Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технология изделий лёгкой промышленностиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Копылова С. А.
Методические указания (рекомендации) по выполнению лабораторных работ по дисциплине Технология изделий лёгкой промышленности
Барнаул, 2013
Составитель С. А. Копылова
Технология изделий лёгкой промышленности: Методические указания по выполнению лабораторных работ / Институт текстильной и легкой промышленности АлтГТУ им. И. И. Ползунова Составитель С. А. Копылова, Барнаул, 2013. стр.
Предназначено для студентов направления 262000 «Технология изделий лёгкой промышленности», 262200 «Конструирование изделий лёгкой промышленности» очной и заочной формы обучения
Соответствует Стандарту предприятия Образовательному стандарту ФГБОУ ВПО АлтГТУ им. И. И. Ползунова, лабораторные работы. Общие требования к содержанию, выполнению и оформлению. СТП 12 700 – 02.
Программа утверждена на заседании кафедры Технологии, конструирования, моделирования и дизайна изделий текстильной и легкой промышленности №__ 5 ____ от «_ 31 _»_ января _2013 г. Содержание ПЕРЕЧЕНЬ ЛАБОРАТОРНЫХ РАБОТ 1. ВВЕДЕНИЕ 2. МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ ЛАБОРАТОРНЫХ РАБОТ 3.ТЕХНИКА БЕЗОПАСНОСТИ
ПЕРЕЧЕНЬ ЛАБОРАТОРНЫХ РАБОТ
1. Изучение структуры и процессов образования машинных стежков, строчек и их свойства 2. Изучение конструкций ниточных швов 3.Изучение способов и операций влажно-тепловой обработки. 4. Методы начальной обработки деталей одежды. 5. Методы обработки прорезных карманов с клапаном и в «рамку». 6. Методы обработки прорезных карманов с листочкой и в швах. 7. Методы обработки накладных и внутренних карманов. 8. Методы обработки бортов (застёжек) верхней одежды. 9. Методы обработки воротников и соединение их с изделием. 10. Методы обработки рукавов и соединение их и изделием. 11. Методы обработки юбок и брюк. 12. Методы обработки женского платья. 13. Методы обработки мужских сорочек. 14. Сравнительный анализ методов обработки. 15. Расчет технологического потока швейного цеха. 16. Анализ технологической схемы швейного потока. 17. Расчет серий 18. Раскладка лекал. Введение Целью лабораторного практикума является изучение технологического процесса изготовления швейных изделий, включающих обработку и сборку от дельных деталей и узлов в соответствии с их конструктивными особенностями. Обработку и соединение деталей и узлов одежды выполняют различными способами (ниточным, клеевым, сварным). При изготовлении различных изделий применяют прогрессивные методы обработки (последовательный, параллельный и параллельно - последовательный). Метод последовательной обработки характеризуется: последовательным выполнением операций на всех участках деталей или изделия одним или несколькими инструментами. К этому методу относится выполнение различных ниточных швов на одноигольных швейных машинах. При параллельном методе обработки операции выполняют одновременно одним или несколькими инструментами, например, операция влажно-тепловой обработки и соединение деталей клеем на прессах. Метод параллельно-последовательной обработки представляет сочетание последовательного и параллельного выполнения операций, например, работа на многоигольных, многофункциональных машинах. При выборе методов обработки необходимо стремиться к использованию параллельных и параллельно- последовательных методов как наиболее прогрессивных, обеспечивающих повышение производительности труда по сравнению с последовательным методом выполнения операции. Методы обработки имеют большое значение для проектирования эффективных технологических процессов, так как они во многом определяют качество и стоимость обработки одежды. Методы обработки зависят от конструкции изделия, свойств материалов и применяемого оборудования. Так, на этапе конструирования необходимо широко использовать унифицированные, цельнокроеные детали, создавать форму деталей конструктивным путем и т. д. При разработке технологии швейных изделий необходимо использовать унифицированную технологию с учетом свойств материалов. Свойства материалов являются определяющим условием в установлении рациональных режимов обработки технологических процессов производства одежды. Наиболее эффективным средством улучшения качества и повышения производительности труда является использование специального и полуавтоматического оборудования, которое обеспечивает применение прогрессивных параллельного и параллельно- последовательного методов обработки. При проектировании методов обработки необходимо руководствоваться ГОСТами, типовой технической документацией по изготовлению одежды, достижениями передовых предприятий и научно- исследовательских организаций. На каждом занятии студенты должны выполнить лабораторную работу в соответствии с указаниями и оформить отчет, который строится по единой форме: - наименование работы; - содержание работы; - выполнение работы (в виде таблиц, зарисовок, расчетов и т. д.); - выводы по результатам работы.
