Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общие сведения о предприятии, основных цехах, выпускаемой продукции. Контроль качества и сертификация продукции.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте ВВЕДЕНИЕ ЗАО «Солигорский Институт проблем ресурсосбережения с Опытным производством» основан в 1991 году в городе Солигорске, центре калийной промышленности Беларуси, и в настоящее время представляет научно-производственное предприятие, специализирующееся на разработке и производстве горного оборудования. При этом решающее значение на специализацию оказывает тесное сотрудничество с гигантом мировой промышленности РУП «ПО Беларуськалий». ЗАО «Солигорский Институт проблем ресурсосбережения с Опытным производством» стремится придать производству ресурсосберегающую направленность, уделяя особое внимание увеличению технических ресурсов машин и оборудования, разрабатывая оптимальные технологии, современные машины, новые материалы. Институт постоянно наращивает научный и производственный потенциал, осваивает новые виды деятельности. С каждым годом ЗАО «Солигорский Институт проблем ресурсосбережения с Опытным производством» все увереннее играет роль лидера горного машиностроения Беларуси. ЗАО «Солигорский Институт проблем ресурсосбережения с Опытным производством» является обладателем более 80 патентов Республики Беларусь и Российской Федерации, имеет 37 лицензий на разные виды деятельности. В Институте издается научно-технический журнал «Горная механика», учебники, учебные пособия с грифом Министерства образования Республики Беларусь, монографии. В научных изданиях разных стран опубликовано свыше 350 работ (статей, докладов, тезисов к докладам на международных научно-технических конференциях).
Сверление и рассверливание Наиболее распространенным методом получения отверстий в сплошном материале является сверление. Движение резания при сверлении — вращательное, движение подачи — поступательное. Перед началом работы проверяют совпадение вершин переднего и заднего центров станка. Заготовку устанавливают в патрон и проверяют, чтобы ее биение (эксцентричность) относительно оси вращения не превышала припуска, снимаемого при наружном обтачивании. Проверяют также биение торца заготовки, в котором будет обрабатываться отверстие, и выверяют заготовку по торцу. Перпендикулярность торца к оси вращения можно обеспечить подрезкой, при этом в центре заготовки можно выполнить углубление для нужного направления сверла и предотвращения его увода и поломки. Для обработки штучных заготовок устанавливают трехкулачковый патрон и производят расточку сырых кулачков, а для обработки деталей из прутка зажимную цангу и соответствующие размеру прутка вкладыши, подающую цангу и направляющую втулку. Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие пиноли задней бабки. Если размеры конусов не совпадают, то сверла устанавливают посредством переходных втулок. Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны, которые устанавливают в пиноли задней бабки. Сверло закрепляется кулачками, которые могут сводиться и разводиться,(перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой, имеющейся на внутренней поверхности кольца 4. От ключа 5 приводится во вращение втулка 3 с кольцом'/, по резьбе которого кулачки 6 перемещаются вверх или вниз в радиальном направлении. Для установки в пиноли задней бабки патроны имеют конические хвостовики /. Перед сверлением отверстий заднюю бабку перемещают по станине на такое расстояние от обрабатываемой заготовки, чтобы сверление можно было производить на требуемую глубину при минимальном выдвижении пиноли из корпуса задней бабки. Сверление начинают при вращающейся заготовке. Сверло плавно (без удара) подводят вручную (вращением маховика задней бабки) к торцу заготовки и производят сверление на небольшую глубину. Затем отводят Инструмент, останавливают заготовку и проверяют точность центрирования отверстия. Чтобы сверло не сместилось, в начале сверления производят зацентровку заготовки коротким спиральным сверлом большого диаметра или специальным центровочным сверлом с углом при вершине 90°. При этом в начале сверления поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси вращения заготовки. Для замены сверла маховик задней бабки поворачивают до тех пор, пока пиноль не займет в корпусе бабки крайнее правое положение, в результате чего сверло выталкивается винтом из пиноли. Затем в пиноль устанавливают нужное сверло. При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из отверстия и очищают его канавки и отверстие заготовки от накопившейся стружки. Для уменьшения трения сверла о стенки отверстия подводят охлаждающую, жидкость, особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без -охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4—1,5 раза. В качестве СОЖ рекомендуется применять раствор эмульсии (для сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то инструмент охлаждают смесью машинного масла с керосином. Применение СОЖ позволяет снизить осевую и тангенциальную силу резания при сверлении сталей на 10— 35 %, чугуна и цветных сплавов на 10— 18 %, алюминиевых сплавов на 30—40 %. При сверлении на проход в момент выхода сверла из заготовки необходимо резко снизить подачу сверла. При выходе сверла из заготовки срезаемый слой металла неравномерно нагружают режущие кромки сверла, что может привести к поломке сверла. Поломка сверла происходит также из-за увеличения подачи и малой скорости резания, поэтому следует работать с возможно большими допустимыми скоростями резания и с возможно меньшими подачами. Просверленное отверстие имеет минимальные погрешности, если ось сверла совпадает с осью вращения шпинделя станка, сверло правильно заточено и жестко закреплено. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам. Размеры отверстия при сверлении получаются больше заданных в следующих случаях: режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно заточенном и затупленном сверле получается косое отверстие с низким качеством поверхности. Затупленные сверла служат причиной образования заусенцев у выходной части отверстия. Неодинаковая длина режущих кромок и несимметричная их заточка, а также эксцентричное расположение перемычки и различная ширина ленточек при сверлении вызывают по мере углубления сверла в заготовку неравномерное действие на ленточку радиальных составляющих сил резания, увеличение сил трения, защемление сверла в отверстии и, следовательно, его поломку. Если глубина отверстий превышает пять диаметров, то такие отверстия принято называть глубокими. При сверлении глубоких отверстий применяют длинные спиральные сверла с обычными геометрическими параметрами. При сверлении детали периодически выводят сверло из глубокого отверстия для охлаждения его. и удаления накопившейся в канавках стружки. Для повышения производительности применяют сверла с принудительным отводом стружки, который осуществляется жидкостью (реже воздухом), подводимой в зону резания под давлением. С увеличением глубины сверления ухудшаются условия работы сверла, отвод теплоты, повышается трение стружки о стенки канавок сверла, затрудняется подвод СОЖ к режущим кромкам сверла и др. Поэтому при глубине сверления более трех диаметров отверстия скорость резания уменьшают. Спиральные сверла изготовляют из сталей: углеродистой марки У12А, легированной марки 9ХС, быстрорежущей марки Р6М5, а также из твердых сплавов марок ВК6М, ВК8 и ВК15 и др. При ручной подаче сверла трудно обеспечить ее постоянное (стабильное) значение. Для стабилизации подачи используют различные устройства. Механическую подачу сверла осуществляют суппортом токарного станка. В резцедержателе станка устанавливают сверло 1 (7.3, а) с помощью прокладок 2 и 3 так, чтобы ось сверла находилась на линии центров. Если сверло 1 с коническим хвостовиком, то применяют державку 2 с соответствующим коническим отверстием (гнездом). После выверки осей сверла и центров сверло подводят вручную к торцу заготовки и начинают сверление, а затем после зацентровки включают механическую подачу суппорта. Перед выходом сверла из заготовки механическую подачу значительно уменьшают или отключают и заканчивают сверление ручной подачей. При сверлении отверстий диаметром 5—30 мм в стальных деталях автоматические подачи равны 0,1—0,3 мм/об, а в чугунных — 0,2—0,6 мм/об, что составляет примерно 0,02—0,03 диаметра сверла. Скорость резания при работе сверлами из быстрорежущей стали равна 30— 35 м/мин и в 2—3 раза больше при работе твердосплавными сверлами. Резание при сверлении по сравнению с точением имеет ряд отличительных особенностей. Спиральное сверло является многолезвийным инструментом и совершает работу резания пятью режущими кромками (двумя главными, двумя вспомогательными и поперечной). На каждую точку А на режущей кромке сверла (7.4) действует сила Р, которая может быть разложена на составляющие силы Рх, Ру и Pz по осям X, Y и Z. Основную работу сверления выполняют две режущие кромки, а поперечная кромка (угол резания ее более 90°) под действием осевой силы резания сминает металл. Для повышения эффективности работы спиральных сверл производят подточку поперечной кромки, изменение угла при вершине, подточку ленточки, двойную заточку и др. Сверление сверлами повышенной жесткости (при большой глубине сверления) с утолщенной сердцевиной сопровождается большими осевыми усилиями. Для снижения осевых усилий применяют различные формы подточки поперечной режущей кромки. Следует стремиться к возможно большей симметрии заточки. Асимметричная заточка инструмента вызывает разбивку отверстия и ускоренное изнашивание режущих кромок. Подточка поперечной кромки увеличивает передний угол на участках вблизи поперечной кромки и уменьшает ее длину, а также снижает деформации металла заготовки и повышает стойкость сверла в 1,5—2 раза. Стандартные сверла имеют угол при вершине 118°, однако для обработки более твердых материалов (и более глубоких отверстий) рекомендуется применять сверла с углом при вершине 135°. Увеличение угла при вершине приводит к образованию более толстых и узких стружек при той же подаче на оборот. Это облегчает сверление материалов, склонных упрочняться при обработке. Сверление мягких цветных металлов, пластмасс и мягкого чугуна осуществляют сверлами с углами при вершине 60—90°. Уменьшение угла при вершине приводит к образованию более тонких стружек и уменьшению абразивного изнашивания по уголкам. В зависимости от диаметра сверла ширина второй режущей кромки может составлять В = 25ч-15мм. В некоторых случаях производят заточку режущей кромки по радиусу. Двойная (ступенчатая) или радиусная заточка повышает стойкость сверла при сверлении стали в 2—3 раза, а при сверлении чугуна — в 3—6 раз. Это объясняется тем, что при такой заточке режущие кромки сверла удлиняются и уголки у ленточек получаются более массивными, чем улучшается отвод теплоты. При сверлении отверстий большого диаметра (свыше 25—30 мм) усилие подачи может оказаться чрезмерно большим. В таких случаях отверстие сверлят в несколько приемов, т. е. рассверливают его. Сначала сверлят отверстие малого диаметра, при этом диаметр сверла должен быть больше поперечной кромки большего сверла, обычно диаметр меньшего сверла равен половине большего. Режимы резания при рассверливании обычно те же, что и при сверлении.
