода с удаленным первичным покрытием наносят насечку с последующим приложением к ней растягивающей, изгибающей или комбинации этих нагрузок, вызывающих рост трещины и облом световода в данном месте. Торцевая поверхность должна быть плоской, гладкой и перпендикулярной оси ОВ. При скалывании поверхность торца может быть зеркальной (давление резца оптимально и диаметр ОВ близок к номинальному), с ребристой и волнистой зонами (не подобрано давление резца на ОВ либо диаметр ОВ отклоняется от номинального значения), иметь небольшой выступ (отклонение диаметра ОВ от номинального). Зеркальная зона обеспечивает наилучшие условия для соединения ОВ, ребристая зона характеризует область, где трещина начинает разветвляться, волнистая является промежуточной между двумя первыми (рис. 10.3).
Рис. 10.2. Последовательность операций по снятию защитного
В практике находят применение механические и электронные устройства для скола ОВ.
Рис. 10.3. Возможные поверхности скола ОВ: 1 - зеркальная поверхность; 2 - матовая (волнистая) зона; 3 - ребристая зона; 4 – выступ.
Механические устройства для скола ОВ. Образование ровного и перпендикулярного относительно оси скола обеспечивается за счет нанесения резцом на поверхности предварительно напряженного, растянутого и изогнутого ОВ, надреза. Резец с определенным углом заточки выполнен в виде стальной пластинки с алмазным напылением или из специального твердого сплава. Инструмент такого типа показан на рис. 10.4.
Рис. 10.4. Механический инструмент для скола ОВ: а - общий вид; б - процесс скола.
Инструмент состоит из основания 1, на котором жестко закреплены планка 2 и прикрепленная на ней пластина 3. На конце этой пластины закреплена подложка 4, которая имеет направляющую канавку для укладки ОВ. Прижим 5, прижимаемый пружиной 6, и крышка 9, на которой укреплен резец 7, соединены основанием 1 посредством оси 8. Крышка 9 прижимом 5 фиксирует волокна в положении зажима. Оптическое волокно, освобожденное от защитного покрытия на требуемую длину, вставляют в направляющую канавку 10 на подложке 4. Затем нажимают крышку 9 до тех пор, пока она не зафиксирует положение волокна прижимом 5. Продолжая нажимать крышку (с усилием не более 0,36…0,4 Н), на ОВ резцом 4 наносят надрез. Затем, сгибая и прижимая пальцем ОВ к подложке 4, производят его облом (скол). После этого крышку открывают и убирают остаток волокна. Скол, выполненный таким инструментом полностью вручную, позволяет получить необходимое качество только при достаточно высокой квалификации специалиста. Известны также ручные полуавтоматические инструменты для скола ОВ. В них обеспечивается фиксация волокна с удаленным покрытием. При нажатии рычага (кнопки) управления инструмента, одновременно с натяжением волокна, резцом наносится надрез (насечка) на его поверхности. Растягивающие усилия, прикладываемые к ОВ, и сила удара резца относительно ОВ после нанесения насечки, увеличивает рабочий участок режущей поверхности и срок службы инструмента. Инструмент позволяет стабильно получать хорошие сколы ОВ и не предъявляет жестких требований к квалификации персонала. Подобного типа прецизионный скалыватель модели СТ-07 японской фирмы "Fujikura", получивший широкое практическое применение, показан на рис. 10.5. В этой модели скалывателя предусмотрены две направляющие для ОВ. Одна для ОВ с диаметром по покрытию 900 мкм, другая - для ОВ с диаметром по покрытию 250 мкм.
Рис. 10.5. Скалыватель ОВ фирмы "Fujikura": 1 - зажим ОВ; 2 - нож; 3 - кнопка; 4 - наковальня; 5 - направляющие желобки; 6 - эластомерная подложка; 7 - циркулярный нож; 8 - стопорный винт.
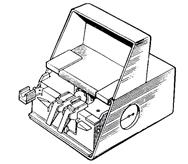
Операция по сколу ОВ сводится к следующему: 1) открыть зажим 1 на наковальне 4, продвинуть нож 2 в направлении противоположном указанной стрелке, разместить ОВ параллельно направляющим желобкам 5; 2) закрыть зажим и медленно продвинуть нож 2 в направлении стрелки, чтобы сделать на ОВ насечку; 3) нажать на кнопку 3, чтобы отломить (сколоть) ОВ; нажимать на кнопку до тех пор, пока зажим 1 автоматически не поднимется. Если качество скола окажется низким, то следует освободить стопорный винт. Циркулярный нож 7 и эластомерную подложку чистить следует только хлопковой тканью, смоченной спиртом. Электронные устройства скола ОВ. Стабильно высокое качество сколов ОВ можно получить при использовании автоматических устройств - электронных скалывателей. Волокно с удаленным покрытием фиксируется в инструменте. Под действием электронно-управляемого двигателя резец вибрирует с низкой частотой и нарастающей амплитудой, приближаясь к волокну, которое натягивается синхронно с частотой вибрации резца. При нанесении резцом насечки на поверхности волокна под действием растягивающих усилий ОВ обламывается. На рис. 10.6 показан общий вид отечественного электронного устройства для скола ОВ типа УЭС-1. Это устройство позволяет осуществлять скалывание с помощью резца, оснащенного алмазным лезвием высокой прочности и вибрирующего с ультразвуковой частотой. Для возбуждения колебаний в устройстве применены пьезоэлектрические элементы. Колебания вибратора вместе с встроенным в него резцом поддерживаются электронной схемой во время скалывания и автоматически прекращаются по окончании цикла, что позволяет рационально использовать электропитание. На лицевой панели устройства расположен индикатор, который сигнализирует о колебаниях резца. Вибрирующее алмазное лезвие плавно подходит к предварительно натянутому ОВ, и в момент касания происходит скалывание без сжимаемой нагрузки и без внедрения лезвия в волокно.
