Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Функции производственного менеджментаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
ВВЕДЕНИЕ Для решения сложных проблем (экономических, социальных, политических, научных, технических), стоящих перед обществом, требуется организованная деятельность многих людей. Такая деятельность осуществляется в рамках искусственных формирований, называемых организационными системами. Типичные примеры организационных систем - промышленные предприятия, отрасли, народнохозяйственные комплексы. Без научной теории построения и функционирования организационных систем невозможно успешно решить задачу коренной перестройки экономики. Перестройка управления экономикой путем перехода к новым формам хозяйствования предъявляет повышенные требования к профессиональному уровню менеджеров. Они должны владеть основами эффективной организации производства, рационального и экономного использования всех видов ресурсов, плановой работы. Научно-техническая революция, формирование рыночных отношений в стране по-новому определяют задачи организации предприятий и методы их решения. За последние годы в технике и технологии производства произошли коренные изменения. Возросла сложность конструкций выпускаемых изделий, повысились требования к качеству их изготовления. Шире внедряется механизация и автоматизация производственных процессов, разрабатывается и осваивается принципиально новая технология. Все это предъявляет повышенные требования к организации и управлению производством. Однако многие предприятия в настоящее время основное внимание уделяют формированию рыночных отношений, забывая о необходимости проведения работ по совершенствованию организации производства. В результате образовался определенный разрыв между уровнем техники, технологии, экономики предприятия и уровнем организации производства. Отставание в области организации производства является следствием недостатков в теоретическом обобщении проблем организации предприятий в последние годы. Такое положение не позволяет в полной мере использовать преимущества рыночного ведения хозяйства. Поэтому целью дисциплины «Производственный менеджмент» является изучение студентами основ научной организации производства, передового опыта промышленно развитых стран.
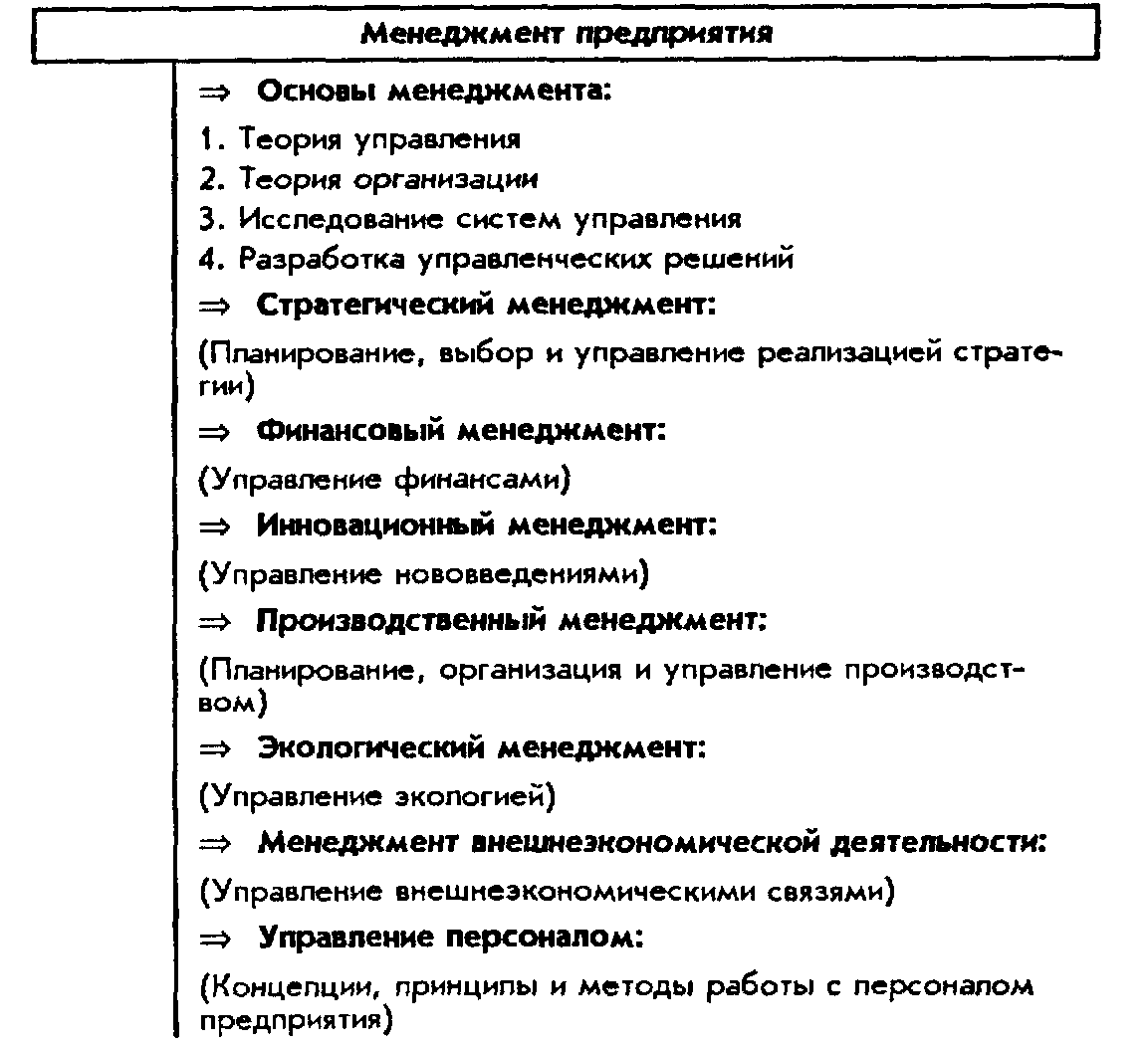
В жизненном цикле товара "Производственный менеджмент" находится в середине, то есть до стадии производства находятся стадии маркетинга, научно-исследовательских и опытно-конструкторских работ (НИОКР). Организационно-технологическую подготовку производства (ОТПП) новой продукции может осуществлять как юридически самостоятельная организация, так и сам изготовитель. После стадии производства следуют стадии подготовки нового товара к функционированию (эту стадию иногда называют стадией обращения), эксплуатации (включая ремонты) и утилизации товара. Отсюда можно сделать вывод, что в соответствии с принципом системного подхода эффективность производства (или производственного менеджмента) полностью зависит от качества работ по стратегическому маркетингу, НИОКР и ОТПП. Если компоненты стратегии фирмы не будут достаточно обоснованными, то есть разработке стратегии не будут применяться соответствующие методы системного анализа, прогнозирования, моделирования, экономического обоснования, то при любом качестве "процесса" в системе производственного менеджмента ее выход будет низкого качества. Например, если оборудование, технология, организация производства и другие компоненты "процесса" системы (фирмы) отличного качества, но компоненты стратегии фирмы ("вход" системы) недостаточно обоснованы и не отвечают требованиям конкурентоспособности, то "выход" системы будет неудовлетворительного качества (на уровне качества "входа"). Таким образом, достижение высокого качества "выхода" системы или конкурентоспособности выпускаемого товара возможно при соблюдении следующих условий: 1) качество работ по стратегическому менеджменту и стратегическому маркетингу должно быть высоким, отвечать требованиям конкурентоспособности. Методология выполнения первого условия рассматривается в специальной литературе. Методология выполнения второго условия рассматривается в изучаемом курсе "Производственный менеджмент". Тема 1.