Лабораторная работа 1 ИЗУЧЕНИЕ СТРУКТУРЫ И ПРОЦЕССОВ ОБРАЗОВАНИЯ МАШИННЫХ СТЕЖКОВ И СТРОЧЕК
Цель и задачи работы: Цель работы – изучение процесса образования стежков и строчек. Задачи работы: - изучение особенностей строения основных видов машинных стежков и строчек; - изучение рабочих органов швейных машин, участвующих в образовании стежков и строчек; - выполнение основных видов машинных стежков и строчек.
Теоретическое обоснование работы: 1. Ознакомиться с теоретическими основами процессов образования стежков и строчек, заполнить таблицу 2. Ознакомиться с рабочими органами швейных машин различного назначения. 3. Изготовление конструкции стежков с помощью иглы с цветными нитками на специальной линейке. 4. Изготовить образцы с различными видами стежков и строчек, оформить в альбом.
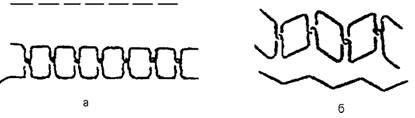
Методика проведения работы: 1. Теоретические основы процессов образования машинных стежков и строчек Для соединения деталей одежды, обработки срезов и отделки краев наиболее широкое применение получили ниточные соединения. Элементами ниточных соединений являются стежок, строчка, шов. Стежок- это участок нитки, расположенный между двумя проколами материала иглой и полученный переплетением одной или нескольких ниток. Ряд повторяющихся однородных стежков образует строчку. Строчки по способу выполнения разделяют на ручные и машинные. В данной работе будут рассмотрены машинные стежки и строчки. Характеристик строчки определяется способом соединения, назначения, количеством линий ней и ее технологическими параметрами. Технологические параметры строчки содержат следующие данные: количество ниток (верхних и нижних), образующих строчку, длину и ширину стежков миллиметрах или количество стежков на 1 0 мм строчек, номера иглы и ниток. Машинные стежки и строчки В соответствии с международной классификацией машинные стежки подразделяют на классы и типы, показанные на схеме (рис. 1.1). Класс определяется особенностями образования стежка. Типы - это виды стежков внутри одного класса, отличающиеся способом переплетения ниток. Стежки, предназначенные для выполнения строчек при изготовлении швейных изделий, имеют следующие классы: Изучение процесса образования челночных стежков (Кл. 300) Эти виды стежков (рис.1.3) образуются двумя нитками- ниткой иглы (верхней 1) и ниткой челнока (нижней 2). По отношению к линии строчки челночный стежок может располагаться линейно (тип 301, рис. 1.3а) или иметь наклонное (зигзагообразное) расположение (тип 304, см. 1.3б). Строчки челночных стежков имеют наиболее широкое применение при изготовлении швейных изделий.