Подготовка заготовок к сверлению. Получение качественного глубокого отверстия связано с выполнением ряда подготовительных операций. Характер этих операций зависит от размеров и формы заготовки, от способа установки детали на станках, где будут производиться операции сверления и расточки и от способа выполнения этих операций, от применяемого инструмента. В зависимости от назначения деталей и от производственных условий, заготовками могут быть поковки, прокат, центробежные отливки; поэтому имеются различия в выполнении как основных, так и подготовительных операций. Заготовки любого вида до поступления в механический цех должны быть выправлены и проверены.
На заготовках, не имеющих центрального отверстия: 1. обработка торцев; 2. разметка центров; 3. центровка; 4. черновое обтачивание по наружной поверхности; 5. обточка контрольных поясков и мест под люнеты.
На заготовках, имеющих центральное отверстие: 1. обработка торцев; 2. разметка отверстия под технологические пробки; 3. расточка отверстий под технологические пробки; 4. черновое обтачивание по наружной поверхности на технологических пробках; 5. обточка контрольных поясков и мест под люнеты на технологических пробках.
Пояснения: Переход 1 – необходим для исключения повреждений режущего инструмента при его входе и выходе, оба торца должны быть обрезаны на пиле или подрезаны на токарном станке. Если сверление производится с внутренним отводом стружки (через борштангу), то для обеспечения уплотнения маслоприемника передний торец заготовки должен быть подрезан с чистотой не ниже Ra6,3. Переходы 2, 3 – пояснений не требуют. Переход 4 – черновое обтачивание уменьшает биение заготовок при сверлении и растачивании, уменьшает коробление заготовок в процессе обработки глухого отверстия, облегчает выявление наружных дефектов заготовки. Биение начерно обточенных заготовок при медленном вращении (n = 60 об/мин) не должно превышать 0,0005-0,0008 от длины заготовки в мм. Переход 5 – контрольные пояски шириной 40 – 50 мм, обработанные с чистотой не ниже Ra3,2 при эллиптичности в пределах поля допуска е8 – h11, служат для выверки заготовки при установке на станках. Зенкерование. Зенкерование. Зенкерованием обрабатывают отверстия, предварительно штампованные, литые или просверленные. Припуск под зенкерование (после сверления) равен 0,5—3 мм на сторону. Зенкеры выбирают в зависимости от обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое), диаметра отверстия и заданной точности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три и более режущие кромки, он прочнее сверла, поэтому сечение стружки при зенкеровании получается тоньше, а подача в 2,5— 3 раза больше, чем при сверлении. Зенкерование может быть как предварительным (перед развертыванием),так и окончательным. Зенкерование применяют также для обработки углублений и торцовых поверхностей. Для уменьшения увода зенкера от оси отверстия (особенно при обработке литых или штампованных глубоких отверстий) предварительно растачивают (резцом) его до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера. Для обработки высокопрочных материалов (Предел прочности>750 МПа) применяют зенкеры, оснащенные пластинками из твердого сплава. При работе твердосплавными зенкерами скорость резания в 2—3 раза больше, чем зенкерами из быстрорежущей стали. При обработке материалов высокой прочности и отливок по корке скорость резания твердосплавных зенкеров следует уменьшать на 20—30 %. Развертывание. Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия. Отверстия диаметром до 10 мм развертывают после сверления, отверстия большего диаметра перед развертыванием обрабатывают, а торец подрезают. Припуск под развертывание равен 0,15—0,5 мм для черновых разверток и 0,05—0,25 мм для чистовых разверток. При работе чистовыми развертками на токарных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Чтобы обеспечить высокое качество обработки, сверление, зенкерование (или растачивание) и развертывание отверстия производят за одну установку заготовки на станке. Подача при развертывании стальных деталей равна 0,5—2 мм/об, чугуна — 1 — 4 мм/об. Скорость резания при развертывании 6—16 м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше должна быть скорость резания при одинаковой подаче; при увеличении подачи скорость резания снижают.
