Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Темы курсовой (контрольной) работыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
по дисциплине «Производственный менеджмент»
Тема 1. Система производственного менеджмента. 1. Научные подходы к менеджменту. 2. Структура, системы производственного менеджмента. 3. Внешняя среда системы производственного менеджмента.
Тема 2. Управленческие решения в производственном менеджменте. 1. Классификация управленческих решений. 2. Анализ управленческих решений. 3. Внешняя среда систем производственного менеджмента.
Тема 3. Методы менеджмента в принятии и реализации управленческих решений. 1. Административные методы менеджмента. 2. Экономические методы менеджмента. 3. Социально-психологические методы менеджмента.
Тема. 4. Личность и коллектив в производственном менеджменте. 1. Психологический портрет личности. 2. Оценка деловых качеств менеджера. 3. Управление конфликтами в коллективе.
Тема 5. Основы формирования коллектива. 1. Коллективный подход - стиль управления. 2. Морально-психологический климат в коллективе. 3. Процесс создания коллектива.
Тема 6. Планирование деятельности предприятия. 1. Принципы планирования. 2. Формирование рыночной стратегии предприятия. 3. Разработка стратегических планов предприятия.
Тема 7. Ресурсы предприятия. 1. Виды ресурсов. 2. Нормирование ресурсов. 3. Ресурсосбережение - основа формирования противозатратного механизма.
Тема 8. Управление инновационной деятельностью предприятия. 1. Содержание инновационной деятельности. 2. Виды инноваций. 3. Цели инноваций.
Тема 9. Подготовка производства новой продукции. 1. Жизненный цикл товара. 2. Организация НИОКР. 3. Технологическая подготовка производства.
Тема 10. Анализ и прогнозирование организационно-технического уровня производства. 1. Организационно-техническое развитие производства. 2. Показатели организационно-технического уровня производства. 3. Влияние НТП на технический и организационный уровень производства.
Тема 11. Организация производственного процесса. 1. Характеристика производственного процесса. 2. Типы производства. 3. Организационно-производственная структура предприятий.
Тема 12. Формы организации производства. 1. Концентрация и специализация производства. 2. Кооперирование и комбинирование производства. 3. Развитие форм организации производства в рыночных условиях.
Тема 13. Нормативы организации производства. 1. Обоснование длительности производственного цикла. 2. Методы разработки норм и нормативов. 3.Основные направления сокращения длительности производственного цикла.
Тема 14. Управление производительностью. 1. Показатели и методы определения производительности. 2. Контроль производительности. 3. Программы управления производительностью.
Тема 15. Оперативное управление производством. 1. Задачи и содержание оперативного управления производством. 2. Диспетчирование производства. 3. Оперативное планирование на предприятии.
Приложение
Тема 1. Основы организации труда Задание 1. Самооценка деловых и личных качеств Мастер участка гибкого автоматизированного производства (ГАП) оценил по десятибалльной системе деловые и личные качества наиболее и наименее предпочитаемого для участка работника (из состава работников) и самого себя. Результаты оценки представлены в табл. I. Таблица 1
Примечание: 0 — полное отсутствие качества, 10 — высший уровень развития качества. Оценив себя, менеджер может сознательно, а не стихийно управлять своим поведением и заниматься самовоспитанием. Еще важнее для руководителя видеть положительные черты у "плохих" сотрудников и недостатки — у "хороших". Если значение итоговой оценки руководителя близко к среднему значению между оценками наиболее и наименее предпочитаемого коллеги, то его можно условно отнести к эффективным руководителям, так как он не поляризует коллектив, что способствует более эффективной работе его членов. 1. Что вы можете сказать об оценке мастера? Умеет ли он оценивать достоинства и недостатки работников? 2. Можно ли назвать его эффективным руководителем? 3. На основе примера постарайтесь объективно оценить себя, деловые и личные качества своих сотрудников, Какие качества вы больше цените: личные или деловые? Разнообразны ли ваши оценки, или вы использовали какие-то постоянные цифры? Задание 2 Составьте структуру рабочего времени токаря по нижеприведенным данным и сделайте ее анализ: 1) продолжительность рабочего дня — 8 ч (без обеденного перерыва); 2) число изготовленных за смену деталей — 40 шт.; 3) размер партии деталей — 10 шт.; 4) время на отдых и личные надобности — 5% рабочего времени; 5) время работы по выполнению другого производственного задания — 30 мин; 6) подготовительно-заключительное время — 20 мин; 7) время на замену инструмента — 5 мин; 8) число замен инструмента — 4; 9) дополнительное время на обслуживание токарем рабочего места — 25 мин; 10) время основной работы (штучное) — 7 мин/шт.; 11) вспомогательное время — 55 мин на программу; 12) время простаивания токаря по организационно-техническим причинам (погрузка партии деталей в межцеховое транспортное средство) — 5 мин на одну партию деталей; 13) время замены отказавшего узла станка — 5 мин.