рис. 1.1 Линейные строчки с применением челночного стежка применяются для выполнения стачивающих, настрачивающих и отделочных строчек. Челночные линейные строчки могут быть однолинейными, выполняемые на машинах базовых 1022-М кл. 862 кл. и их модификациях, и многолинейными 852x5, 852-2(х7), 852x12 и т.д., 803 (1852), 803-2(х7) и 428 кл. При образовании челночных стежков на различных швейных машинах происходит прокалывание сшиваемых материалов иглой с ниткой, образование петли из нитки иглы, затягивание ниток в строчке и продвижение материала на длину стежка. При образовании челночного стежка (тип 301 и 304) переплетение двух ниток (1 и 2) находится внутри сшиваемых материалов. Процесс образования челночных стежков (тип 301) состоит из следующих этапов (рис. 1.2), приведенных ниже. I этап - прокалывание материалов иглой 1 и проведение нитки 2 через материал (рис.1.2а). Игла прокалывает материал, проходит в отверстие игольной пластины, одновременно проводя нитку через материал, в этот момент происходит подача нитки нитепритягивателем. При обратном ходе иглы нитка задерживается в отверстии прокола вследствие ее трения о материал и образует петлю около ушка иглы благодаря упругости нитки и воздействию на нее нижней кромки ушка. II этап - захват и расширение петли-напуска носиком челнока. Захват петли-напуска носиком 3 челнока (рис. 1.2б) происходит при подъеме иглы из крайнего нижнего положения на высоту 2-Змм. Носик челнока в этот момент должен находиться на расстоянии не менее 1мм от иглы над верхней кромкой ушка. После захвата носиком челнока игольной нитки (петли) начинается ее расширение. Для этого нитепритягиватель 4 должен обеспечить подачу нитки челноку на такую величину, чтобы одна ветвь игольной петли оказалась заведенной внутрь челнока, а другая ветвь, идущая от строчки, прошла бы с наружной стороны петледержателя. III этап - обвод петли-напуска вокруг шпульки и введение внутрь челночной нитки 5 (рис.2в). После обвода челночной нитки вокруг большей части шпуледержателя, нитепритягиватель 4 начинает подтягивать вверх игольную петлю и сдергивает ее с челночного комплекта. ниток стежка IV этап- затягивание ниток стежка (рис. 1.2г). Затягивание происходит за счет движения нитепритягивателя 4 с подтягиванием верхней нитки. Окончательное затягивание стежка происходит по окончании цикла работы нитепритягивателя. Качество затягивания стежков зависит от соотношения натяжения игольной 2 и челночной 5 ниток и от свойств материала. V этап - продвижение материала на длину стежка (рис.1.2д). По окончанию цикла работы всех рабочих инструментов (иглы, челнока, нитепритягнвателя) происходит продвижение материала на длину стежка. Особенностью получения строчек зигзагообразного стежка (тип 304) является смешение стежка поперек строчки, величина которого определяет ширину зигзага. Зигзагообразные строчки образуются отклонением иглы поперек строчки либо смещением материала поперек строчки, например, при пришивании пуговиц и изготовлении петель и закрепок. Строчки зигзагообразного стежка применяют при пришивании аппликаций, кружев, обметывании срезов тканей, стачивании деталей швом встык, при выполнении отделочных строчек. Зигзагообразные строчки двухниточного стежка выполняются на машинах 26, 1026, 26-1 кл. и 335 кл. фирмы "Минерва".
а б в г д рис. 1.2 Процесс образования челночного зигзагообразного стежка Процесс образования челночной зигзагообразной строчки обусловлен особенностью механизма иглы, которая имеет не только механизм вертикальных, но и горизонтальных перемещений. Для обеспечения захвата нитки иглы носимом челнока при правом и левом проколах челнок увеличен и вращается в плоскости поперечного отклонения иглы. Зигзагообразная строчка образуется за счет горизонтального перемещения иглы поперек строчки. Процесс образования цепных стежков Эти стежки бывают сквозными, потайными, обметочными. Сквозной ценной стежок может быть однониточным (кл. 100) и двухниточным (кл. 400) с линейным и зигзагообразным расположением. Строчку однониточного цепного стежка (кл. 100) применяют для временного крепления деталей (выметывания, заметывания) и выполняют на машине 2222 кл. для стачивания деталей головных уборов из соломки на машине 245 кл., пришивания номерных талонов к деталям кроя на машине 68-1кл. (рис. 1.3).