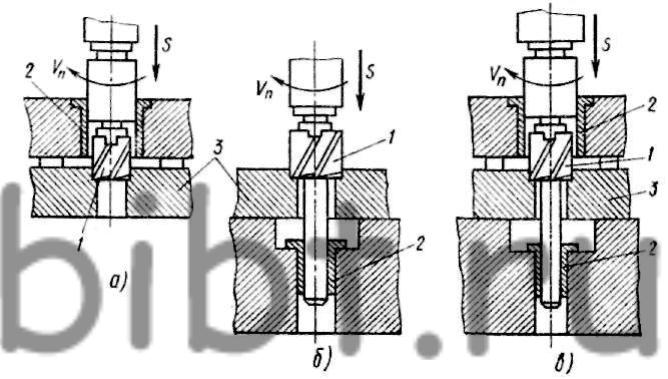
Отверстия зенкеруют для увеличения их диаметров, получения цилиндрических и конических углублений, зачистки торцовых и фасонных поверхностей. Отверстия зенкеруют после сверления, а также в отливках, штамповках, используя в качестве инструмента зенкер. Зенкерование обеспечивает точность обработки отверстий 3-5 классов и повышенный в сравнении со сверлением класс шероховатости. Повышенная точность обработки и класс шероховатости объясняются в основном отсутствием поперечной режущей кромки у зенкера, большим, чем у сверла, количеством зубьев и благоприятными условиями резания. Зенкер работает подобно сверлу при рассверливании, но он меньше отклоняется от оси отверстия благодаря большому числу направляющих ленточек. Однако при неравномерном припуске, неодинаковой твердости обрабатываемого материала и наличии в нем твердых вкраплений возможен увод осп зенкера. Для предупреждения увода инструмента зенкерованию таких отверстий должно предшествовать растачивание до диаметра зенкера на глубину, примерно равную половине его длины. Точность диаметра отверстия, обработанного зенкером под последующее развертывание, достигается проще, чем при растачивании, так как при зенкеровании отсутствует установка режущего инструмента на требуемый размер. Для уменьшения увода инструмента и обеспечения заданной точности зенкеруют отверстия, применяя кондукторные втулки. Различают три способа направления зенкера - верхнее, нижнее и двойное (рис. 4, а-в).
Рис. 4. Способы направлении зенкера в направляющих втулках:
а - верхнее, б - нижнее, в - двойное; 1 - зенкер, 2 - кондукторная втулка, 3 - заготовка
Зенкерование обычно осуществляют на станках с вращающимся инструментом. Зенкеры из быстрорежущей стали применяют для обработки большинства материалов, твердосплавные - для обработки закаленных и труднообрабатываемых сталей и чугуна. Схемы обработки отверстий различными зенкерами приведены на рис. 5, а-г.