Производственный менеджмент в системе менеджмента предприятия Менеджмент предприятия предусматривает управление его разносторонней деятельностью, которая имеет объединяющую часть - производство. Другие направления деятельности предприятия предназначены обеспечивать нормальную работу по производству продукции или оказанию услуг. Для более эффективного управления предприятием разрабатываются научные основы менеджмента, выделяются отдельные, условно самостоятельные, его части, которые представлены на нижеследующей схеме.
Некоторые авторы и специалисты в области менеджмента производственный менеджмент предприятия представляют как финансово-экономическое управление (рис.1).
Рис.1. Финансово-экономическое управление предприятием Оно основано на трех китах: управление ассортиментом, себестоимостью и финансами. Все эти функции управления предприятием тесно связаны между собой благодаря постоянному обмену информацией, что позволяет видеть реальное положение дел в целом по предприятию. Представьте себе, что ассортимент продукции составляется только исходя из эффективности каждой из разновидностей. В условиях постоянного недостатка средств это может привести к уменьшению ассортимента, к потере определенного круга потребителей и, как следствие, к еще большему сокращению оборотов. То есть учет одного из факторов не дает объективной картины в целом. Очевидно, что перечисленные функции управления не могут обходиться без структурированной информации. А добыча и обработка информации - это обязанность службы маркетинга на предприятии. Причем она не ограничивается только традиционным, так называемым внешним маркетингом, цель которого - сбор информации о ценах, конкурентах и многое другое. Не меньшее значение имеет и внутренний маркетинг, который занимается изучением собственного предприятия. Именно так можно получить полную и объективную информацию о финансово-экономическом состоянии предприятия в каждый отрезок времени. Типы процессов Сфокусированный на процессе. Более 75% производств в странах Запада выполняется в очень малых объемах или партиях разнообразных товаров — это так называемые «заказы на изготовление». Малый объем товаров может быть диверсифицированным, т. е. разнообразным. Эти малые объемы, высокое разнообразие процессов также известны под названием «перемежающегося процесса». Способности производства, позволяющие организоваться вокруг такого процесса, дают нам стратегию, сфокусированную на процессе. Сфокусированный на продукте. Высокий объем производства и малое разнообразие процессов характеризуют процессы, сфокусированные на продукте. Возможности производства организуются вокруг товаров. Эти процессы также называются продолжительными, непрерывными процессами. Они имеют очень долгий, продолжительный период производства одного и того же товара, отсюда их название. Такие товары, как стекло, бумага, электрические лампы, гайки и болты производятся с применением этих процессов, Только с использованием стандартизации и статистического контроля качества фирмы могут использовать процессы для производства таких товаров. Организация производства электрических ламп или хот-догов изо дня в день осуществляется вокруг одного товара. Такой организации присуща способность к стандартизации и, главное,— к обеспечению качества, в отличие от организации, которая производит уникальные продукты ежедневно. Повторяющиеся процессы. Производства, занимающие промежуточное положение между продолжительными и изменяющимися процессами,— это повторяющиеся процессы. Повторяющиеся процессы используют модули. Модули — это части и компоненты, предварительно изготавливаемые, часто с использованием продолжительных процессов.