рис. 1.3 Зигзагообразная строчка однониточного цепного переплетения (тип 101) по своему строению отличается от однониточной линейной строчки зигзагообразным расположением стежков. Ее применяют для обметывания прямых петель в женских платьях, мужских сорочках, брюках и выполняют на машинах 811 кл., 73401-Р2, 73401-РЗ фирмы "Минерва". Машины, выполняющие однониточный цепной зигзагообразный стежок, применяются для пришивания пуговиц 1595, 1095, 1295, 1495, 1695, 895кл., Сз 600 МСМ-37 ССМ-1 фирмы "Паннония". Сквозной однониточный цепной стежок показан на рис.4 и процесс его образования состоит из следующих этапов. I этап – игла 1 прокалывает материал (рис. 1.4а) и проводит нитку иглы 2 через него. При крайнем нижнем положении иглы крючок петлителя 4 находится на расстоянии 5-8 мм от линии движения иглы. Игла, поднимаясь на 2-2,5 мм, образует петлю, напуск со стороны короткого желоба, в которую входит носик петлителя 3. II этап - петлитель вращающийся в направлении перемещения материала, вытягивает и удлиняет петлю, которая соскальзывает с носика петлителя на ось петлителя 5. III этап – рейка 6 (рис.4в), закончив продвижение материала, наклоняет иглу петли влево, образуя при этом удобное положение для входа в нее иглы, т.е. короткая ветвь петли хвостовиком петлителя 7 выводится вперед. Хвостовик петлителя имеет такую форму, которая позволяет ему пройти сзади обеих ветвей петли и развернуть ее. В это время и происходит продвижение материала рейкой на длину стежка. IV этап - игла (рис. 1.4г) вновь прокалывает материал и входит в предыдущую петлю, удерживаемую на оси петлителя. Затем, поднимаясь вверх на 2-2,5 мм, игла образует вторую петлю-напуск, в которую входит крючок петлителя. V этап - вращаясь, петлитель вводит новую петлю внутрь первой, а затем первая петля начинает соскальзывать с пяточки петлителя 8. VI этап - первая петля соскакивает с пяточки петлителя и происходит затягивание стежка. Затягивание стежка происходит в результате движения иглы вверх и вращением петлителя, расширяющим следующую петлю. Затем процесс образования стежка повторяется.
рис. 1.4 Процесс образования двухниточного цепного стежка.
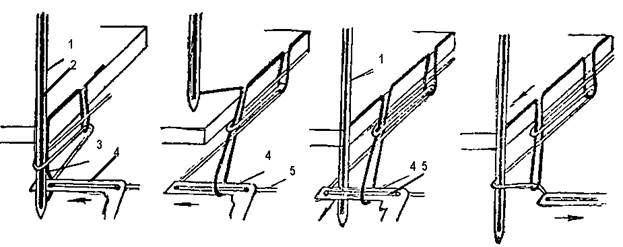
Строчку двухниточного цепного стежка (кл. 400, тип 401) применяют для стачивания деталей, имеющих легко растяжимые участки, или выкраиваемых из материалов типа трикотажных полотен. Стачивание строчкой двухниточного цепного стежка выполняют на машинах кл. 976, 976-1 для стачивания средних срезов брюк, 609 кл. - для стачивания длинных криволинейных срезов. При образовании двухниточных стежков принимают участие прямая игла и петлитель, совершающий сложные движения по отношению кигле. Нитка заправляется в ушко иглы со стороны оператора спереди назад.
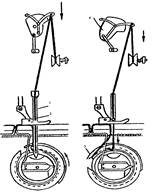
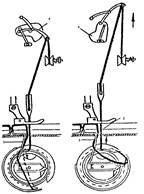
рис. 1.5 Процесс образования двухниточного цепного стежка показан на рис. 5 и состоит из следующих этапов: I этап – игла 1 (рис.1.6а) прокалывает материал и проводит через него петлю из нитки 2. При движении иглы из материала образуется петля-напуск 3 со стороны желобка. В этот момент носик петлителя 4 входит в петлю-напуск. Петлитель находится в положении за иглой. II этап - при дальнейшем движении (рис. 1.6б) влево петлитель 4 расширяет игольную петлю, вводя в нее свою нитку 5, и совершает поперечное перемешен не таким образом, чтобы обеспечить положение перед иглой. III этап – игла 1 (рис. 1.6в), поднимаясь наверх и оставляя петлю 5 своей нитки на петлителе 4, выходит из материала. Дойдя до крайнего верхнего положения после перемещения материала на длину стежка, игла начинает опускаться вниз.Игла прокалывает материал и проводит через него новую петлю. Продолжая опускаться, игла должна попасть в петлю 5 петлителя 4, образованную предыдущей петлей. Для лучшего попадания иглы в эту петлю шальная петля должна быть натянута. Это обеспечивается благодаря трению, которое возникает между ниткой иглы и петлителем, движущимся вправо. Для создания условий попадания иглы в петлю петлителя за ушком петлителя имеется выемка. IV этап - игла (рис. 6г), продолжая опускаться после входа ее в петлю из нитки петлителя, проводит через эту петлю новую петлю. Петлитель смешается вправо, сбрасывает игольную петлю предыдущего стежка, а игла начинает ее затягивать, затем, когда игла дойдя до крайнего нижнего положения, начинает подниматься, на ней опять образуется петля-напуск. Процесс повторяется. Окончательное затягивание стежка происходит при перемещении материала и смещении петлителя вдоль строчки, т.е. при движении материала и петлителя в противоположных направлениях.