Рис. 10.6. Электронное устройство для скола ОВ.
Способы сращивания ОВ
В настоящее время для соединения ОВ кабелей связи применяется способ - сварка ОВ и соединение с помощью механических сростков. Сварка ОВ. Сварку проводят с помощью электрической дуги. Методы сварки электрической дугой многомодовых ОВ основаны на явлении возникновения сил поверхностного натяжения расплавленного кварца, которые уменьшают имеющееся смещения осей свариваемых волокон. Действие этих сил может регулироваться выбором оптимальных значений и тщательным контролем расстояния между электродами, величины тока электрической дуги, длительности предварительного оплавления торцов ОВ, длины хода сжатия (усилия сдавливания ОВ), времени нагрева при сварке и температуры нагрева ОВ. Возникающих центрирующих усилий вполне хватает, чтобы вносимые в месте сварки многомодовых ОВ потери были незначительны. Для сварки многомодовых ОВ можно применить отечественный комплект для сварки световодов КСС-111. При использовании данного комплекта юстировка сращиваемых волокон осуществляется вручную с визуальным контролем качества юстировки с помощью микроскопа в двух взаимно перпендикулярных плоскостях. Сварка ОВ может быть осуществлена как в автоматическом режиме, так и при ручном управлении. При этом электронная схема блока сварки позволяет регулировать следующие параметры: ток оплавления и сварки, время горения дуги в режиме оплавления и сварки, скорость сдвига волокон при сварке. При сварке одномодовых волокон необходимо обеспечить весьма малые значения осевого и углового смещений. Например, осевое смещение свариваемых одномодовых ОВ не должно превышать 0,1 мкм. Жесткий допуск по смещению продольных осей соединяемых одномодовых ОВ обусловлен тем, что силы поверхностного натяжения не могут обеспечить для данного типа волокна с диаметром сердцевины 6…10 мкм точную юстировку. Такие допуски при юстировке одномодовых ОВ не могут быть достигнуты вручную. В комплектах для сварки одномодовых ОВ используются системы автоматической юстировки со специальными микроподвижками, системой контроля качества юстировки и электронным блоком управления. Известно два основных способа контроля качества автоматической юстировки ОВ. При первом способе качество юстировки оценивают по уровню мощности оптического сигнала, проходящего через стык ОВ, а ввод и вывод оптического излучения в ОВ, осуществляют через участки изгиба волокна в специальных устройствах (рис. 10.7). Этот способ достаточно прост и эффективен. Он позволяет осуществлять пороговую оценку затухания в месте сварки. При втором способе принцип работы системы контроля заключается в следующем. Если пучок света падает перпендикулярно на торец ОВ, то возникает отраженный поток света, анализ распределения мощности которого позволяет определять профиль показателя преломления и выявлять максимум оптической мощности, то есть оптическую ось. Технически этот способ регулируется следующим образом. Параллельный пучок света от боковой лампы падает перпендикулярно на торцы соединяемых волокон. Рассеянное отраженное излучение попадает в объектив телекамеры, следящей за определенной точкой торца ОВ. Телекамера продвигается вокруг волокна для получения изображения с трех точек. Объектив телекамеры автоматически фиксируется на определенной точке торца ОВ. Поэтому оси свариваемых волокон автоматически центрируются относительно друг друга. Разработанная система получила название PAS. Этот способ применим для сварки ОВ с любым профилем показателя преломления.
Рис. 10.7. Схема контроля качества юстировки по результатам измерения мощности оптического сигнала: 1 - концы свариваемых ОВ; 2 - устройство ввода (вывода) излучения в ОВ на изогнутом участке; 3 - источник оптического излучения; 4 - приемник оптического излучения; 5 - электроды сварочные; 6 - неподвижное устройство фиксации ОВ; 7 - подвижное устройство фиксации ОВ, перемещающееся в плоскостях x, y, z; 8 - блок управления с устройством вывода информации.