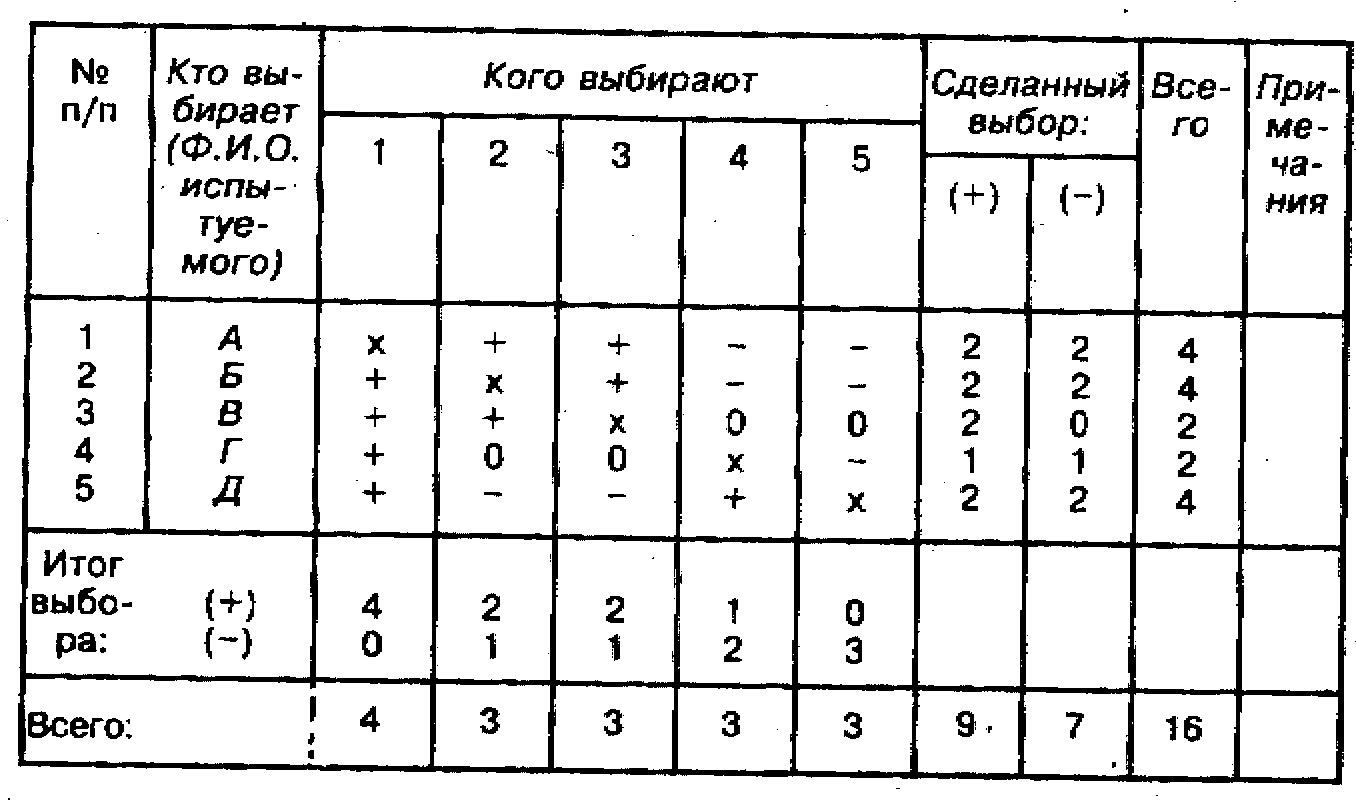
Задание 3 Проведите анализ параметров стиля руководства и определите, к какому его виду в большей мере относится данный стиль: 1) варианты стратегических управленческих решений руководитель обсуждает со специалистами и менеджерами организации, тактические решения — с главными специалистами и менеджерами высшего и среднего уровня, оперативные решения чаще всего принимает самостоятельно; 2) на фирме официально установлен рабочий день с 10 до 17ч без обеденного перерыва, Перерывы не регламентированы. Приход и уход работников не фиксируются. Основной упор делается на качественное выполнение определенного задания к какому-то сроку. Качество и сроки определяет руководитель, ответственность несут, подчиненные; 3) руководитель использует в своей работетакие методы воздействия на людей, как поощрение и наказание. Поощрения заслуживает тот работник, который повышает качество работы, изучает и использует новые технологии в своей работе. Наказание не фиксируется в документах, применяется в исключительных случаях, когда иного метода воздействия руководитель не видит. Одной из форм наказания является сокращение полномочий работника. Задание 4 Межличностные отношения в коллективе Сплоченный коллектив должен постоянно пребывать в состоянии поиска нового, а также своевременно гасить конфликты и стрессы. Менеджер должен оказывать коллективу помощь в становлении и создании нормального климата в нем. При формировании коллектива и исследовании межличностных отношений рекомендуется составлять социоматрицы и социограммы (табл. 2).
Таблица 2. Пример социоматрицы для группы из 5 человек