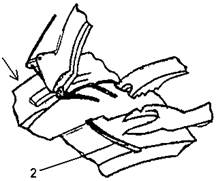
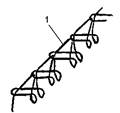
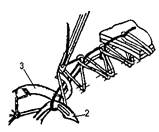
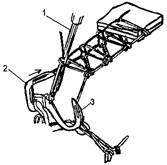
а б в г рис. 1.6. Процесс образования потайного стежка для придания деталям швейных изделий выпуклой формы (выстегивание лацкана).
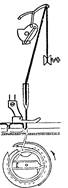
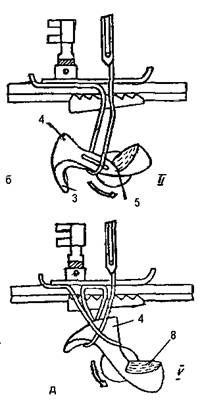
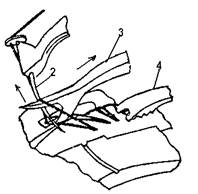
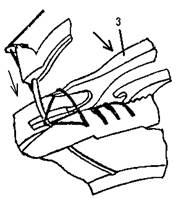
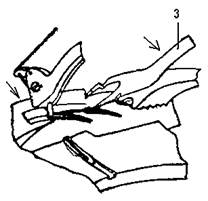
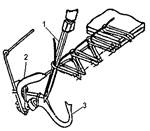
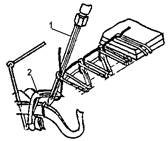
рис. 1.7. 1- выдавливатель, 2 - игла Строчки потайного стежка выполняются на машине 85 кл. и Сs-761кл. фирмы "Паннония". Потайной цепной стежок образуется, взаимодействием работы выдавливателя 1, иглы 2 и петлителя 3 (рис. 1.8). Строчка однониточного потайного стежка (тип 103) выполняется посредством захватывания насквозь верхнего слоя материала и частично нижнего слоя, образуя поточную строчку, невидимую с лицевой стороны. Процесс образования потайного стежка изучается по плакату и состоит из следующих этапов. 1 этап - под игольную пластину (рис.1.8а) на лапки укладывается ткань, которые прижимают ее к игольной пластине. Изогнутая игла 2, двигаясь слева направо, прокалывает материал в это время выдавливателем ткань выдавлена впрорезь игольной пластины, а игла захватывает верхнюю и частично нижнюю ткань. II этап - при движении иглы влево (рис. 1.8б) на 2-3 мм. над ней со стороны короткого желобка образуется петля-напуск. Петлитель 3, двигаясь к работающему, рожками входит в образовавшуюся петлю. III этап – игла 2 выходит из ткани (рис. 1.8в), а петлитель 3 расширяет петлю, двигаясь справа налево, и ставит ее на линию движения иглы. В этот момент происходит продвижение материала рейкой 4, и вследствие этого петля, удерживаемая петлителем, располагается наклонно к линии строчки. IV этап – игла 2 вновь (рис. 1.8г), двигаясь слева направо, проходит между рожками петлителя 3 и входит в свою первую петлю. Петлитель освобождается от петли и двигается от работающего. V этап VI этап - игла продолжает двигаться направо, прокалывая материалы. Происходит затягивание ниток стежка. Петлитель 3 двигается по дуге слева направо. Длина стежка регулируется от 0 до 7 мм (в машине 85 кл.).
а б в
г д е рис. 1.8 Процесс образования обметочных стежков Обметочные стежки (кл.500) могут быть однониточные (тип 501, рис. 1.9а), двухниточные (тип 503. рис. 1.9б), трехниточные (тип 504, рис. 1.9в).
