Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Мастильні матеріали для буксових вузлівСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте 8.1 Під час ремонту буксових вузлів використовують мастильні матеріали згідно з ЦВ-0071 та цього нормативного документа. 8.2 Кожна партія мастильних матеріалів що надходить на вагоноремонтне підприємство повинна мати сертифікат відповідності згідно чинних стандартів або технічних умов. 8.3 Пакування, транспортування та маркування мастильних матеріалів необхідно виконувати згідно з ДСТУ 4454. Паковання і марковання контролюють візуально. 8.4 Мастильні матеріали необхідно зберігати відповідно до рекомендацій підприємства-виробника, відповідних чинних стандартів або технічних умов. 8.5 Від кожної партії мастильних матеріалів, що надійшли на вагоноремонтне підприємство, відбирають пробу для проведення аналізу мастила на відповідність її вимогам стандартів або технічним вимогам в акредитованій лабораторії. Контроль якості мастил виконують за такими показниками: зовнішній вигляд, ефективна в’язкість, корозійна дія на метали, температура краплепадіння, масова частка вільного лугу або вільних органічних кислот, масова частка механічних домішок, пенетрація, масова частка води. За результатами аналізу складається акт, який зберігають на вагоноремонтному підприємстві. У разі негативного результату аналізу складають акт рекламації, партію мастила повертають підприємству-виробнику. 8.6 В буксових вузлах з роликовими циліндричними підшипниками застосовують мастила залізничні ЛЗ-ЦНИИ згідно з ГОСТ 19791, ЛЗ-ЦНИИ (у) згідно з ТУ 0254-013-00148820 [11], АЗМОЛ ЛЗ-ЦНИИ згідно з ТУ У 23.2-00149943-541, ЗУМ згідно з ТУ У 23.2-25404313-014 або Буксол згідно з ТУ 0254-107-01124328 [9]. В касетних здвоєних підшипниках застосовують Буксол згідно з ТУ 0254-107-01124328 [9] або інші типи мастила за умови отримання відповідного дозволу від ЦВ Укрзалізниці. 8.7 Підшипники здвоєні касетного типу надходять на вагоноремонтні підприємства заправлені мастилом. Мастило закладається підприємством-виробником на міжремонтний період експлуатації підшипників. Під час установки підшипників здвоєних касетного типу в корпус букси в проточки лабіринтових кілець закладають мастило Буксол або ЗУМ. 8.8 Під час холодної пресової посадки підшипників на шийки та кілець лабіринтових на передпідматочинні частини осей використовують пасту эМПи-4 згідно з ТУ 0254-011-25887352 [12] або термооброблене рослинне мастило. 8.9 Під час ремонту та зберігання: 1) підшипників роликових циліндричних, установці підшипників всіх типів у корпуси букс, а також після обмивання і зберігання більше однієї доби, але менше п’яти діб колісних пар з напресованими внутрішніми кільцями циліндричних підшипників – застосовують препарат-модифікатор эМПи-1 згідно з ТУ 0253-010-25887352 [13]; 2) підшипників роликових циліндричних після обмивання та колісних пар з напресованими кільцями внутрішніми, під час зберігання, більше п’яти діб – застосовують оливи трансформаторні згідно з ГОСТ 982; 3) колісних пар та їх елементів більше однієї доби, але менше десяти діб – застосовують оливи трансформаторні згідно з ГОСТ 982; 4) колісних пар та їх елементів більше десяти діб – застосовують оливу консерваційну марки К-17 згідно з ГОСТ 10877. Примітка. Позиції 3) та 4) переліку відносяться до оброблених шийок осі, підматочиним частинам осі та маточинам колеса. 