Такая социоматрица позволяет выяснить отношение членов группы друг к другу, установить сплоченность группы, выявить лидера, установить социометрический статус и эмоциональную экспансивность членов группы. Для составления социограммы сначала устанавливают ее символику (рис. 1).
Рис.1. Символика социограммы Затем при помощи вопросов проводят социально-психологические исследования. Например, на поставленный вопрос "С кем вы хотели бы сегодня провести вечер в ресторане?" все члены коллектива ответили, что они хотели бы провести вечер с руководителем (видимо, в надежде, что руководитель богат и в неформальной обстановки можно показать себя с лучшей стороны). Ответы членов коллектива, используя предыдущую символику, оформляются графически (рис.2).
Рис.2. Результаты ответа на вопрос: «С кем вы хотели бы провести вечер в ресторане? Далее, всем членам коллектива (с учетом посещения ресторана) задали вопрос: "С кем вы хотели бы в дальнейшем продолжать совместную работу?". Ответы были следующие (рис. 3):
Рис.3.Результаты ответа на вопрос: «С кем бы вы хотели работать?»
Из рисунка видно, что формальным руководителем является Х, а неформальным лидером —Д. Если мы увеличим число вопросов, то можем провести комплексные исследования. При формулировании вопросов нужно обеспечить их комплексность и корректность. Ответы даются одновременно всеми членами коллектива, которым раздаются карточки с обозначением схемы коллектива без символики, но с вопросом. После получения индивидуальных ответов составляется новая интегральная карточка. Результаты не всегда доводятся до членов коллектива.
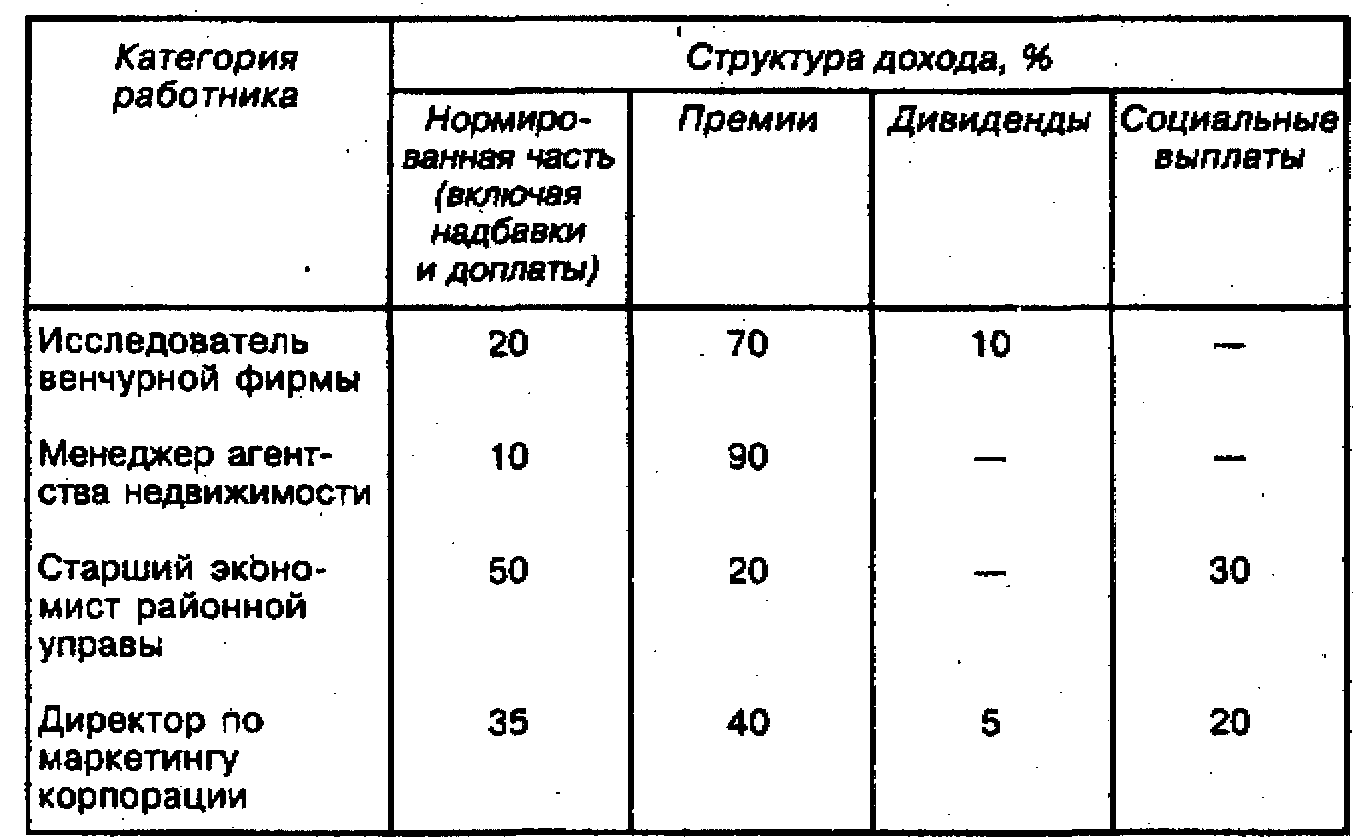
