Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет вспомогательного времени на операциюСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
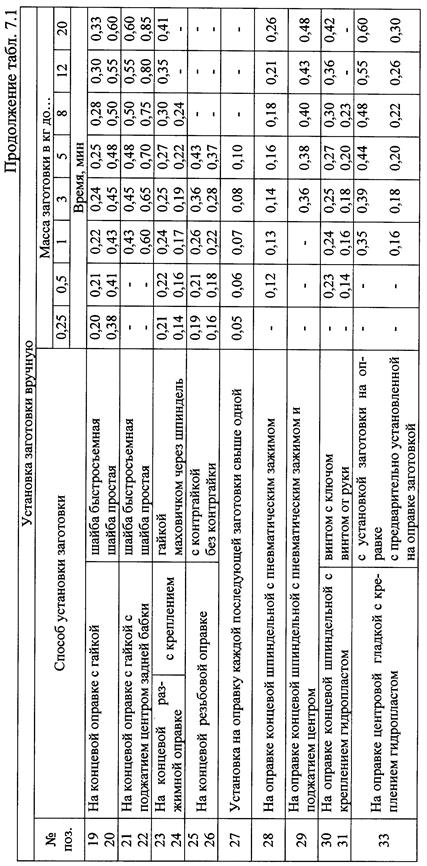
Расчет вспомогательного времени - времени на установку и снятие заготовки (табл. 7.1…7.2); - времени, связанного с технологическим переходом (табл. 7.3…7.5); - времени на изменение режима работы станка (табл. 7.6); - времени на контрольные измерения (табл. 7.7…7.8). В нормативах времени на установку и снятие заготовки в качестве основных определяющих факторов приняты: способ установки заготовки, конструкция элементов крепления и их количество, масса заготовки (табл. 7.1, 7.2). Вспомогательное время, связанное с технологическим переходом, также приведено в комплексном виде и включает время, затрачиваемое на подвод или отвод стола или шлифовального круга; включение и выключение подач; измерения, производимые в процессе обработки (табл. 7.3, 7.4).
Таблица 7.2 Вспомогательное время на установку и снятие заготовки на бесцентрово-шлифовальных станках
Примечание. 1. Когда время на установку заготовки при работе с осевой подачей, приведенное в позициях 1…4, не превышает основного технологического времени работы одного хода, оно перекрывается машинным временем и в норму не включается. 2. Время на установку и снятие заготовки при работе до упора, приведенное в позициях 5…6, является не перекрываемым и учитывается при расчете нормы времени на каждую заготовку.
Таблица 7.4 Вспомогательное время, связанное с технологическим переходом, при врезном шлифовании на центровых круглошлифовальных станках
Окончание табл. 7.4
Таблица 7.5 Вспомогательное время, связанное с технологическим переходом, на бесцентрово-шлифовальных станках
Затраты времени на включение и выключение станка, выполняемые с целью измерения заготовки в процессе обработки, включены в комплекс приемов, связанных с технологическим переходом. Включение и выключение станка, выполняемые при установке и снятии заготовки (вращение заготовки, осевые движения подачи), изменение длины хода стола, которые также влияют на вспомогательное время, связанное с технологическим переходом, в комплекс не включены. Время, затрачиваемое на изменение режимов работы станка, устанавливается отдельно по табл. 7.6 в соответствии с содержанием и характером выполняемой работы. Таблица 7.6 Вспомогательное время на приемы управления, связанные с обработкой одной поверхности на центровых круглошлифовальных станках
Время на контрольные измерения приведены в табл. 7.7. Время на измерения включают во вспомогательное время, если контрольные промеры заготовки производятся после выполнения перехода или операции. Таблица 7.7 Вспомогательное время на измерения
При расчете вспомогательного времени следует иметь в виду, что ряд приемов вспомогательной работы перекрывается основным технологическим временем. Вспомогательное время должно включаться в норму только в тех случаях, когда это время не может быть перекрыто основным (технологическим) временем.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 1038; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.143.118 (0.007 с.) |

 на операцию заключается в определении и последующем суммировании:
на операцию заключается в определении и последующем суммировании: