Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сверление деталей производят по разметке и по кондуктору.Содержание книги
Поиск на нашем сайте
Кондуктором является приспособление, при помощи которого можно сверлить отверстия в изделии без разметки. Кондуктор укрепляют на детали или заготовке и через отверстия кондуктора просверливают отверстия. Для точного и быстрого сверления сверло необходимо прочно и правильно укрепить в шпинделе станка или в патроне так, чтобы оно вращалось без биения. При биении сверла отверстие получится неправильной формы и сверло может сломаться. Чтобы намеченный центр отверстия совпадал с осью сверла и во время сверления деталь не сдвинулась с места, она должна быть прочно укреплена. Просверливаемая деталь укрепляется на столе станка при помощи болтов и прижимных планок или в тисках, установленных на столе. Машинные винтовые тиски широко используют в единичном производстве, а пневматические машинные тиски применяют чаще всего в серийном и массовом производстве на станках различных групп.
Рис. 1. Быстродействующие машинные тиски с рычажно-кулачковым зажимом применяют при работе на сверлильных станках. Они обеспечивают быстрый зажим заготовок. Для зажима обрабатываемой заготовки рукоятку 6 нужно перевести в горизонтальное положение. Кондукторы для закрепления заготовок. Для крепления заготовок и обеспечения правильного положения инструмента относительно оси
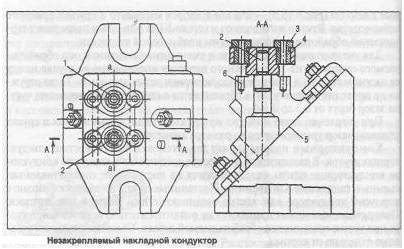
Рис. 2. обрабатываемого отверстия на сверлильных станках пользуются специальными приспособлениями — кондукторами. Для направления режущего инструмента в корпусе кондуктора имеются кондукторные втулки, которые обеспечивают точную обработку отверстий в соответствии с чертежом. Конструкция и размеры этих втулок стандартизованы. Они бывают: постоянные (рис.1,а) — применяются в кондукторах для мелкосерийного производства при обработке отверстия одним инструментом и быстросменные с замком (рис.1,6) — для кондукторов массового и крупносерийного производства. Втулки изготовляют из стали У10А или 20Х и подвергают термической обработке для придания им необходимой твердости. Для уменьшения износа втулок и уменьшения смещения оси обрабатываемого отверстия из-за возможного перекоса инструмента во втулке между ее нижним торцом и поверхностью заготовки оставляют зазор. Тогда стружка не проходит через втулку, а сбрасывается в сторону. При сверлении чугуна зазор берут от 0,3 до 0,5 d. При сверлении стали и вязких материалов (меди, алюминиевых и других сплавов) зазор увеличивается до размера диаметра. Кондукторные плиты служат для установки в их отверстиях кондукторных втулок. В зависимости от способа соединения с корпусом кондуктора кондукторные плиты подразделяются на постоянные, поворачиваемые, съемные, подвесные и подъемные. Постоянные плиты изготовляют заодно с корпусом кондуктора или жестко соединяют с ним сваркой или винтами. Поворачиваемые плиты вращаются на оси относительно корпуса кондуктора при установке и снятии обрабатываемой детали. Съемные плиты изготовляют отдельно от корпуса. Подвесные кондукторные плиты устанавливают на нижних концах двух направляющих скалок и закрепляют гайками. Верхние концы скалок свободно входят в отверстия втулок, запрессованных в отверстия корпуса многошпиндельной сверлильной головки, которая закреплена на гильзе шпинделя станка. Подъемные кондукторные плиты по краям имеют два отверстия, которыми их устанавливают на верхних концах двух направляющих скалок и закрепляют гайками. Нижние концы направляющих скалок входят в отверстия корпуса кондуктора. Подъем и опускание направляющих скалок с кондукторной плитой производится от пневмопривода. Применение кондукторов устраняет необходимость в разметке, нанесении центровых отверстий, выверке заготовок при креплении и других операциях, связанных со сверлением по разметке, снижает утомляемость рабочего и т.д. Поэтому их широко используют в серийном и массовом производстве. Кондукторы по своей конструкции бывают накладные, скользящие, опрокидываемые и поворотные. Рассмотрим, например, накладные кондукторы, которые называются так потому, что они накладываются на обрабатываемую заготовку и могут свободно лежать на ней или закрепляться. На рис.2 дана схема незакрепляемого накладного кондуктора для сверления четырех отверстий 6. Обрабатываемая заготовка устанавливается базой 5 на наклонной плоскости приспособления так, чтобы оси просверливаемых отверстий расположились вертикально, соответственно направлению рабочей подачи сверла. После закрепления в таком положении на заготовку накладывают кондукторную плиту 4. Два фиксирующих пальца 1 и 2 обеспечивают правильное положение направляющих втулок 3 относительно осей отверстий.
|
||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1129; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.006 с.) |