Линия с повторяющимися процессами — классический сборочный конвейер. Повторяющиеся процессы широко используются, в том числе сборочные конвейеры для всех автомобилей. Повторяющаяся стратегия более структурирована и последовательна, чем стратегия работы на заказ. Ресторан быстрого питания — вот пример повторяющегося процесса, использующего модули. Этот тип производства более, чем продолжительные процессы, принимает во внимание испрашиваемый в данный момент состав потребления; определенные составляющие (например, мясо, сыр, соус, томат, лук) соединяются в продукт, называемый чизбургер. Таким способом фирма приобретает как экономическое преимущество продолжительных процессов (когда многие модули заранее изготовлены), так и покупательное преимущество от малых объемов и высокого разнообразия моделей. Табл.1 содержит главные характеристики по объемам, разнообразию трех видов процессов. Таблица 1 Сравнительные характеристики процесса с малым объемом и высоким разнообразием, повторяющегося процесса и процесса с высоким объемом и малым разнообразием
Машины, оборудование и технологии. Выбор машин и оборудования для производственного процесса также требует обсуждения проблем качества, мощности и гибкости. Операционный персонал разрабатывает документы, в которых отражается мощность и необходимый размер производства. Один из этих факторов может быть определяющим фактором, имеющим отношение к использованию процесса. Альтернативы методов производства рассматриваются операционными менеджерами в госпиталях, ресторанах или на промышленных предприятиях. Таким образом, операционные менеджеры имеют отношение, во-первых, к эффективному лидерству, так как они могут приносить новые процессы в их организации; во-вторых, к изменениям технологий в том порядке, когда новые процессы следовало бы обсуждать; в-третьих, к версиям в аналитических процедурах, объективно оценивающим выбор решений. Выбирая лучшую стратегию для фирмы, нужно понимать специфические особенности ее производства, управленческие процессы и технологию. Хотя изучение специфики производства и их
технологий остается за пределами книги, знакомство с ними наводит на мысль, что фирмы, не использующие инвестиционные процессы и высокотехнологичные компоненты, придут к потере конкурентного преимущества.Отбор подходов, таких как инвестирование в производственный процесс, может обеспечить уникальное преимущество. Отбор машин и оборудования может также дать конкурентное преимущество. Многие фирмы, к примеру, развивают уникальную технику и оборудование, что обеспечивает им преимущество. Это преимущество может иметь результат в повышении гибкости удовлетворения покупательских потребностей, в снижении цены и повышении качества. Во всяком случае, конкурентное преимущество для выигрыша на рынке будет заключаться в постоянном развитии и совершенствовании производства и управления. Мощность Так как определение размера производства является решающим в успехе фирмы, теперь исследуем концепцию и технику планирования мощности. Выясним, как фирма может управлять своим спросом исходя из существующей мощности, уделим внимание технике, которая может помочь нам изменить потребные мощности. Эта техника включает прогнозирование и анализ деревьев решений, которые мы описали в главах 4 и 3 соответственно. Управление спросом. Менеджер может иметь возможность изменять спрос. В случае, когда спрос превышает мощность, фирма может урезать спрос, просто поднимая цены, планируя долгосрочное лидерство и прибыльный бизнес. В случае, когда мощность превышает спрос, фирма может захотеть стимулировать спрос через изменения цены или агрессивный маркетинг либо приспособиться к рынку через изменение товара. Неиспользование оборудования (т. е. излишек мощности) отражается в повышении постоянных затрат; недостаточное количество оборудования делает годовой доход ниже, чем это возможно.