а б в рис. 1.9. Строчки, выполняемые обметочными стежками: а) однониточная однолинейная; б) двухниточная однолинейная; в) трехниточная однолинейная. Строчки обметочных стежков служат для обметывания срезов с целью предохранения их от осыпания. В некоторых случаях обметочные строчки могут выполнять функции стачивания с одновременным обметыванием (для трикотажных изделий и меховых шкурок). Обметочные однониточные стежки (тип 501, рис. 1.9а) выполняют на машине 10-Б кл. ПО “Подольскшвеймаш”. Строчка этого типа стежка применяется в основном для стачивания меховых шкурок, тонких и средней величины (толщины). В процессе образования стежка принимают участие игла, расположенная в горизонтальной плоскости, петлитель, совершающий сложные движения, и двигатель материала, состоящий из двух рифленых дисков, вращающихся в горизонтальной плоскости. Процесс образования однониточного обмоточного стежка (см. плакат). При нажимена педаль передний диск отходит к работающему. Между дисками размещают детали, укладывая мехом друг к другу. Отпустив педаль, шкурки за жимают между дисками. Игла, двигаясь в горизонтальной плоскости к работающему, прокалывает шкурки меха и проводит нитку. Петлитель перемещается по дуге в сторону работающего. При обратном движении на 1,5-2 мм игла образует петлю-напуск, которую захватывает справо налево крючок петлителя. Затем игла выходит из детали, диски продвигают их, на величину стежка вправо. Петлитель, двигаясь по дуге от работающего, переносит петлю иглы над срезом детали. Петлитель смещается вправо поперек линии движения иглы, подставляя при этом петлю. Игла входит в эту петлю,а петлитель совершает движение (вправо) влево, затем по дуге вправо и к работающему. В момент второго прокола детали и проведения второй петли внутрь первой происходит затягивание предыдущего стежка. Обметочные двух- и трехниточные стежки (тип 503 и 504) выполняют на машинах 51-262; 51-253; 5 -284 кл. и 8515/080/229; 8515/080/230; 8515/080/231 кл. фирмы "Текстима". Длина стежка составляет от 1,5 до 3,2 мм, ширина обметывания от 2,5 до 3,5 мм, указанные машины могут выполнять двухниточную краеобметочную строчку, если заменить правый петлитель на ширитель. Все механизмы получают движение от главного вала, расположенного под платформой машины. Двигатель ткани - реечного типа. Игла получает возвратно-поступательное движение в наклонной плоскости (угол наклона 23) к вертикали. В процессе образования стежка петлители совершают качательное движение.
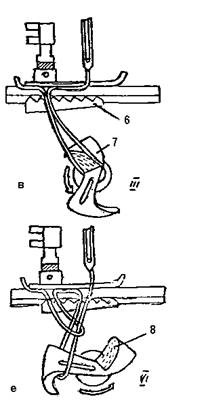
Процесс образования двухниточного цепного обметочного стежка В процессе образования стежка (рис. 1.10) участвуют игла, левый петлитель, ширитель, рейка и лапка. Процесс образования двухниточного стежка состоит из следующих этапов. I этап – игла 1 (рис. 1.10а) прокалывает материал, опускается в нижнее крайнее положение, петлитель 2 находится слева, а ширитель 3 справа. II этап – игла 1 (рис. 1.10б), поднимаясь вверх на 2,5-3 мм, образует из ниток петлю, в которую, двигаясь слева направо, входит левый петлитель 2. Ушко иглы в этот момент должно быть ниже носика петлителя на 1,5-2 мм. III этап – ширитель 3 (рис. 1.10в), двигаясь справа налево, встречается с левым петлителем 2 и захватывает его нитку. Игла 1 в это время выходит из ткани, а петля ее удерживается на левом петлителе. IV этап – ширитель 3 (рис. 1.10г), продолжая движение справа налево, поднимается над игольной пластинкой и ставит петлю левого петлителя 2 на линию его движения. Рейка поднимается и перемещает ткань на величину стежка. Игла, двигаясь вниз, входит в петлю левого петлителя, подставленную ширителем, прокалывает материалы, затем ширитель возвращается в исходное положение, а игла и левый петлитель осуществляют затягивание стежка, после чего процесс повторяется. Строчки двухниточного обметочного стежка выполняют на машине 51-262 кл.; длина стежка составляет от 0 до 4 мм, ширина обметывания - от 3 до 6 мм.