Рис. 5. Схема обработки отверстии зенкерованием: а - сквозных и глухих отверстий, полученных сверлением, б - цилиндрических углублении под соловки болтов, в - фасок на краях отверстий, г - торцовых поверхностей бобышек и ступиц Практически процесс зенкерования отверстий протекает аналогично процессу сверления. Режимы резав подбираются аналогично режимам при сверлении из таблиц справочников. Применение зенкеров значительно улучшает качество обрабатываемых отверстий: уменьшает конусность, овальность, риски, царапины и т. д., однако высокую точность размера и чистоту поверхности отверстия дать не может. Поэтому отверстие, полученное после зенкерования, обрабатывают разверткой, которая, срезая очень тонкие стружки, калибрует и заглаживает поверхность отверстия. Недостатком зенкерования является плохое исправление непрямолинейности оси отверстия, преимуществом — высокая производительность обработки. Развертывание. Развертывание является завершающей операцией обработки отверстий, обеспечивающей высокую точность по диаметру (7-8-й квалитеты) и наименьшую шероховатость обработанной поверхности. Она производится разверткой после сверления или зенкерования. При развертывании срезается незначительный слой металла одновременно несколькими зубьями развертки. Размер сверла или зенкера, которыми отверстие обрабатывалось перед развертыванием выбирают с таким расчетом, чтобы на черновое развертывание оставался припуск, равный 0,25-0,50 мм, а на чистовое — 0,05-0,015 мм. Следует иметь в виду, что диаметр развернутого отверстия всегда несколько больше диаметра самой развертки. Чтобы снизить разницу диаметров отверстия и развертки, необходимо обеспечить более правильное направление развертки относительно обрабатываемого отверстия. Это достигается применением самоустанавливающихся патронов Особенности выполнения отдельных операций не позволяют дать заключение о точности обработки по аналогии с другими операциями, так как между ними не бывает всестороннего сходства. В частности, отличаются размеры и форма обрабатываемых заготовок, состояние станков, режимы обработки и другие технологические факторы. Растачивание Растачивают отверстия на токарных станках, если диаметр отверстия по размеру нельзя обработать зенкером или сверлом на данном станке, а также если отверстие имеет неравномерный припуск или непрямолинейную образующую. У токарных расточных стержневых резцов консольная часть выполняется круглой, а стержень, служащий для его крепления,—квадратным (12X12, 16X16, 20Х Х20, 25X25 мм). Для этих резцов наименьший диаметр растачиваемого отверстия равен 30—65 мм. Форма передней поверхности и все углы у расточных резцов, за исключением заднего, такие же, как и у проходных для наружного точения. Задний угол а^12° при растачивании отверстий диаметром более 50 мм и а>12° при растачивании отверстий диаметром менее 50 мм. Значение углов резания у расточных резцов можно изменять установкой расточного резца выше или ниже относительно продольной оси детали. При установке резца выше линии продольной оси детали его вершина будет отжиматься под давлением стружки, причем размер отверстия будет меньше заданного, но его можно довести до нужного размера последующими рабочими ходами.. Поэтому при чистовом растачивании режущую кромку резца следует устанавливать выше оси центров станка на 0,01 — 0,03 диаметра отверстия, при установке ниже центра резец тоже отжимается, но при этом возможно искажение формы отверстия и увеличение диаметра растачиваемого отверстия. Расточный резец имеет меньшее сечение державки и больший вылет,чем резец для наружного точения, что вызывает отжим резца и способствует возникновению вибраций; поэтому при растачивании, как правило, снимают стружку меньшего сечения и снижают скорость резания. При черновом растачивании стали глубина резания достигает 3 мм; продольная подача 0,08—0,2 мм/об, а скорость резания 25 м/мин для быстрорежущих резцов и 50—100 м/мин для твердосплавных резцов. При чистовом растачивании стали глубина резания не превышает 1 мм, продольная подача —0,05—0,1 мм/об, а скорость резания — 40—80 м/мин для быстрорежущих резцов и 150—200 м/мин для твердосплавных резцов.
Рис. 6. Растачивание производят для обработки отверстий, имеющихся в заготовке (отливке или поковке), и исправления положения оси ранее просверленного отверстия. Растачивание может производиться резами или многолезвийными инструментами (зенкерами и расточными головками) при вращении инструмента (на сверлильных и расточных станках) или при вращении заготовки (станки токарной группы). Как и при сверлении на положение и прямолинейность оси отверстия после растачивания оказывает влияние способ обработки: растачивание с вращением заготовки позволяет обеспечить прямолинейную ось отверстия, совпадающую с осью вращения шпинделя станка. При растачивании с вращением инструмента применяют направляющие втулки для обеспечения меньшего увода оси отверстия и большей ее прямолинейности.
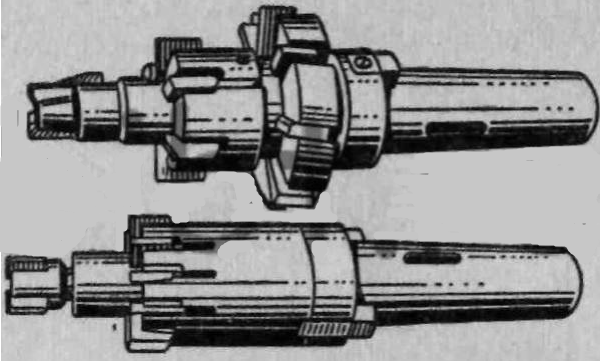
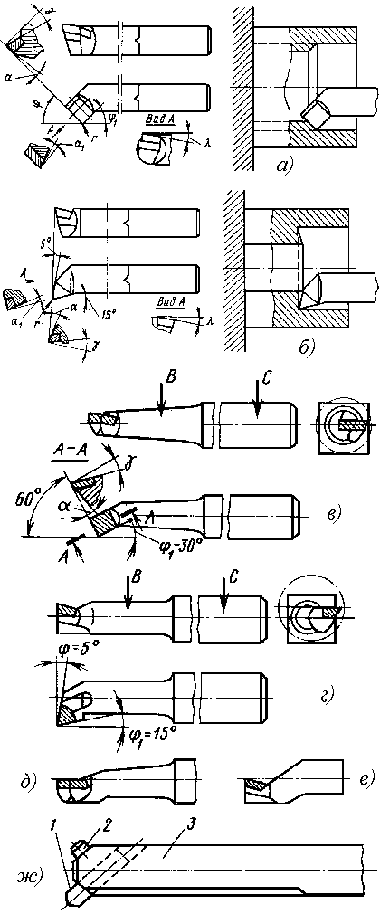
Рис. 7. Комбинированные расточные головки Простейший расточной инструмент, применяемый при растачивании отверстия на токарных станках, — расточной резец. На расточных горизонтальных и вертикальных станках применяют борштанги, имеющие вид скалок с закрепленными в них резцами. Расточные головки (рис. 7) — дорогие инструменты и их применяют при обработке отверстий диаметром 50—250 мм главным образом на вертикально-расточных станках при значительных программах выпуска. Для растачивания отверстий диаметром до 32 мм на сверлильных станках применяют трехперые цельные зенкеры, а диаметром до 80 мм — четырехперые насадные зенкеры. При обычном чистовом растачивании точность по диаметру обеспечивается до 3-го класса. Для достижения более высокой точности производят последующую отделку отверстия тонким растачиванием. Тонкое растачивание производится при высоких скоростях резания (100—250 м/мин для чугуна и 300—1500 м/мин для цветных сплавов) резцами, оснащенными твердыми сплавами, или алмазными резцами. При этом глубина резания принимается в пределах 0,05—0,2 мм, а подача 0,01—0,1 мм/об. Таким способом обеспечивается точность до 1-го класса и чистота поверхности 10-го класса. Тонкое растачивание широко применяется для точной обработки отверстий в корпусных деталях особенно нежестких, так как при этой обработке возникают небольшие силы резания и деформации обрабатываемых деталей под действием этих сил и сил зажимов получаются небольшими. Тонкое растачивание производят на быстроходных жестких одношпиндельных и многошпиндельных горизонтальных или вертикальных станках, чаще всего — полуавтоматах. Если диаметр отверстия превышает диаметр стандартных сверл или зенкеров, то такое отверстие растачивают. Растачивание применяется также при обработке отверстий с неравномерным припуском или с непрямолинейной образующей. Токарные расточные резцы для обработки сквозных - а) и глухих - б) отверстий показаны на рисунке слева. У токарных расточных стержневых резцов, рисунок в) и г) консольная часть В выполняется круглой, а стержень С, служащий для крепления резца - квадратным (12Х12, 16Х16, 20Х20 и 25Х25 мм); такими резцами можно растачивать отверстия диаметром 30-65 мм. Для повышения виброустойчивости режущая кромка резцов выполняется по оси стержня, рисунок д) и е). На токарно-револьверных станках применяют расточные резцы круглого сечения, которые крепятся в специальных державках, рисунок ж). Форма передней поверхности и все углы у расточных резцов, за исключением заднего, принимаются такими же, как и у проходных, применяемых при наружном точении. Задний угол a<12 градусов при растачивании отверстий диаметром более 50 мм и a>12 градусов при растачивании отверстий диаметром менее 50 мм. Значение углов резания у расточных резцов можно изменять путем установки режущей кромки резцов относительно продольной оси детали (выше или ниже оси). При растачивании резец находится в более тяжелых условиях, чем при наружном продольном точении; так как ухудшаются условия для отвода стружки, подвода СОЖ и отвода теплоты. Расточный резец имеет меньшее сечение державки и больший вылет, что вызывает отжим резца и способствует возникновению вибраций; поэтому при растачивании, как правило, снимается меньшее сечение стружки и снижается скорость резания. При черновом растачивании стали принимают глубину резания до 3 мм; продольную подачу 0,08- 0,2 мм/об; скорость резания около 25 м/мин для резцов из быстрорежущей стали и 50-100 м/мин для твердосплавных резцов. При чистовом растачивании глубина резания не превышает 1 мм, продольная подача 0,05-0,1 мм/об, скорость резания 40-80 м/мин для резцов из быстрорежущей стали и 150-200 м/мин для твердосплавных резцов.
Рис 8.