Задание 5 Проведите анализ рациональности структуры дохода работников по данным табл. 3. Таблица 3
Анализ данных таблицы показывает, что исследователь венчурной фирмы получает гарантированную часть заработной платы в размере 20% дохода, а 70% его дохода зависит от его изобретательной активности, от того, насколько исследовательская группа продвинулась в разработке новой идеи, нового товара. После завершения разработок и их продажи другим фирмам исследовательская группа получает премию, имеет возможность приобрести акции компаний. банков, других фирм и фондов, вложивших свой капитал в развитие венчурной фирмы. Учитывая специфику венчурногобизнеса, данную структуру дохода работника можно назвать: а) рациональной; б)... в)... г)... Закончите анализ таблицы. Обоснуйте структуру дохода каждого работника. Какова структура дохода работников вашей организации?
Тема 2. Организация основных производственных процессов Задание1 Постройте графики движения партии деталей и рассчитайте длительность технологического цикла при различных видах движений,; если известно, что партия деталей состоит из 5 штук, технологический процесс обработки включает 5 операций: t1= 2; t2 = 9; t3 = 5; t4 = 8; t5 = 3. Размер транспортной партии p = 1 шт. Каждая операция выполняется на одном станке. Решение I. Длительность технологического цикла обработки партии деталей при последовательном движении предметов труда рассчитывается по формуле:
где n — число деталей в партии, шт.; t— норма штучного времени на i-й операции, мин; С — число рабочих мест на i-й операции; m — число операций в технологическом процессе. Tц (посл)= 5(2 + 9 + 5 + 8 + 3) = 135 мин = 2,25 ч Расчет показан на рис. 1.