а б в г рис. 1.10 Процесс образования трехниточного обметочного стежка. В процессе образования стежка (рис. 1.11) участвуют игла 1, левый 2 и правый петлитель 3 (вместо ширителя), рейка и лапка. Процесс образования трехниточного стежка состоит из следующих этапов. I этап – игла 1 (рис. 1.11а) опускается в нижнее положение, левый петлитель 2 находится слева, а правый 3 справа. II этап - при подъеме иглы 1 (рис. 1.11б) из нижнего положения на 2,5-3 мм образуется петля. В нее, двигаясь слева направо, входит носик левого петлителя 2. В этот момент ушко иглы находится ниже носика левого петлителя на 1,5-2 мм. III этап – игла 1 (рис. 1.11в) продолжает двигаться и выходит из ткани, навстречу левому петлителю справа налево движется правый петлитель 3 и входит в петлю левого петлителя 2. IV этап - правый петлитель 3 (рис. 1.11г), двигаясь влево, поднимается над игольной пластинкой и ставит свою петлю на линию движения иглы. Рейка перемещает ткань на величину стежка. Игла входит в петлю правого петлителя 3 и вновь прокалывает ткань. Затем правый петлитель перемещается вправо, а левый - влево, и происходит затягивание стежка.
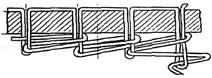
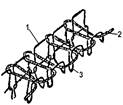
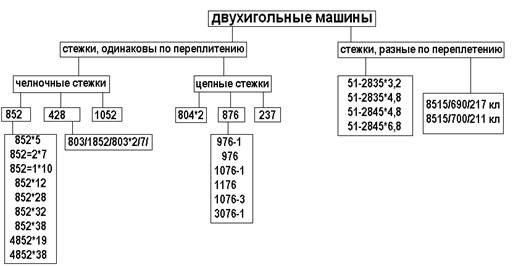
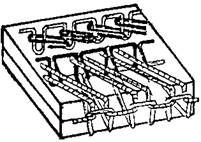
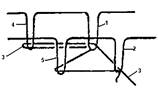
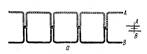
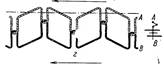
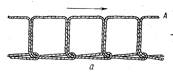
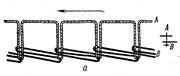
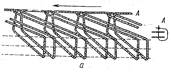
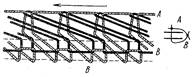
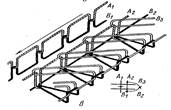
а б в г рис. 1.11. Комбинированные стежки. Строчки с комбинированными стежками (схем, рис. 1.12) образуются с одинаковыми и различными по переплетению стежками, выполняемыми на двухигольных машинах (двухлинейные строчки). Одинаковые по переплетении строчки могут быть челночные и двухниточные цепные. К челночным двухлинейным строчкам (тип 2x301) относят строчки, которые располагаются параллельно друг другу на определенном расстоянии (расстояние между строчками может меняться). К двухниточным цепным двухлинейным строчкам (тип 2x402) относят строчки, применяемые для соединения легко растяжимых участков изделий, также деталей цилиндрической формы. Разные по переплетению строчки образуются сквозным цепным двухниточным или трехниточным обметочными стежками (кл. 800), тип 1x401+503 1 тип 1x401 + 504 (рис. 1.13). Эти строчки получили название стачивающеобметочных и служат для одновременного соединения (деталей и обметывания их срезов. Разновидностью комбинированных строчек является строчка, выполненная двумя нитками и одной нижней ниткой с образованием трехниточной строчки плоского стежка (кл. 400, рис. 14). Эти виды строчек применяются для подшивания открытых срезов в трикотажных изделиях, так как такой стежок одновременно позволяет обметывать срезы. Такие стежки применяют также для выполнения отделочных строчек типа защипав на машине 1176 кл. (тип стежка 2x406), для изготовления шлевок на машине 3076-1 кл. (тип стежка 406).
