Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор характеристики шлифовального кругаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Пример условного обозначения характеристики шлифовального круга из традиционных абразивных материалов приведен в табл. 3.1. Рассмотрим основные положения, касающиеся выбора характеристик абразивных инструментов. Выбор абразивного материала обусловливается его свойствами, свойствами обрабатываемых материалов и видом обработки. Рекомендации по выбору абразивных материалов приведены в табл. 3.2. Зернистость абразивного инструмента выбирают в зависимости от величины площади контакта круга с поверхностью заготовки, величины снимаемого припуска, требований к шероховатости поверхности, физико-механических свойств обрабатываемых материалов и др. Крупнозернистые инструменты используются: на обдирочных операциях при удалении больших припусков; для обработки материалов, которые приводят к засаливанию поверхности инструмента, например, таких, как латунь, медь, алюминий, незакалённые стали и др. При шлифовании кругами на органической связке целесообразно использовать инструменты с большей зернистостью, чем при шлифовании кругами на керамической связке. Абразивные инструменты со средней и мелкой зернистостью применяются при обработке закалённых сталей и твёрдых сплавов, при высоких требованиях к точности и шероховатости обработанной поверхности и при профильном шлифовании. Рекомендации по применению абразивных инструментов из электрокорундов и карбидов кремния различных зернистостей приведены в табл. 3.3. Таблица 3.1 Условное обозначение характеристики шлифовального круга и значения наиболее часто встречающихся ее параметров
Таблица 3.2 Рекомендуемые марки абразивных материалов для шлифования заготовок из металлов и неметаллов
Таблица 3.3 Области применения абразивных инструментов из электрокорундов и карбидов кремния различных зернистостей
Наряду с буквенными символами степень твёрдости может обозначаться звуковыми индексами (ЗИ). Твёрдость абразивных инструментов выбирается в соответствии со следующими положениями: 1. Для обработки твёрдых материалов (закалённые стали) следует применять мягкие абразивные инструменты, а для обработки мягких материалов – более твёрдые. Исключения составляют медь, свинец, алюминий, нержавеющие и жаропрочные стали. Их шлифуют мягкими кругами. 2. С увеличением площади контакта инструмента с заготовкой целесообразно использовать инструмент с меньшей твёрдостью. 3. Мелкозернистые инструменты следует применять меньшей твёрдости. 4. Чем больше рабочая скорость круга при прочих равных условиях, тем более мягкий инструмент следует использовать. 5. При черновом шлифовании используются более твёрдые круги. 6. При шлифовании без охлаждения следует использовать более мягкие круги, чем с охлаждением. 7. При одинаковых условиях обработки абразивные инструменты на бакелитовой связке должны быть на две степени твёрже инструментов на керамической связке. 8. При шлифовании прерывистых поверхностей используются более твёрдые круги, чем при обработке гладких. 9. При шлифовании тонкостенных заготовок применяют мягкие круги. 10. На станках с ручной подачей используются более твёрдые круги, чем на станках с автоматической подачей. Изложенные выше правила носят общий характер и относятся, в основном, к абразивным инструментам из электрокорундовых и карбидкремниевых материалов. Структура абразивных инструментов выбирается в соответствии со следующими положениями: - при шлифовании мягких материалов (незакалённые стали и др.) необходимо использовать круги открытых структур, при шлифовании твёрдых и хрупких материалов – круги закрытых структур; - для чистовой обработки следует использовать круги более закрытых структур, чем для грубой обработки. Рекомендации по выбору структуры абразивных инструментов приведены в табл. 3.4. Таблица 3.4 Выбор структуры абразивных инструментов
