
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Посадкой называется вид соединения деталей, определяемый величиной получающихся в нем зазоров или натягов.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Зазором S называют положительную разность между действительными размерами отверстия и вала – размер отверстия больше размера вала. Натягом N называют положительную разность между действительными размерами вала и отверстия, вычисленную до сборки деталей – размер вала больше размера отверстия. В посадках допускаются любые сочетания полей допусков отверстий и валов, но рекомендуется применять посадки в системах отверстия или вала. В системе отверстия различные зазоры и натяги получаются вследствие изменения отклонений вала при неизменном отклонении Н отверстия (рис. 3.3, а). В системе вала неизменным является вал с отклонением h, а различные посадки образуются в результате изменения отклонений отверстий (рис. 3.3, б). Система отверстий является предпочтительной, позволяя уменьшить номенклатуру режущего и мерительного инструмента. Систему вала применяют только в случаях, когда это оправдано конструктивными или экономическими условиями, например при посадке подшипников качения в корпус или для получения различных посадок одного и того же гладкого калиброванного вала с несколькими отверстиями. В зависимости от сочетания полей допусков отверстия и вала различают посадки: с зазором, при которых обеспечивается зазор в соединении; с натягом, при которых обеспечивается натяг в соединении, и переходные, при которых возможно получение в зависимости от действительного размера как зазора, так и натяга.

Посадки с зазором предназначены для подвижных соединений. В системе отверстия это основные отклонения вала от а до h; в системе вала – отклонения отверстия от А до Н (см. рис. 3.2). Чем больше относительная скорость перемещения деталей в соединении, чем больше коэффициент вязкости масла и число опор вала, тем больше должна быть величина гарантированного зазора. Например, посадка H7/g6 рекомендуется при точном вращении с небольшим числом оборотов; H7/f7 – для опор скольжения при вращении валов или втулок со средними числами оборотов; H7/f6 – для соединения деталей относительно невысокой точности со свободным продольным перемещением; H11/a11 и H12/b12 – для неответственных подвижных соединений с целью снижения себестоимости изготовления и сборки. Посадки с нулевым минимальным зазором применяют для соединения деталей с направляющими колонками, осями, валами, когда необходимо обеспечить относительное продольное перемещение при установке или регулировке. При хорошем центрировании рекомендуют применять посадку H7/h6; высокая точность обеспечивается посадками H8/h7 или Н8/h6. При пониженных требованиях к точности применяют посадку H8/h8, а для соединения невысокой точности можно применять посадку Н11/h11.
Переходные посадки (основные отклонения – в системе отверстия j, k, m, n; в системе вала – J, K, M, N) предназначены для получения неподвижных соединений, которые по условиям эксплуатации подлежат периодической разборке и сборке. Они обеспечивают хорошее центрирование соединяемых деталей, их соосность. Предпочтение следует отдавать полям допусков j, k, n и J, K, N. Наибольшее распространение получили посадки H7/k6 и K7/h6 (посадка зубчатых колес). Следует отметить, что посадка Н7/n6 не предназначена для повторной сборки и разборки. Посадки с натягом применяются для неподвижных, как правило, неразъемных соединений без дополнительного крепления деталей. Типовые примеры посадок с гарантированным натягом: H7/p6, H7/r6, Н7/s6, P7/h6. Для деталей с малыми сопрягаемыми размерами применение неподвижных посадок ограничивается возможностью их деформации при сборке. Рекомендуют при неодинаковых допусках отверстия и вала в посадке больший допуск принимать у отверстия. При этом допуски отверстия и вала могут отличаться не более чем на два квалитета. В обозначение посадки входит номинальный размер, за которым следует обозначение полей допусков отверстия и вала (рис. 3.4).