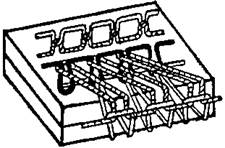
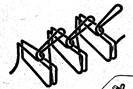
Рис. 1.12. Двухигольные машины неавтоматического действия. Класс 800 Тип 1*301+1*504 Тип 1*401+1*504
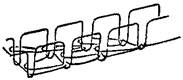
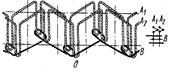
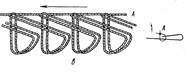
а) Стачивающая двуниточная б) Стачивающая двуниточная челночная и обметочная цепная и обметочная трехниточная цепная. трехниточная цепная. Рис. 1.13
Рис.1. 14 Строчки, выполняемые трехниточным цепным плоским стежком.
Таблица 1.1 Этапы работы и взаимодействие рабочих инструментов на машине
Таблица 1.2
Требования к отчёту по лабораторной работе: 1. Зарисовать в тетради схемы основных видов стежков и строчек. 2. Продолжить таблицу 1.1 3. Выполнить таблицу 1.2 4. Ответить на контрольные вопросы. 5. Сделать выводы записать в тетрадь. Контрольные вопросы: 1. На какие группы делятся стежки по способу образования? 2. Какие рабочие органы швейных машин участвуют в образовании челночного стежка? Цепного стежка? 3. Как образуются комбинированные стежки? 4. Назовите преимущества и недостатки челночных строчек. 5. Назовите преимущества и недостатки цепных строчек. Список рекомендуемой литературы: 1. Гвоздев, Ю.М. Химическая технология изделий из кожи. М.: изд. Академия, 2006. 2. Крючкова, Г. А. Технология швейно-трикотажных изделий. М.: изд. Академия, 2009. 3. Терская, Л. А. Технология раскроя и пошива меховой одежды. М.: Академия, 2004.
Лабораторная работа 2. Лабораторная работа 3. Лабораторная работа 4. Лабораторная работа 5. С КЛАПАНОМ И В «РАМКУ». Цель работы: изучение особенностей обработки прорезных карманов с клапаном и в «рамку». Задачи: - изучить методы обработки прорезных карманов в мужских пиджаках и пальто. - освоить методы прогрессивной технологии обработки карманов различного ассортимента мужской одежды.
Теоретическое обоснование работы: 1. Особенности влияния конструктивного разнообразия прорезных карманов на технологию их изготовления. 2. Особенности методов обработки прорезных карманов в мужской одежде (с клапаном и в «рамку»). 3. Прогрессивная технология обработки деталей карманов мужской одежды. Материалы и инструменты: рисунки конструкций карманов и их соединений; альбомы образцов карманов, технологические карты на обработку карманов, перечень применяемого оборудования для выполнения карманов; карандаши и чертежные инструменты. Методика проведения работы: Задание 1. Ознакомиться с конструктивным разнообразием карманов. Модные тенденции изготовления одежды таковы, что декоративное оформление многих предметов характеризуется более высокой степенью функциональности и разнообразием. Карманы всегда занимали значительное место в декорировании швейных изделий. В последнее время их роль в формировании эстетического образа одежды и ее стилевого единства, создании пространственной формы деталей и изделия в целом значительно повысилась. Карманам отводится практически основное место в декорировании швейных изделий. Даже если они находятся не на основной (видимой) поверхности швейного изделия, а располагаются внутри него или даже выполняют функцию потайного, скрытого элемента, их, как правило, специально оформляют за счет функционально соответствующих материалов, застежек, декоративных деталей, чтобы еще раз подчеркнуть высокое качество изготовления изделия. Карманы в основном являются декоративной частью конструкции изделия, выполняя одновременно дополнительную функцию. хранение личных предметов, создание емкости для хранения и транспортировки съемных частей швейного изделия (воротника, капюшона, рукавов). Часто карманы в зависимости от их предназначения и расположения имеют специальные названия: лорнетный карман, карман для мелочи, «сейфовый карман», карман для часов, карман для визиток, карман для капюшона или дополнительного воротника и т. д. В трансформируемых швейных изделиях обязательно присутствуют карманы, в которые помещается часть или все изделие, обеспечивая возможность его адаптации и носки в определенных погодных или индивидуальных условиях (назначение изделия). Карманы могут быть самостоятельным предметом одежды, формируя, таким образом, много
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 1534; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.013 с.) |