Таким образом, варианты факторов для математического соотношения мощности к спросу существуют. Внешние изменения включают сглаживание процесса по объему через изменение персонала; выравнивание оборудования и процессов, которое может включать покупку или продажу машин, или лизинг необходимого оборудования; совершенствование методов увеличения производства; и/или перепроектирование производимого товара. Другие спорные вопросы по поводу мощности, с которыми менеджмент может бороться,— это сезонные и циклические колебания спроса. В таких случаях менеджер должен находить помощь в поиске товаров с комплементарными колебаниями спроса, так, чтобы товары находились в оппозиции друг к другу по спросу. Например, фирма суммирует линию моторов к снегоходам с линией моторов к газонокосилкам. С соответствующими комплементарными товарами использование оборудования и персонала может быть выравнено. Другие тактики могут быть использованы для выравнивания спроса на существующих мощностях. Далее мы будем рассматривать вопросы, как определить мощность и как решить проблему определения объема производства. Управление мощностью. Мощность — это максимальный выход системы за определенный период. Мощность обычно определяет норму, такую как, например, количество тонн стали, которое может быть произведено за неделю, за месяц или за год. Для многих компаний измерение мощности может быть прямым. Это есть максимальное число единиц, которое может быть произведено в определенное время. Однако для ряда организаций определение мощности может быть очень сложным. Мощность может измеряться в терминах лечебных коек (госпиталь), активных прихожан (церковь) или числа совещающихся (общественная программа). Другие организации используют общее время работы как измеритель мощности. Проектируемая мощность предприятия — это максимум мощности, который может быть достигнут в идеальных условиях. Большинство организаций оперируют оборудованием в меньшем размере, чем проектируемая мощность.Они делают так потому, что, по их мнению, могут оперировать более эффективно, когда их ресурсы не ограничены лимитами. Ожидаемая мощность может быть 92% от проектируемой мощности. Это понятие называют эффективностью мощности, или ее использованием. Эффективность мощности, или коэффициент использования — это отношение ожидаемой мощности к проектируемой в процентах:
Эффективность мощности, или коэффициент использования, представляет тот максимум мощности, который фирма может достичь при данном наборе товаров, методов планирования и стандартов качества. Другой показатель — эффект. В зависимости от того, как оборудование используется и управляется, может быть трудно или невозможно достичь 100%-ного эффекта. Обычно эффект определяет по отношению к проценту эффективность мощности. Эффект — это мера действительного выхода к эффективности мощности:
Нормативная мощность — это измеритель максимума мощности на отобранных производствах. Нормативная мощность будет всегда ниже или эквивалентна проектируемой мощности. Для расчета нормативной мощности выполняется действие: Нормативная мощность = (Проектируемая мощность) х (Коэффициент использования) х (Эффект) Мы определим нормативную мощность в следующем примере. Пример 1. Предприятие, производящее булочки для завтрака, имеет оборудование с эффектом 90% и коэффициентом использования мощности 80%. Три производственные линии используются для производства булочек. Линии работают 7 дней в неделю по три восьмичасовых смены в день. Каждая линия спроектирована на изготовление 120 стандартных булочек в час. Какова нормативная мощность? При расчете нормативной мощности, мы умножаем проектируемую мощность (которая равна числу линий на время работы линии в часах и на число булочек в час) на коэффициент использования и эффект. Оборудование используется семь дней в неделю, по три смены в день. Таким образом, каждая производственная линия работает 168 часов в неделю (168 = 7 дней х 3 смены х 8 часов в смену). По этой информации нормативная мощность может быть определена формулой:
Прогноз требующихся мощностей. Определение требуемых мощностей может быть сложной процедурой. Оно базируется большей частью на будущем спросе. Когда спрос на товары и услуги может быть спрогнозирован с достаточной степенью точности, определение требуемой мощности может быть прямым. Это обычно требует двух фаз. В течение первой фазы будущий спрос прогнозируется традиционными методами; в течение второй фазы этот прогноз используется для определения требуемой мощности. Использование регрессионного анализа как инструмента прогнозирования покажем на примере. Пример 2. В течение ряда прошлых лет спрос на булочки пекарни из примера 1 был устойчивым и предопределенным. Более того, он, в основном, был связан с нормативной мощностью в часах в неделю. Это позволяло исполнителям прогнозировать нормативную мощность с высокой степенью точности, используя простую линейную регрессию. Пекарня составляет на текущую дату прогноз будущего спроса для определения нормативной мощности.
На основе этих данных возможен прогноз требуемой нормативной мощности.