В настоящее время на российском рынке широко представляются автоматические сварочные аппараты для сварки ОВ различных фирм-производителей. Наиболее широко применяются при строительстве новых и эксплуатации действующих ВОЛП в России сварочные аппараты различных модификаций японской фирмы «Fujikura» и американской корпорации «Wavitek». Известны также сварочные аппараты японской фирмы «Sumitoma», германской фирмы «Siemens», шведской фирмы «Ericsson» и другие. В табл. 10.1 приведены основные технические характеристики наиболее часто применяемых сварочных аппаратов. Охарактеризованные сварочные аппараты осуществляют автоматическую юстировку пары ОВ и автоматическую их сварку в течение 25…30 с, обеспечивают хранение в памяти по 100 и более данных по сварке и проверку места сварки ОВ на разрыв. Отображается процесс сварки на мониторе сварочного аппарата, имеется возможность вывода данных по сварке на персональный компьютер или принтер.
Таблица 10.1. Основные характеристики сварочных аппаратов
Соединение ОВ с помощью механических сростков. Проблемы сварки одномодовых ОВ активизировали поиск альтернативных способов соединения волокон. Наиболее успешно со сваркой конкурирует способ с помощью специальных соединителей - механических сростков. Это простые и эффективные механические устройства для выполнения неразъемных соединений в полевых условиях. Подготовка ОВ в данном случае проводится так же, как и для сварки. Для механического сростка концы подготовленных волокон поочередно укладывают в каналы, образованные выравнивающими элементами устройства, после чего обе половины устройства соединяют, фиксируя ОВ. Под действием давления выравнивающих элементов соединяемые волокна юстируются. Наиболее известные механические сростки типа "Fibrlok" фирмы "3М" и "Corelink" фирмы "AMP" (США), которые обеспечивают потери в месте соединения не более 0,1 дБ. На рис. 10.8 показан механический соединитель типа "Fibrlok". Эти соединители значительно экономят время при работе на линии и обеспечивают качественное соединение одномодовых и многомодовых волокон. Они просты по конструкции и надежны в эксплуатации. Механические соединители могут использоваться для соединения как многомодовых, так и одномодовых ОВ. Три соединителя, имеющие разную цветовую маркировку могут использоваться для сращивания волокон с покрытием 250 и 900 микрон: соединитель "Fibrlok" 2525 используется для сращивания волокон с покрытием с одинаковым диаметром 250 микрон; соединитель "Fibrlok" 2590 используется для сращивания волокон с покрытием с разными диаметрами - 250 микрон и 900 микрон; соединитель "Fibrlok" 2595 используется для сращивания волокон с покрытием с одинаковым диаметром 900 микрон.
Рис. 10.8. Механический соединитель типа Fibrlok: а - соединитель при укладке ОВ; б, в - соединитель в собранном виде; 1 - волокно; 2 - пластмассовая крышка; 3 - металлический выравнивающий элемент; 4 - пластмассовое основание. Защита мест сварки ОВ
Места соединения ОВ можно защитить одним из следующих способов: восстановлением защитного покрытия, заливкой места стыка эпоксидным компаундом и с помощью специальных гильз для защиты соединений световодов. Защитное покрытие восстанавливают, используя материалы с аналогичными свойствами. При этом соблюдают допуски, установленные на покрытия ОВ, а также технологические приемы их нанесения. Сросток ОВ укладывают в пресс-форму, наносят эпоксиакрилатную композицию, обладающую малой усадкой и хорошей адгезией к кварцу. Затем композицию отверждают с помощью ультрафиолетового излучения. Пресс-форма содержит вкладыш из прозрачного для ультрафиолетового излучения материала, в котором сформирован канал для ОВ. За счет этого диаметр восстановленного покрытия и концентричность соответствуют параметрам исходного волокна. В полевых условиях данный способ применять сложно. Для защиты сростка ОВ эпоксидным компаундом используют, как правило, специальные приспособления (ложементы) из металла и пластмассы. Волокно помещают внутрь приспособления и заливают эпоксидной смолой. Ускорение процесса полимеризации компаунда обеспечивается подогревом. Однако на практике наиболее широкое применение нашел способ защиты сростков ОВ с помощью специальных гильз: ГЗС (гильзы для защиты сростков) или КДЗС (комплект деталей для защиты сростков). Конструкция ГЗС представлена на рис. 10.9. Она содержит термоусаживаемую трубку, внутри которой находится несущий металлический стержень диаметром 1,0 мм и трубку из материала высокой текучести - сэвилена.
Рис. 10.9 Конструкция гильзы для защиты сростка ОВ: 1 - трубка из сэвилена; 2 - металлический стержень;
Перед сваркой волокон гильзу надевают на один из сращиваемых концов ОВ. Затем после сварки ее надвигают на место сварки и нагревают. В процессе нагрева и усаживания трубки сэвилен расплавляется и уплотняется вокруг ОВ. Несущий металлический элемент надежно защищает ОВ от изгиба внутри термоусаживаемой трубки.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 844; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.013 с.) |