Рис. 1. График длительности технологического цикла при последовательном движении партии деталей 2. Длительность технологического цикла обработки партии деталей при параллельно-последовательном движении предметов труда определяется по формуле:
где p — размер транспортной партии, шт.; tм — наименьшая норма времени между i-ой парой смежных операций с учетом количества единиц оборудования, мин. Tц (п-п)= 5(2 + 9 + 5 + 8 + 3) - (5 - 1) (2 + 5 + 5 + 3) = 75 мин = 1,25 ч. Расчет показан на рис. 2.
Рис. 2. График длительности технологического цикла при параллельно-последовательном движении деталей
3. Длительность технологического цикла обработки партии деталей при параллельном движении предметов труда определяется по формуле:
где ti (max)— норма времени максимальной по продолжительности i-й операции с учетом числа рабочих мест, мин; Tц (пар) = (5 - 1) • 9 + 1 • (2 + 9 + 5 + 8 + 3) = 63 мин. Расчет показан на рис. 3.
Рис. 3. График длительности технологического цикла при параллельном движении партии деталей Задание 2 На однопредметной прерывно-поточной (прямоточной) линии (ОППЛ) обрабатывается кронштейн. Технологический процесс состоитиз четырех операций: токарной, сверлильной, фрезерной и шлифовальной. Длительность операций соответственно составляет, мин: t1 = 1,9; t2 = 1,1; t3 = 2,1; t4 = 1,3. Месячная программа — 12 600 шт. В месяце 21 рабочий день. Режим работы линии — двухсменный. Продолжительность рабочей смены — 8 часов. Период оборота линии — 0,5 смены. Брак на операциях отсутствует. Определите такт линии, число рабочих мест и их загрузку, число рабочих-операторов. Составьте график регламентации рабочих мест и рабочих-операторов на лини и (постройте стандарт-план работы ОППЛ). Рассчитайте величину межоперационных оборотных заделов и постройте график их движения. Определите величину среднего оборотного задела на линии, величину незавершенного производства и длительность производственного цикла обработки партии деталей. Решение 1. Программа выпуска за период оборота линии, равный 0,5 смены, составит: Nв= 12 600/21 *2 * 2= 150шт. 2. Такт ОППЛ определим по формуле: r = Fэ: Nв= 8 • 0,5 • 60 / 150 = 1,6 мин/шт. 3. Число рабочих мест рассчитаем по формуле, подставив в нее соответствующие данные по первой операции: С = t: г = 1,9: 1,6 = 1,19, или 2 рабочих места. Аналогично производим расчеты по всем операциям, а результаты заносим в стандарт-план работы ОППЛ (рис. 2). 4. Коэффициент загрузки рабочих мест определим по формуле, подставив в нее соответствующие данные: K=1,19: 2=0,6. Аналогично производим расчеты по всем операциям. 5. Составляем стандарт-план. Стандарт-план строится в форме таблицы (см. рис. 2), в которую заносят все операции технологического процесса и нормы времени их выполнения. Затем проставляют такт потока и число рабочих мест по каждой операции (расчетное и принятое) и в целом по линии; строят график работы оборудования на каждой операции в соответствии с его загрузкой; рассчитывают необходимое число рабочих-операторов на каждой операции и строят график-регламент их труда на линии путем подбора работ (как это показано на втором, третьем, пятом и шестом рабочих местах); определяют окончательную численность рабочих-операторов, работающих на линии; присваивают рабочим номера или буквенные индексы и устанавливают порядок обслуживания рабочих мест. 6. Рассчитаем списочную численность рабочих-операторов для работы в две смены: Чсп =4*2*1,1 =9 чел. 7. Расчет межоперационных оборотных заделов производим по стандарт-плану ОППЛ между каждой парой смежных операций по формуле:
где Тj — продолжительность j-го частного периода между смежными операциями при неизменном числе работающих единиц оборудования, мин; Сi, Сi+1 — число единиц оборудования, работающих в течение частного периода Тj, соответственно на i-й и (i + 1)-й операциях; ti и ti+1, — нормы штучного времени соответственно на i-й и (i+1)-й операциях технологического процесса, мин. Этот расчет рекомендуется вести в табличной форме (табл. 1). После расчета величины межоперационных оборотных заделов строим графики изменения заделов (эпюры движения заделов) по каждой паре смежных операций за период оборота линии. 8. Выполним расчет площадей эпюр оборотных заделов, а результаты вписываем в табл. 2. Исходя из площадей эпюр оборотных заделов определяем среднюю величину межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии. 9. Среднюю величину межоперационного оборотного задела в целом по линии определим по формуле:
10.Величину незавершенного производства без учета затрат труда в предыдущих цехах рассчитаем по формуле:
где tпр— суммарные затраты времени в предыдущих цехах. Тогда: H = 77* (6,4/2 • 60 + 0) = 4,1 нормо-часа.