Поскольку нормативная мощность может быть спрогнозирована, следующий шаг — определение размера прибыли от каждого добавления мощности. Для этого сделаем предположение, что служба менеджмента знает технологию и тип оборудования, которое будет применено для удовлетворения будущего требуемого спроса.Рис. показывает, как новая мощность может быть спланирована для будущего роста спроса. Как показано на рис. а, новые мощности приобретаются к началу следующего года. Эти мощности будут достаточными для управления возрастающим спросом до начала второго года. К началу второго года, новые мощности снова приобретаются, что позволит организации удовлетворить спрос к началу третьего
года. Этот процесс может быть продолжен с определенностью в будущее. План мощности, показанный на рис. а,— только один из ограниченного числа планов удовлетворения будущего спроса. Наэтом рисунке новые мощности приобретаются к началу первого года и к началу второго года.На рис. б большие дополнительные мощности приобретаются к началу первого года, а будут использованы для удовлетворения будущего спроса к началу третьего года. Рис. показывает только два возможных варианта. В некоторых случаях выбор между ними может быть относительно легким. Общая стоимость каждого варианта может быть подсчитана, и вариант с наименьшей общей стоимостью может быть отобран. В других случаях определение будущей мощности предприятия может быть много более запутанным. Такие компании используют анализ критической точки и анализ текущей приведенной стоимости, которые мы обсудим в дальнейшем в этой главе. В большинстве случаев число субъективных факторов трудно квантифицируется и измеряется. Эти факторы включают технологические решения; действия конкурентов; строительные правила; решения по человеческим ресурсам; местные, региональные и федеральные законы и правила. Когда будущий спрос на товары и услуги и нормативная мощность подвержены значительным флуктуациям, предлагаемые процедуры могут не быть адекватными. В этом случае вероятностные модели решения проблемы требуемой мощности могут быть более пригодны. Типичное решение, каков будет размер строящегося предприятия, должно удовлетворять будущий спрос. Главные варианты связаны с факторами спроса и принятым рынком для производимых товаров и услуг. В этих случаях уровень будущего размера рынка должен быть классифицирован. Единственное, что может быть успешно использовано в принятии плановых решений по мощности с неопределенным будущим,— это теория решений. Теория решений включает использование как таблиц решений, так и деревьев решений.
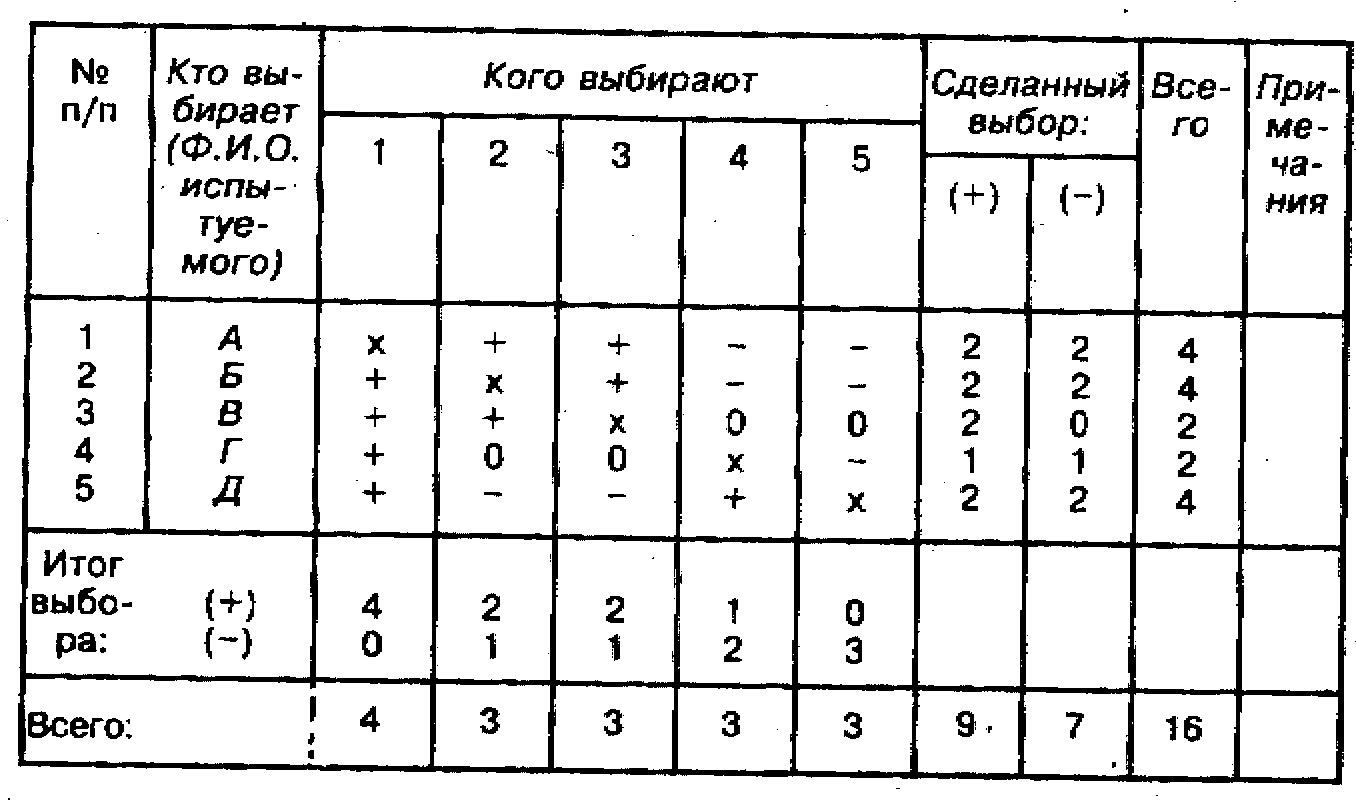