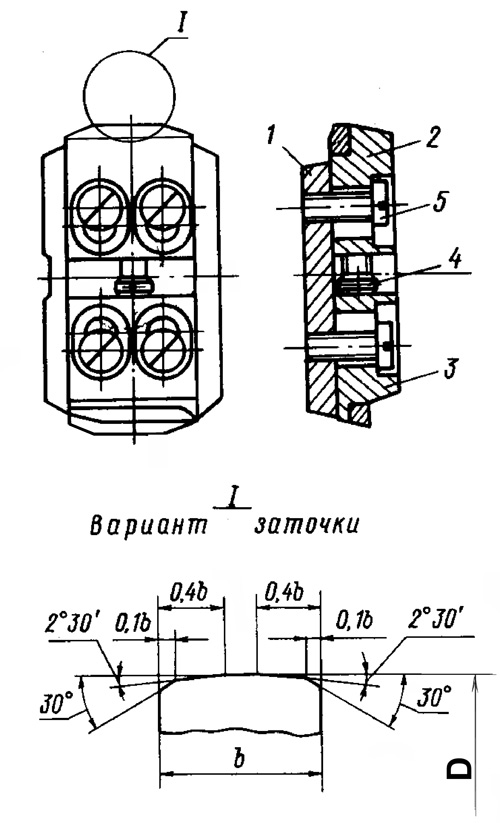
Для получения точных глубоких отверстий в зависимости от требований, предъявляемых к точности диаметра и качеству поверхности, применяют следующие финишные операции: чистовое растачивание плавающими пластинами, абразивное и алмазное хонингование, раскатывание роликовыми и шариковыми раскатками. Эти операции являются ответственными, так как они не только завершают технологический процесс обработки глубоких отверстий, но и в значительной мере определяют качественные характеристики изделий. В цикле финишных операций, как правило, чистовое растачивание является первой и обязательной операцией. Наиболее распространенным способом чистового растачивания глубоких отверстий является использование расточных головок с плавающими двухлезвийными пластинами. В одном из вариантов конструкций (рис. 9) пластина состоит из двух блоков 3 и 2, которые расположены в пазу корпуса 1. Блоки имеют припаянные твердосплавные режущие элементы и для увеличения диаметра по калибрующим кромкам лезвий раздвигаются с помощью винта 4. В корпусе 1 блоки 2 и 3 крепятся винтами 5.
Рис. 9 Сборная расточная плавающая пластина
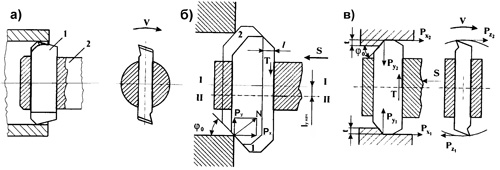
Данная конструкция пластин позволяет настраивать их на требуемый диаметр обработки и увеличить число переточек. Как правило, пластины затачивают в сборе для четкой симметричности расположения элементов лезвий по диаметру и в осевом направлении. В зависимости от технологии использования заточка пластин может быть различной. В общем случае выделяют заборный участок лезвия пластины, исполненный под углом 20 30'. Резание металла при растачивании выполняется в основном этим участком. Калибрующий участок по центру пластины выполняется цилиндрическим и параллельным оси пластин. Этот участок обеспечивает шероховатость обработанной поверхности, срезая оставшиеся гребешки после прохода заборной части, и окончательно определяет диаметральный размер D обработанного отверстия. В приведенном варианте заточка пластины исполнена симметричной. Такие пластины предназначены для растачивания как на сжатие, так и на растяжение, то есть работают прямым и обратным ходом. Для работы пластину 1 устанавливают с минимальными зазорами в прямоугольный паз специальной оправки 2 (головки), но с возможностью свободного смещения (плавания) в диаметральном направлении (рис. 2, а).
Рис. 10. Схема работы плавающей пластины Процесс обработки отверстий плавающими пластинами можно определить состоящим из периодов самоустанавливания, врезания и установившегося резания (рис. 10). В период самоустанавливания плавающий блок (пластина) при подходе к заготовке контактирует с ней заборной частью одного из режущих лезвий, например 1, заточенным под углом φ0 (рис. 10, б). В начальном положении – положении заправки – ось оправки I – I не совпадает с осью пластины II – II на величину ly нач. Срезания стружки не происходит, а имеет место скольжение режущего лезвия по кромке обрабатываемого отверстия. Если принять нормальную составляющую N, состоящую из радиальной Рх и осевой Ру сил, то получим, что в начальный период расточной блок перемещается составляющей Ру, преодолевающей силу трения Т в пазу оправки (Ру > Т). Период врезания начинается с момента начала контакта с заготовкой обеих лезвий инструмента, то есть тогда, когда режущее лезвие 2 коснется кромки детали (рис. 10, б). Происходит равномерное деление припуска между обоими режущими лезвиями и условно полная компенсация радиальных составляющих сил резания на каждом лезвии, то есть Ру1 = Ру2 (рис. 10, в).