Таблица 2. Расчет межоперационных оборотных заделов
11, Длительность производственного цикла определим по формуле:
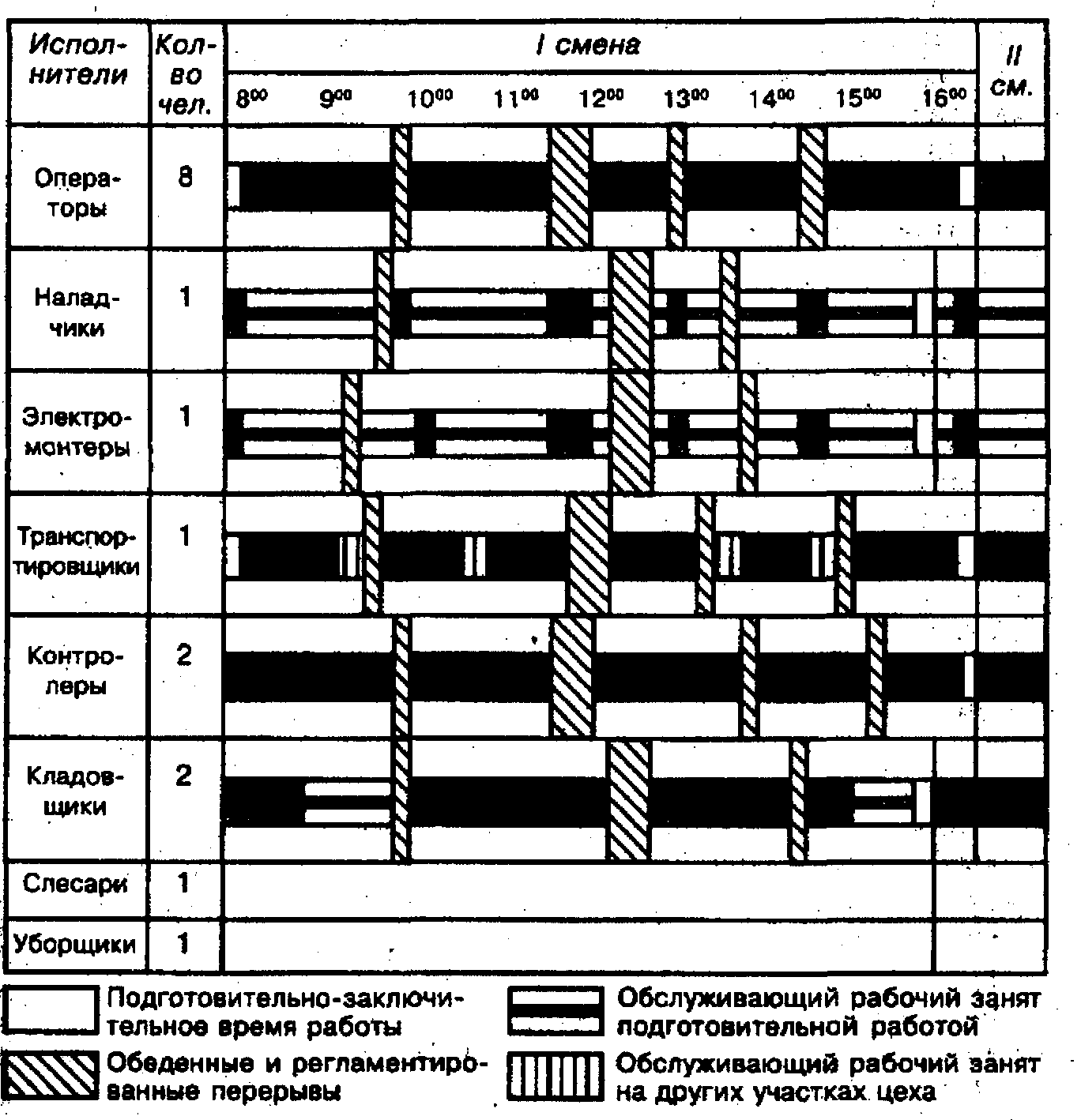
Задание 3 Составьте график-регламент комплексного обслуживания рабочих мест участка станков с ЧПУ. Численность операторов участка — 8 чел, в смену. Рабочая смена длится с 8-00 до 16-30. Подготовительное и заключительное время — 15 мин. Обед с 11-30 до 12-00. Регламентированные перерывы: два — по 15 мин и один — 10 мин на отдых и личные надобности. Численность обслуживающих рабочих: наладчики — 1; электромонтеры — 1; контролеры — 2; транспортные рабочие — I; кладовщики — 2; слесари — 1; уборщики — 1. Рекомендации к составлению графика-регламента. 1.Регламент работы наладчика и электромонтера: наладка, регулировка станков и смена резцов, осмотр электрооборудования и проверка станков происходят во время обеда и отдыха операторов. Рабочая смена длится с 7-30 до 16-00. Подготовительно-заключительное время — 8 мин. Остальное время рабочие заняты подготовительной работой. Обеденный перерыв — 30 мин, регламентированные перерывы: два — по 5 мин. 2. Рабочая смена транспортного рабочего длится с 8-00 до 16-30. С 8-15 до 11-45 он увозит готовую продукцию и отходы производства предыдущей смены. Обеденный перерыв — с I1-45до 12-15. С 12-15 до 16-30 получает и раздает обтирочный материал и привозит заготовки на смену. В течение смены четыре раза по 15 мин занят на других участках. Регламентированные перерывы: три — по 5 мин. 3. Работа контролеров предполагается с 8-00 до 16-30. Обед с 11-35 до 12-05. Регламентированные перерывы: три — по 5 мин. 4. График работы кладовщиков — с 7-30 до 16-00. Обеденный перерыв совладает с обеденным перерывом ремонтных рабочих. Завоз инструмента со склада и подготовительные работы осуществляются с 8-45 до 9-45 и с 15-00 до 15-55. 5. На основе исходных данных и рекомендаций составим график-регламент комплексного обслуживания рабочих мест участка станков с ЧПУ (рис.5). Завершите составление графика-регламента.