Задание 3 Проведите анализ параметров стиля руководства и определите, к какому его виду в большей мере относится данный стиль: 1) варианты стратегических управленческих решений руководитель обсуждает со специалистами и менеджерами организации, тактические решения — с главными специалистами и менеджерами высшего и среднего уровня, оперативные решения чаще всего принимает самостоятельно; 2) на фирме официально установлен рабочий день с 10 до 17ч без обеденного перерыва, Перерывы не регламентированы. Приход и уход работников не фиксируются. Основной упор делается на качественное выполнение определенного задания к какому-то сроку. Качество и сроки определяет руководитель, ответственность несут, подчиненные; 3) руководитель использует в своей работетакие методы воздействия на людей, как поощрение и наказание. Поощрения заслуживает тот работник, который повышает качество работы, изучает и использует новые технологии в своей работе. Наказание не фиксируется в документах, применяется в исключительных случаях, когда иного метода воздействия руководитель не видит. Одной из форм наказания является сокращение полномочий работника. Задание 4 Межличностные отношения в коллективе Сплоченный коллектив должен постоянно пребывать в состоянии поиска нового, а также своевременно гасить конфликты и стрессы. Менеджер должен оказывать коллективу помощь в становлении и создании нормального климата в нем. При формировании коллектива и исследовании межличностных отношений рекомендуется составлять социоматрицы и социограммы (табл. 2).
Таблица 2. Пример социоматрицы для группы из 5 человек
Такая социоматрица позволяет выяснить отношение членов группы друг к другу, установить сплоченность группы, выявить лидера, установить социометрический статус и эмоциональную экспансивность членов группы. Для составления социограммы сначала устанавливают ее символику (рис. 1).
Рис.1. Символика социограммы Затем при помощи вопросов проводят социально-психологические исследования. Например, на поставленный вопрос "С кем вы хотели бы сегодня провести вечер в ресторане?" все члены коллектива ответили, что они хотели бы провести вечер с руководителем (видимо, в надежде, что руководитель богат и в неформальной обстановки можно показать себя с лучшей стороны). Ответы членов коллектива, используя предыдущую символику, оформляются графически (рис.2).
Рис.2. Результаты ответа на вопрос: «С кем вы хотели бы провести вечер в ресторане? Далее, всем членам коллектива (с учетом посещения ресторана) задали вопрос: "С кем вы хотели бы в дальнейшем продолжать совместную работу?". Ответы были следующие (рис. 3):
Рис.3.Результаты ответа на вопрос: «С кем бы вы хотели работать?»
Из рисунка видно, что формальным руководителем является Х, а неформальным лидером —Д. Если мы увеличим число вопросов, то можем провести комплексные исследования. При формулировании вопросов нужно обеспечить их комплексность и корректность. Ответы даются одновременно всеми членами коллектива, которым раздаются карточки с обозначением схемы коллектива без символики, но с вопросом. После получения индивидуальных ответов составляется новая интегральная карточка. Результаты не всегда доводятся до членов коллектива.