8.10 Підшипники, що транспортують на інші підприємства, консервують з використанням оливи консерваційної марки К-17 згідно з ГОСТ 10877. Після консервації підшипники обгортають в парафінований папір та щільно укладають в спеціальну тару для захисту від атмосферних впливів. 8.11 Розконсервацію колісних пар та їх елементів, підшипників роликових циліндричних проводять відповідно до ГОСТ 9.014. 8.12 Перед застосуванням мастило ЛЗ-ЦНИИ (ЛЗ-ЦНИИ (у)) повинно бути піддане гомогенізації (перемішуванню) за технологією підприємства-виробника. Мастила Буксол і ЗУМ гомогенізації не потребують. 8.13 Заборонено змішувати мастило ЛЗ-ЦНИИ (ЛЗ-ЦНИИ (у)) з мастилами Буксол або ЗУМ. Заборонено змішувати мастило Буксол з мастилом ЗУМ. 8.14 Препарат-модифікатор эМПи-1 перед застосуванням необхідно збовтувати не менше двох хвилин для утворення однорідної суміші. Правила застосування препарату-модифікатора наведені у Додатку К. 8.15 Для якісного нанесення пасти эМПи-4 на посадкові поверхні допускається її нагрівання до температури від 35 °С до 45 °С. 8.16 Норми витрат мастильних матеріалів наведені в таблиці 7. 8.17 Загальна кількість мастила ЛЗ-ЦНИИ (ЛЗ-ЦНИИ (у)), що закладається в буксовий вузол (відповідно до таблиці 7 без урахування 1.2.3, 1.2.6 та 1.2.8), складає від 0,77 кг до 0,93 кг. У разі використання мастила ЛЗ-ЦНИИ (ЛЗ-ЦНИИ (у)) (відповідно до таблиці 7 з урахуванням 1.2.3, 1.2.6 та 1.2.8), загальна кількість мастила, що закладається в буксовий вузол, складає від 0,84 кг до 1 кг. Загальна кількість мастила Буксол, що закладається в буксовий вузол (відповідно до таблиці 7 без урахування 1.2.3 та 1.2.8), складає від 0,76 кг до 0,84 кг.
Таблиця 7 – Норми витрат мастильних матеріалів
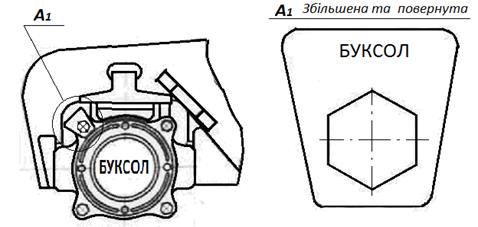
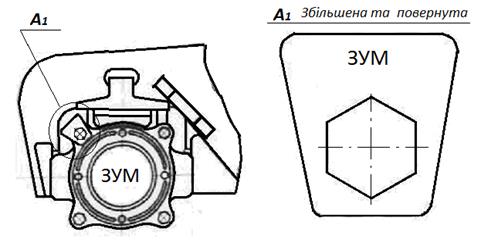
Загальна кількість мастила ЗУМ, що закладається в буксовий вузол (відповідно до таблиці 7 без урахування 1.2.3 та 1.2.8), складає від 0,67 кг до 0,76 кг. У разі використання мастила Буксол або ЗУМ (відповідно до таблиці 7 з урахуванням 1.2.3 та 1.2.8), загальна кількість мастила, що закладається в буксовий вузол, складає: – Буксол від 0,77 кг до 0,87 кг; – ЗУМ від 0,67 кг до 0,79 кг. 8.18 Перед закладкою мастила в буксовий вузол, його розважують на вагах з ціною поділки 5,0 г або використовуючи мірні ємності. 8.19 Тару з мастилом необхідно розкривати, не допускаючи попадання води і механічних домішок. 8.20 Зовнішні відмінні ознаки буксових вузлів, заправлених мастилами Буксол або ЗУМ (рисунок 8.1): – напис «Буксол» або «ЗУМ», нанесений білою фарбою на оглядовій кришці буксового вузла (висотою 49 мм); – додатково вибите маркування «Буксол» або «ЗУМ» на бирці (висотою 7 мм), що встановлюється під верхній лівий болт кришки кріпильної з лівого боку колісної пари.
а)
б)
Рисунок 8.1 – Відмінна ознака буксового вузла, заправленого мастилом Буксол або ЗУМ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-21; просмотров: 505; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.156 (0.009 с.) |