Рис. 3.4 Из всех возможных полей допусков размеров стандартом устанавливаются предпочтительные для применения поля допусков. Рекомендации по выбору полей допусков для типовых соединений деталей приведены в табл. 3.1, а в табл. 3.2 и 3.3 даны значения предельных отклонений предпочтительных полей допусков соответственно отверстий и валов.
Таблица 3.1
На примере рассмотрим определение предельных размеров отверстий и валов, наибольших и наименьших зазоров (натягов), а также допуски посадок для различных типов посадок и графическое изображение полей допусков для различных посадок.
Формулы подсчета предельных величин зазоров и натягов для цилиндрических соединений имеют следующий вид: - посадка с зазором: Smax = Dmax – dmin; Smin = Dmin – dmax; - посадка с натягом: Nmax = dmax – Dmin; Nmin = dmin – Dmax; - переходная посадка: Smax = Dmax – dmin; Nmax = dmax – Dmin. Таблица 3.2
Рассмотрим посадки ø12H7/f7, ø12H7/r7, ø12H7/k6. Размеры отверстия ø12H7 Dmin = 12 мм; Dmax = 12,000 + 0,018 = 12,018 (мм). Допуск отверстия: ТА = 12,018 – 12,000 = 0,018 (мм). Рассчитаем предельные размеры и допуски валов, а также параметры соединений.
где ТS, ТN, ТS,N – допуск посадки, соответственно с зазором, с натягом и переходной. На рис. 3.5 графически представлены расположения полей допусков отверстия и вала для рассмотренных посадок.
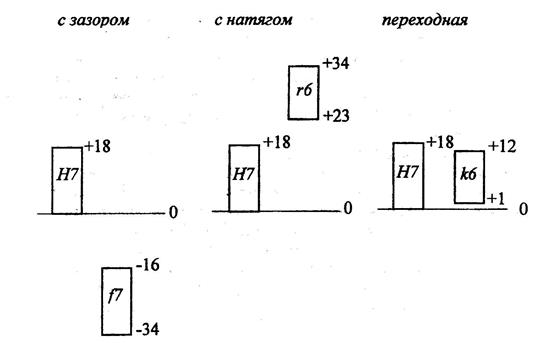
рис. 3.5
Таблица 3.3
Измерительные инструменты
В качестве универсальных измерительных средств для контроля линейных и угловых размеров деталей применяют штангенциркули, микрометры, индикаторы, нутромеры, рычажные скобы, измерительные головки, инструментальные микроскопы, угломеры и т.д. Выбор измерительного средства зависит от ряда факторов, основными из которых являются точность изготовления детали, требуемая точность измерения, конструктивные особенности детали и объем ее выпуска.
Штангенинструменты К штангенинструментам относятся инструменты со штангой и линейным нониусом – это штангенциркули, штангенглубиномеры, штангенрейсмасы. Все они имеют две шкалы: основную, нанесенную на штанге, с интервалом деления 1 мм, и вспомогательную шкалу, нониус, по которой отсчитываются доли делений основной шкалы. Цена деления нониуса может быть 0,1; 0,05 и 0,02 мм. Рассмотрим нониус с ценой деления 0,1 мм. Вспомогательная шкала длиной 9 мм имеет 10 делений (рис. 3.6, а), т.е. расстояние между двумя соседними штрихами шкалы составляет 0,9 мм, что на 0,1 мм меньше расстояния между соседними штрихами основной шкалы, нанесенной на штанге. В том случае, когда нулевые деления шкалы штанги и нониуса совпадают, первый штрих нониуса отстает от первого штриха штанги на 0,1 мм, второй - на 0,2 мм, третий – на 0,3 мм, а последний десятый штрих нониуса будет совпадать с девятым штрихом шкалы штанги.
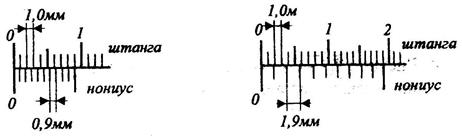
а б Рис. 3.6 Если измеряемый размер детали больше некоторого целого числа миллиметров, то нулевое деление нониуса не будет совпадать со штрихом шкалы штанги и дробная часть размера определяется по нониусу В соответствии с изложенным для определения размера с помощью штангенинструмента нужно отсчитать целое число миллиметров по шкале штанги до того места, где остановился нуль нониуса (если нуль не обозначен, то начальный штрих), затем найти, какое из делений нониуса совпадает с любым из штрихов основной шкалы. Номер совпавшего штриха укажет, сколько десятых частей миллиметра в данном размере. Для повышения удобства пользования используют штангенинструменты с вспомогательной шкалой, длина которой не 9, а 19 мм (растянутый нониус). В этом случае (см. рис. 3.6, б) интервал деления составит 19:10 = 1,9 мм, что дает также отставание в 0,1 мм от каждого второго деления основной шкалы. Принцип измерения остается тот же, но деления нониуса расположены реже, и отсчет производить удобнее. На рис. 3.7 представлен штангенциркуль ШЦ-1 с диапазоном измерений 0 – 150 мм и ценой деления 0,1 мм. Штангенциркуль состоит из штанги 1 и подвижной рамки 2. Штанга и подвижная рамка имеют губки 3 для измерения размеров наружных поверхностей и губки 4 для измерения размеров внутренних поверхностей (отверстий) деталей.
Рис. 3.7 Штангенциркуль имеет также глубиномер, состоящий из линейки 5, прикрепленной к подвижной рамке. Глубиномер выдвигается настолько, насколько смещается рамка, что дает возможность производить отсчет глубин непосредственно по шкале штанги и нониусу.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 1620; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.198.108 (0.011 с.) |

 у всех трех посадок одинаковы:
у всех трех посадок одинаковы: dmin = 12,000 – 0,034 = 11,966 (мм)
dmax = 12,000 – 0,016 = 11,984 (мм)
ТВ = 11,984 – 11,966 = 0,018 (мм)
dmin = 12,000 – 0,034 = 11,966 (мм)
dmax = 12,000 – 0,016 = 11,984 (мм)
ТВ = 11,984 – 11,966 = 0,018 (мм)
 dmin = 12,000 + 0,023 = 12,023 (мм)
dmax = 12,000 + 0,034 = 12,034 (мм)
ТВ = 12,034 – 12,023 = 0,011 (мм)
dmin = 12,000 + 0,023 = 12,023 (мм)
dmax = 12,000 + 0,034 = 12,034 (мм)
ТВ = 12,034 – 12,023 = 0,011 (мм)
 dmin = 12,000 + 0,001 = 12,001 (мм)
dmax = 12,000 + 0,012 = 12,012 (мм)
ТВ = 12,012 – 12,001 = 0,011 (мм)
dmin = 12,000 + 0,001 = 12,001 (мм)
dmax = 12,000 + 0,012 = 12,012 (мм)
ТВ = 12,012 – 12,001 = 0,011 (мм)