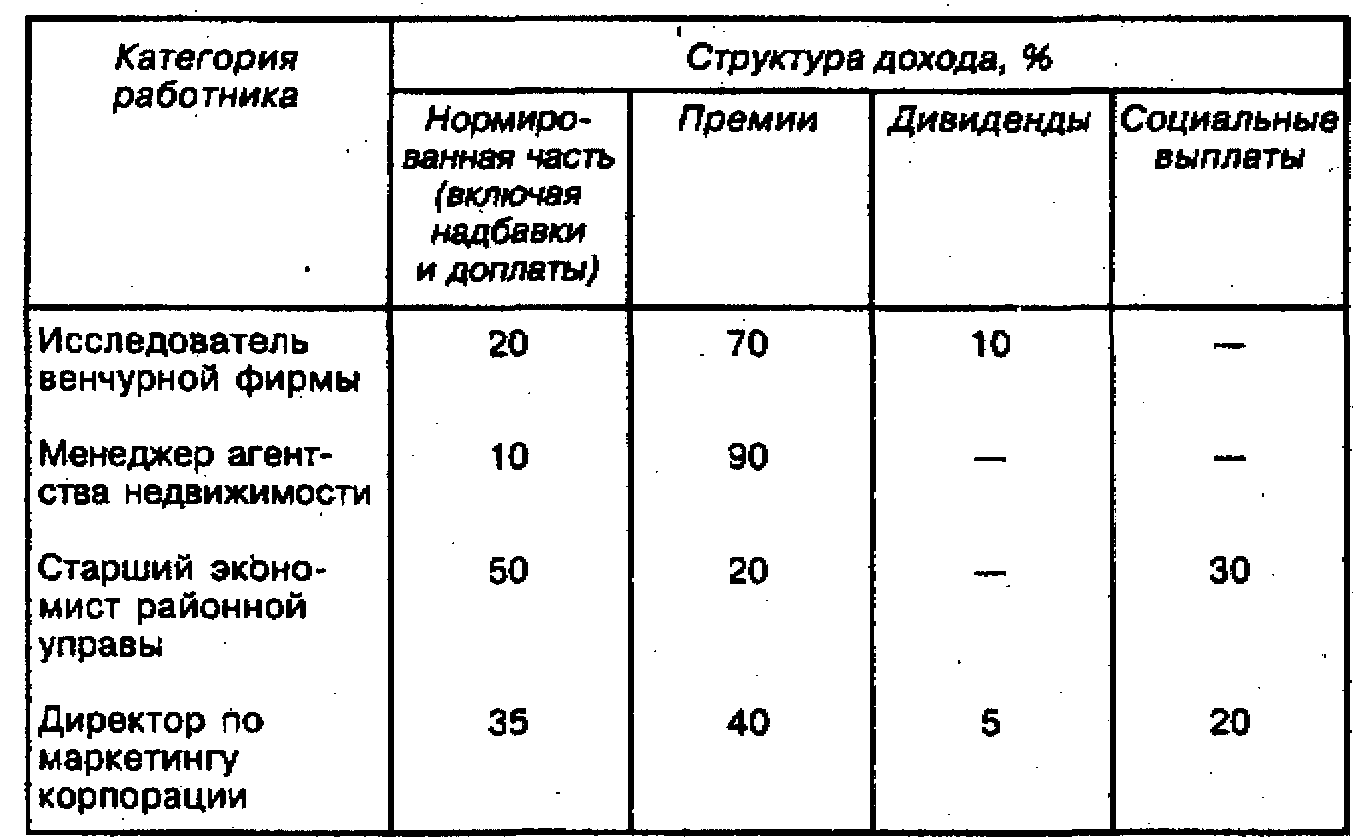
Задание 5 Проведите анализ рациональности структуры дохода работников по данным табл. 3. Таблица 3
Анализ данных таблицы показывает, что исследователь венчурной фирмы получает гарантированную часть заработной платы в размере 20% дохода, а 70% его дохода зависит от его изобретательной активности, от того, насколько исследовательская группа продвинулась в разработке новой идеи, нового товара. После завершения разработок и их продажи другим фирмам исследовательская группа получает премию, имеет возможность приобрести акции компаний. банков, других фирм и фондов, вложивших свой капитал в развитие венчурной фирмы. Учитывая специфику венчурногобизнеса, данную структуру дохода работника можно назвать: а) рациональной; б)... в)... г)... Закончите анализ таблицы. Обоснуйте структуру дохода каждого работника. Какова структура дохода работников вашей организации?
Тема 2. Организация основных производственных процессов Задание1 Постройте графики движения партии деталей и рассчитайте длительность технологического цикла при различных видах движений,; если известно, что партия деталей состоит из 5 штук, технологический процесс обработки включает 5 операций: t1= 2; t2 = 9; t3 = 5; t4 = 8; t5 = 3. Размер транспортной партии p = 1 шт. Каждая операция выполняется на одном станке. Решение I. Длительность технологического цикла обработки партии деталей при последовательном движении предметов труда рассчитывается по формуле:
где n — число деталей в партии, шт.; t— норма штучного времени на i-й операции, мин; С — число рабочих мест на i-й операции; m — число операций в технологическом процессе. Tц (посл)= 5(2 + 9 + 5 + 8 + 3) = 135 мин = 2,25 ч Расчет показан на рис. 1.
Рис. 1. График длительности технологического цикла при последовательном движении партии деталей 2. Длительность технологического цикла обработки партии деталей при параллельно-последовательном движении предметов труда определяется по формуле:
где p — размер транспортной партии, шт.; tм — наименьшая норма времени между i-ой парой смежных операций с учетом количества единиц оборудования, мин. Tц (п-п)= 5(2 + 9 + 5 + 8 + 3) - (5 - 1) (2 + 5 + 5 + 3) = 75 мин = 1,25 ч. Расчет показан на рис. 2.
Рис. 2. График длительности технологического цикла при параллельно-последовательном движении деталей
3. Длительность технологического цикла обработки партии деталей при параллельном движении предметов труда определяется по формуле:
где ti (max)— норма времени максимальной по продолжительности i-й операции с учетом числа рабочих мест, мин; Tц (пар) = (5 - 1) • 9 + 1 • (2 + 9 + 5 + 8 + 3) = 63 мин. Расчет показан на рис. 3.
Рис. 3. График длительности технологического цикла при параллельном движении партии деталей Задание 2 На однопредметной прерывно-поточной (прямоточной) линии (ОППЛ) обрабатывается кронштейн. Технологический процесс состоитиз четырех операций: токарной, сверлильной, фрезерной и шлифовальной. Длительность операций соответственно составляет, мин: t1 = 1,9; t2 = 1,1; t3 = 2,1; t4 = 1,3. Месячная программа — 12 600 шт. В месяце 21 рабочий день. Режим работы линии — двухсменный. Продолжительность рабочей смены — 8 часов. Период оборота линии — 0,5 смены. Брак на операциях отсутствует. Определите такт линии, число рабочих мест и их загрузку, число рабочих-операторов. Составьте график регламентации рабочих мест и рабочих-операторов на лини и (постройте стандарт-план работы ОППЛ). Рассчитайте величину межоперационных оборотных заделов и постройте график их движения. Определите величину среднего оборотного задела на линии, величину незавершенного производства и длительность производственного цикла обработки партии деталей. Решение 1. Программа выпуска за период оборота линии, равный 0,5 смены, составит: Nв= 12 600/21 *2 * 2= 150шт. 2. Такт ОППЛ определим по формуле: r = Fэ: Nв= 8 • 0,5 • 60 / 150 = 1,6 мин/шт. 3. Число рабочих мест рассчитаем по формуле, подставив в нее соответствующие данные по первой операции: С = t: г = 1,9: 1,6 = 1,19, или 2 рабочих места. Аналогично производим расчеты по всем операциям, а результаты заносим в стандарт-план работы ОППЛ (рис. 2). 4. Коэффициент загрузки рабочих мест определим по формуле, подставив в нее соответствующие данные: K=1,19: 2=0,6. Аналогично производим расчеты по всем операциям. 5. Составляем стандарт-план. Стандарт-план строится в форме таблицы (см. рис. 2), в которую заносят все операции технологического процесса и нормы времени их выполнения. Затем проставляют такт потока и число рабочих мест по каждой операции (расчетное и принятое) и в целом по линии; строят график работы оборудования на каждой операции в соответствии с его загрузкой; рассчитывают необходимое число рабочих-операторов на каждой операции и строят график-регламент их труда на линии путем подбора работ (как это показано на втором, третьем, пятом и шестом рабочих местах); определяют окончательную численность рабочих-операторов, работающих на линии; присваивают рабочим номера или буквенные индексы и устанавливают порядок обслуживания рабочих мест. 6. Рассчитаем списочную численность рабочих-операторов для работы в две смены: Чсп =4*2*1,1 =9 чел. 7. Расчет межоперационных оборотных заделов производим по стандарт-плану ОППЛ между каждой парой смежных операций по формуле:
где Тj — продолжительность j-го частного периода между смежными операциями при неизменном числе работающих единиц оборудования, мин; Сi, Сi+1 — число единиц оборудования, работающих в течение частного периода Тj, соответственно на i-й и (i + 1)-й операциях; ti и ti+1, — нормы штучного времени соответственно на i-й и (i+1)-й операциях технологического процесса, мин. Этот расчет рекомендуется вести в табличной форме (табл. 1). После расчета величины межоперационных оборотных заделов строим графики изменения заделов (эпюры движения заделов) по каждой паре смежных операций за период оборота линии. 8. Выполним расчет площадей эпюр оборотных заделов, а результаты вписываем в табл. 2. Исходя из площадей эпюр оборотных заделов определяем среднюю величину межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии. 9. Среднюю величину межоперационного оборотного задела в целом по линии определим по формуле:
10.Величину незавершенного производства без учета затрат труда в предыдущих цехах рассчитаем по формуле:
где tпр— суммарные затраты времени в предыдущих цехах. Тогда: H = 77* (6,4/2 • 60 + 0) = 4,1 нормо-часа.
Таблица 2. Расчет межоперационных оборотных заделов
11, Длительность производственного цикла определим по формуле:
Задание 3 Составьте график-регламент комплексного обслуживания рабочих мест участка станков с ЧПУ. Численность операторов участка — 8 чел, в смену. Рабочая смена длится с 8-00 до 16-30. Подготовительное и заключительное время — 15 мин. Обед с 11-30 до 12-00. Регламентированные перерывы: два — по 15 мин и один — 10 мин на отдых и личные надобности. Численность обслуживающих рабочих: наладчики — 1; электромонтеры — 1; контролеры — 2; транспортные рабочие — I; кладовщики — 2; слесари — 1; уборщики — 1. Рекомендации к составлению графика-регламента. 1.Регламент работы наладчика и электромонтера: наладка, регули
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-21; просмотров: 611; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.88.18 (0.02 с.) |