Структура абразивного круга – это соотношение объемов, занимаемых в круге абразивным зерном, связкой и порами. Объемное содержание абразивного зерна (в процентах) положено в основу условных обозначений – номеров структуры. В кругах на керамической связке всегда имеется определенный объем «естественных» пор, размер которых составляет от 10 до 50 мкм, количество – 46,5…33 объемных процентов для кругов твердостью М1…СТ3 [6]. В кругах на органической и металлической связке пористость минимальна. Роль пор в круге заключается в создании пространства для размещения срезаемых зернами микростружек. Однако, вследствие малых размеров «естественных» пор, они удовлетворительно выполняют свою функцию только при легких режимах шлифования, когда микростружки очень малы. При интенсивных режимах (при глубинном шлифовании), а также при шлифовании высокопластичных материалов – жаропрочных сплавов на основе никеля, титановых и цветных сплавов – когда размеры и количество стружек возрастают, «естественных» пор недостаточно для размещения стружки, которая налипает на поверхность круга, приводя к ее засаливанию, т.е. к снижению режущей способности и стойкости круга. Этот недостаток удалось устранить, создав высокопористые круги на керамической связке. Высокопористые круги содержат, кроме «естественных» пор, специально полученные крупные поры, образующиеся при выгорании или расплавлении порообразующих наполнителей, введенных в формовочную массу. Размер крупных пор составляет от 80 до 1000 мкм, объем крупных пор в круге составляет от 15 до 30%. В результате общая пористость достигает 54…62%. Крупные поры выполняют две основные функции: увеличение межзеренного пространства, причем практически каждое зерно имеет «собственную» пору для размещения стружки; улучшение подвода СОЖ (или воздуха при сухом шлифовании) в зону контакта круга с деталью через сообщающиеся поры под действием центробежных сил. Марка и размеры основной фракции частиц наполнителя или соответствующий им код маркируются на круге. Так, код КФ40 обозначает размер основной фракции порообразователя 0,40 мм, код КФ16 обозначает размер основной фракции 0,16 мм. Высокопористые круги применяют при шлифовании вязких, высокопластичных сталей и сплавов – нержавеющих, жаропрочных, титановых, цветных; шлифовании сложнолегированных термообработанных сталей, склонных к образованию прижогов; глубинном шлифовании, когда доступ СОЖ в зону контакта круга с заготовкой затруднен; плоском шлифовании торцом круга, при заточке режущего инструмента чашечными и тарельчатыми кругами; шлифовании резиновых и полимерных покрытий. Выбор связки абразивного инструмента. Абразивные инструменты практически из всех марок материалов изготавливаются на керамической и органической связках. Инструменты из эльбора и алмаза могут изготавливаться так же на гальванической и металлической связках. Области применения инструментов на различных связках приведены в табл. 3.5. Таблица 3.5 Область применения абразивных инструментов на различных связках
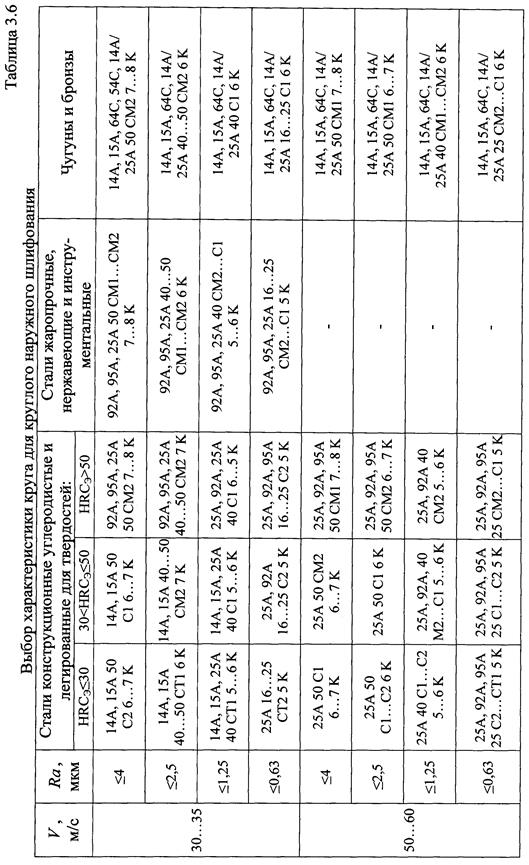
Для круглого наружного шлифования характеристика шлифовального круга (материал абразивного зерна, зернистость, степень твердости, структура, связка) выбирается в зависимости от обрабатываемого материала и его твёрдости, скорости шлифования, требуемой шероховатости обработанной поверхности (табл. 3.6) [7,8]. При шлифовании поверхностей с галтелями твёрдость круга увеличивается на 1…2 степени. При выборе характеристики кругов для шлифования в центрах с осевым движением подачи рекомендуется принимать твердость на одну степень меньшей, а для врезного бесцентрового шлифования – на одну степень большей, чем указано в табл. 3.6.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 1741; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.01 с.) |