Рис. 5. График-регламент комплексного обслуживания рабочих мест участка станков с ЧПУ
Литература
1. Гражданский кодекс Российской Федерации. ч.1 и 2.- 1996. 2. Законы Российской Федерации "О сертификации продукции и услуг", защите прав потребителей", "О стандартизации". - 1993. 3. Бусыгин А.В. Предпринимательство: начальный курс. М.: Независимый институт российского предпринимательства, 1992. 4. Грибов В.Д. „Организационные и экономические основы бизнеса. - М.: ИЭП, 1995. 5. Карлоф Б. Деловая стратегия. Пер. с англ.- М.: Экономика, 1991. 6. Летенко В.А., Туровец О.Г. Организация машиностроительного производства. Теория и практика. - М.: Машиностроение, 1982. 7. Ламбен Жан-Жак. Стратегический маркетинг. Европейская перспектива./Пер. с франц. - Сиб.: Наука, 1996. 8. Менеджмент организации: Учебное пособие / Румянцева З.П., Саломатин Н.А., Акбердин Р.З. и др. - М.: ИНФРА-М, 1995. 9. Мескон М.Х., Альберт М ., Хедоури Ф. Основы менеджмента / Пер.с англ. - М.- Дело, 1992. 10.Скотт Синг Д. Управление производительностью: планирование, измерение и оценка, контроль и повышение - М.; Прогресс, 1989. 11. Справочник директора предприятия (4-е издание). –М.; ИНФРА-М, 2000. 12. Уроки организации бизнеса / Сост. Демин А.А., Катокало В.С. - Спб.: Лениздат, 1994. 13. Фатхутдинов Р.А. Производственный менеджмент М.: "Банки и биржи", 1997. 14.Фильев В.И. Нормирование труда на современном предприятии. - М.: Экономика, 1996. 15. Франчук В.И. Основы построения организационных систем М.: Экономика, 1991. 16. Яковлев Р.А. Поощрительные системы на предприятии М: "Экономика и жизнь", НИИ труда,1995.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-21; просмотров: 535; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.211.135 (0.009 с.) |