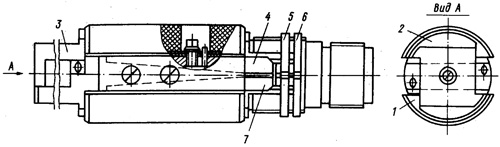
Исследования схем растачивания плавающим инструментом [1] указывают, что для обеспечения самоустанавливаемости расточного блока необходимо уменьшать угол в плане φ0 режущих лезвий и коэффициенты трений на заборной части и в пазу оправки, а также свести перекосы пластины в пазу до минимума. При больших значениях угла φ0 и силы трения Т может произойти самоторможение блока и, как следствие, срезание стружки одним лезвием. Отсюда в типовых конструкциях пластин в схеме заточки инструмента (рис. 1) угол φ0 заборной части лезвий принимают равным 20 30' при малой шероховатости контактных поверхностей паза головки и базовых поверхностей пластины при малых зазорах в сопряжении. При расточке отверстий плавающими пластинами вследствие большой их жесткости и наличия плавания (самоустановки) исключается влияние на точность диаметра отверстия таких факторов, как геометрические погрешности станка и оснастки, погрешности базирования обрабатываемой заготовки и инструмента, податливости технологической системы СПИД, нестабильности механических свойств обрабатываемого материала и др. При соприкосновении заборной части пластины с поверхностью исходного отверстия пластина центрируется относительно него и в процессе резания формирует цилиндрическую поверхность, диаметр которой соответствует диаметру окружности, описанной вокруг вершин режущих кромок пластины. При этом, естественно, положение оси исходного отверстия сохраняется. Головки для чистового растачивания глубоких отверстий плавающими пластинами могут быть достаточно сложными по конструкции, поскольку помимо паза для пластины должны иметь определенную систему направляющих, обеспечивающих центрирование головки в обрабатываемом отверстии. Среди конструкций можно выделить расточные головки с жесткими направляющими с натягом; с упругими регулируемыми направляющими с натягом; с ограниченно подвижными направляющими, с самоустанавливающимися направляющими. Расточные головки с плавающей пластиной с жесткими направляющими применяют для чистового растачивания глубоких отверстий Ø 10…50 мм [3]. На корпусе 4 головки размещены два ряда направляющих, между рядами в пазу корпуса устанавливается плавающая пластина 2. Направляющие 1 и 3 соответственно одного и другого ряда выполнены из текстолита. В каждом ряду установлено по четыре. Угловое расположение направляющих относительно друг друга и относительно лезвия определенно (рис. 11). В зависимости от обрабатываемого материала и скорости резания режущие части плавающей пластины изготавливают из быстрорежущей стали или твердого сплава. Для растачивания диаметров 10…50 мм пластины, как правило, выполняются монолитными.
Рис. 11 Головка с жесткими направляющими Так как растачивание данной головкой ведут на растяжение, то первый ряд направляющих 3 обтачивают на диаметр d1, обеспечивающий гарантированный зазор по диаметру 0,02…0,05 мм между направляющими и поверхностью исходного отверстия, второй же ряд направляющих 1 обтачивают на диаметр d2 = d0 + (0,02…0,04) мм, где d0 — диаметр плавающей пластины. Прямоугольный паз корпуса расточной головки, в котором устанавливается и должна свободно перемещаться плавающая пластина, изготавливают с высокой точностью, обеспечивающей посадку пластины по H7/g6. Такая точность необходима для исключения перекосов и заклинивания пластины в пазу и для обеспечения взаимозаменяемости пластин. Головка работает с внутренним подводом СОЖ. Расточные головки с регулируемыми упругими направляющими элементами с натягом могут быть нескольких конструктивных исполнений. Для чистового растачивания глубоких отверстий Ø 85…150 мм может быть применена головка, показанная на рис.12. Она может быть использована при работе как на сжатие, так и на растяжение.
Рис. 12 Головка с упругими (резиновыми) направляющими с натягом для чистового растачивания отверстий Ø 85…150 мм Ø В обрабатываемом отверстии головка базируется двумя направляющими 1 и 2, выполненными в виде колодок с резиновым покрытием. Направляющие своими боковыми краями опираются на клинья 4 и 7, которые в свою очередь перемещаются по скошенным плоскостям корпуса 3 головки с помощью гаек 5 и 6. Головки перед растачиванием настраивают так, чтобы обеспечить натяг в отверстии по направляющим в зависимос
|
||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 625; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.015 с.) |