
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Понятие о посадке. Типы посадок и их хар-ки. Допуски посадки.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Посадка – описание в документации характера соединения отверстия с валом, определенного разностью их допустимых размеров, установленных в документации. Посадки могут быть с зазором, с натягом и переходные. На схеме полей допусков посадка изображается двумя полями допусков: отверстия и вала. Натяг N образуется тогда, когда размер вала до сборки больше размера отверстия d>D (см. рис. 3.4) и N=d-D. Сборка таких деталей требует определенных действий: либо сборку производят с помощью пресса со значительным осевым усилием, которое можно уменьшить или даже исключить, если деталь с отверстием нагреть до необходимой температуры или охладить вал. Соединенные с натягом детали постоянно находятся в напряженном состоянии и плотно прижаты друг к другу, что создает сопротивление их относительному перемещению, которое тем больше, чем больше натяг. Это свойство соединений с натягом используется в машинах для передачи нагрузок от одной детали к другой. Однако при чрезмерно большом натяге при сборке или в процессе эксплуатации одна из деталей (чаще наружная) может разрушиться. Таким образом, натяг служит для передачи нагрузок и обеспечивает идеальное центрирование деталей соединения. Для посадок с натягом: • наибольший натяг Nнб = es - EI; • наименьший натяг Nнм = еi - ЕS; • допуск натяга, равный допуску посадки TN = Nнб – Nнм; • средний зазор N = (Nнб + Nнм) / 2 Посадки с натягом применяются для неподвижных неразъемных в процессе эксплуатации соединений, передающих нагрузки в виде крутящего момента, осевой силы или в виде их комбинаций. При этом неподвижность сопрягаемых деталей относительно друг друга обеспечивается силами трения, действующими на поверхности сопряжения и обусловленными натягом. Соединение зубчатого колеса с валом. Для уменьшения кинематической погрешности и улучшения плавности работы передачи необходимо точно совместить оси вращения вала и зубчатого колеса, что может быть обеспечено назначением посадки с натягом или переходной посадки с минимальным зазором Зазор – посадка обеспечивающая S-разность размеров отверстия и вала, если первый больше второго (см. рис. 3.3). S=D-d>0. Функции зазора: 1. Обеспечивает возможность относительного перемещения деталей соединения, т.е. подвижность. 2. Облегчает сборку. 3. Обеспечивает размещение смазки или другой среды между отверстием и валом. Недостаток зазора – снижает точность сборки, т.к. центр отверстия О может не совпадать с центром вала Ов на размер эксцентриситета е=S/2, т.е. зазор не обеспечивает центрирование деталей соединения. Для посадок с зазором; • наименьший зазор Sнм = EI – es; • допуск зазора, равный допуску посадки Ts = Sнб – Sнм; • наибольший зазор Sнб = ES – ei; • средний зазор S = (Sнб + Sнм) / 2
К соединениям, в которых применяются посадки с зазором с целью облегчения сборки, относятся соединения крышек подшипников с корпусом, распорных колец с валами, маховиков с валом, сменных зубчатых колес с валами и многие другие. При соединении деталей, изготовленных по чертежам, определяющим переходную посадку, могут создаваться в соединениях как зазоры, так и натяги, что является случайным событием.
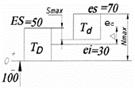
Для переходных посадок: • наибольший зазор Sнб = ES – ei; • наибольший натяг Nнб = es – EI; • допуск посадки Тп = Тd + TD; • разность средних отклонения отверстия и вала D = (ES + EI) / 2 – (es + ei) / 2 или Б.11 1. Задачи и принципы стандартизации. Методы стандартизации. Унификация. Стандартизация – деятельность по установлению правил и характеристик объектов технического регулирования в целях их добровольного и многократного применения, направленная на достижение упорядоченности в сферах производства и обращения продукции и повышение конкурентоспособности продукции, работ и услуг. Стандартизация осуществляется в целях: - повышения уровня безопасности жизни и здоровья граждан, имущества физических и юридических лиц, государственного и муниципального имущества, экономической безопасности, безопасности жизни и здоровья животных и растений и содействие соблюдению требований технических регламентов; - обеспечения научно-технического прогресса; - повышения конкурентоспособности продукции, работ и услуг; - рационального использования ресурсов; - технической и информационной совместимости; - сопоставимости результатов исследований и измерений; - взаимозаменяемости продукции; - повышения безопасности объектов с учетом риска возникновения чрезвычайных ситуаций природного и техногенного характера. Методы стандартизации В зависимости от поставленных целей и решаемых задач используют различные методы стандартизации. К методам стандартизации относятся: Смысл стандартизации состоит в упорядочении решений, правил, методов и т.д. в целях их многократного использования. Любая работа в сфере стандартизации начинается с анализа имеющегося массива информации и выделения основных, наиболее характерных признаков, в соответствии с которыми этот массив может быть систематизирован. Унификация - это выбор оптимального числа разновидностей продукции, процессов и услуг, значений их параметров и размеров. Унификация позволяет установить минимально необходимое, но достаточное количество видов, типов, типоразмеров, обладающих высокими показателями качества и полной взаимозаменяемостью. Результаты унификации не обязательно оформляются в виде стандарта, но стандартизация изделий и их элементов обязательно основывается на унификации. Принципиальное отличие унификации от других методов стандартизации состоит в том, что в процессе унификации предполагается внесение изменений в конструкцию изделия или иного объекта унификации с целью увеличения его применяемости и снижения, тем самым, его себестоимости с одновременным повышением качества. Объектами унификации могут быть изделия массового, серийного и/или индивидуального производства, в том числе:
2. Контроль размеров поверхностей и параметров шероховатости Методика выбора средств измерений и контроля. Калибры гладкие. Устройство и принцип работы профилометра. Эталоны шероховатости Методы и средства контроля определяются точностью контролируемых деталей и типом производства, которое может быть единичным, серийным или массовым. Контрольно-измерительные средства должны обеспечивать необходимую точность и высокую производительность контроля. Допустимая погрешность измерения, цена деления шкалы прибора не должны превышать 20-35% допуска на изготовление деталей. В единичном производстве для контроля применяются универсальные измерительные средства: штангенциркуль, штангенглубиномер, линейка, микрометр, нутромер и др. При серийном и массовом изготовлении деталей применяются более производительные средства контроля: калибры, шаблоны, приборы, контрольные приспособления и др. Шероховатость: Качественный контроль - визуальный. Применяется для контроля поверхности с шероховатостью не менее Ra 2.5 мкм. Производится сравнением контролируемой поверхности с поверхностью эталона с помощью луп, микроскопов и других средств, увеличивающих разрешающую способность данного вида контроля. Эталон должен быть из такого же материала и обработан тем же режущим инструментом, что и контролируемая деталь. На практике в качестве эталона применяют одну из изготовленных деталей соответствия требованиям установлено аттестацией, уполномоченной на это на данном предприятии. Количественный контроль производится измерением на приборе с последующим сопоставлением результата измерения с требованиями технической документации. Он производится периодически и выборочно, а также в спорных ситуациях. Приборы для измерения шероховатости называются профилометрами. принцип действия всех современных профилометров одинаков: измерение основано на ощупывании измеряемой поверхности алмазной иглой, перемещающейся по измеряемой детали с заданной постоянной скоростью. Качество обработки информации о траектории и параметрах движения алмазной иглы по измеряемой поверхности определяет технический уровень профилометра.
Б.12 Добровольная сертификация. Ее участники. Оформление результатов добровольной сертификации. Маркировка продукции знаком соответствия. Добровольная сертификация Осуществляется по инициативе заявителя на условиях договора между заявителем и органом по сертификации. Оно может осуществляться для установления соответствия национальным стандартам, стандартам организаций, системе добровольной сертификации, условиям договоров. Объектами добровольной сертификации могут быть: продукция, процессы производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнения работ и услуг или иные объекты, в отношении которых стандартами, системой добровольной сертификации и договорами установлены требования. Орган по сертификации осуществляет подтверждение соответствия, выдает сертификаты на объекты, прошедшие сертификацию, представляет право заявителям на применение знака соответствия, если это предусмотрено системой сертификации, приостанавливает или прекращает действие выданных им сертификатов соответствия. Система добровольной сертификации может быть создана юридическим лицом или индивидуальным предпринимателем или несколькими юридическими лицами и предпринимателями. В системе устанавливают перечень продукции, подлежащей сертификации, и их характеристик, правила выполнения работ по сертификации, определяют участников данной системы добровольной сертификации. Система добровольной сертификации может быть зарегистрирована органом исполнительной власти по техническому регулированию при представлении свидетельства о государственной регистрации юридического лица или индивидуального предпринимателя, правил функционирования системы, изображение знака соответствия, если он предусмотрен системой, документа об оплате регистрации. Федеральный орган исполнительной власти по техническому регулированию ведет единый реестр зарегистрированных систем добровольной сертификации. Продукция, не подлежащая обязательному подтверждению соответствия, может маркироваться знаком соответствия национальному стандарту в порядке, установленном органом национальной стандартизации.
|
||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 752; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.011 с.) |

 Переходные посадки применяются для неподвижных разъемных соединениях, в которых необходимо обеспечить соосность сопрягаемых деталей и возможность сборки и разборки в процессе эксплуатации и ремонта. Относительная неподвижность сопрягаемых деталей обеспечивается дополнительными средствами крепления: шпонками, штифтами, винтами, стопорными кольцами и другими деталями. Эти посадки характеризуются малыми зазорами и натягами и установлены в 5, 6, 7 и 8 квалитетах.
Переходные посадки применяются для неподвижных разъемных соединениях, в которых необходимо обеспечить соосность сопрягаемых деталей и возможность сборки и разборки в процессе эксплуатации и ремонта. Относительная неподвижность сопрягаемых деталей обеспечивается дополнительными средствами крепления: шпонками, штифтами, винтами, стопорными кольцами и другими деталями. Эти посадки характеризуются малыми зазорами и натягами и установлены в 5, 6, 7 и 8 квалитетах.



