
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Приемочный контроль в управлении качеством продукции. Применимость сплошного и выборочного контроля.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Статистический приемочный контроль качества продукции - это выборочный контроль качества продукции, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям. Основным методом контроля поступающих потребителю сырья, материалов и готовых изделий является статистический приемочный контроль качества продукции. Выборочный контроль, предназначенный для проверки непрерывного потока отдельных единиц продукции, который: а) предусматривает приемку или отклонение на основании результатов последовательного контроля отдельных единиц; b) использует чередующие друг друга периоды сплошного и выборочного контроля в зависимости от наблюдаемого качества продукции. ГОСТ Р 50779.11-2000 Статистические методы.
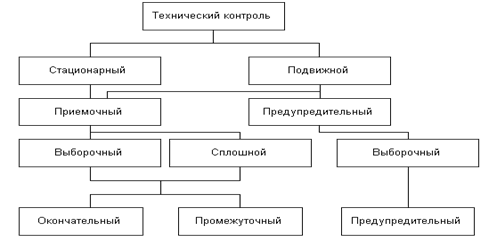
Для рациональной организации технического контроля необходимо прежде всего правильно выбрать вид технического контроля (см. рис.).
Сплошной контроль применяется в тех случаях, когда технологический процесс не обеспечивает достаточной стабильности заданных размеров и других параметров качества продукции; при неоднородности качества материалов или комплектующих изделий; после технологических операций, от которых в значительной мере зависят точность или другие качественные показатели изделия (например, после чистового шлифования направляющих станины прецизионного станка, после растачивания отверстий под подшипники в корпусе редуктора и т. п.) а также при проверке сложной или точной готовой продукции. Следует учесть, что сплошной контроль деталей на рабочем месте самим рабочим не всегда экономически оправдан, так как при этом рабочий будет на значительное время отвлекаться от своих основных обязанностей — непосредственного выполнения операции и наблюдения за ходом технологического процесса. По-иному обстоит дело при использовании выборочного метода контроля. Здесь рабочий-оператор имеет возможность больше уделять внимания вопросу поддержания стабильности технологического процесса, обеспечивая, таким образом, бездефектную работу. При выборочном контроле особое значение имеет определение оптимальной выборки — количества проверяемых деталей из каждой партии. При обычном выборочном контроле ее размер определяется на основании анализа ряда выборок из различных партий данного наименования детали без расчетного обоснования. Для более точного и обоснованного определения размера выборки (при котором учитывается точность проверяемого параметра, состояние оборудования и оснастки, квалификация рабочего и другие факторы, определяющие качество работы) применяется статистический метод контроля, при котором количество деталей из партии, подлежащих проверке, определяется расчетным путем. Статистический контроль применяется главным образом при проверке крупных партий деталей. Однако необходимо иметь в виду, что выборочный метод контроля обработанных деталей может обеспечить достаточную информацию об их качестве лишь при хорошо налаженном и стабильном технологическом процессе. Вместе с тем данный метод является наиболее целесообразным при организации контроля на рабочих местах, внедрении бездефектной работы и личных клейм. Необходимо при внедрении выборочного контроля создать все условия (нормальную работу станка, своевременную заточку инструмента, идентичные припуски и однородность качества материала заготовок и т. п.) для получения максимальной стабильности размеров и других качественных показателей обработанных деталей, иными словами, обеспечить все предпосылки для успешного применения метода выборочного контроля операторами на рабочих местах. Различают также такие виды контроля, как пооперационный (после каждой операции) и групповой (после группы операций). Пооперационный контроль применяется при выполнении наиболее точных работ, а также в тех случаях, когда качество одной технологической операции существенно влияет на последующую обработку детали. (Например, фрезерование базовой поверхности корпуса редуктора, шлифование точных отверстий во втулках для последующего их хонингования и т. п.). Если несколько последовательных операций органически связаны между собой, то их проверку целесообразно осуществлять одновременно — групповым методом, сокращающим трудоемкость контроля.
Организация выборочного контроля. Планы приемочного контроля, их вероятностные характеристики.
Организация выборочного контроля качества зависит от вида продукции. Выборочно контролируют партии штучной продукции, а также партии непрерывной продукции — жидкой, сыпучей, газообразной. Средством контроля качества выступает технический инструментарий (приборы, средства измерений и т.п.), а также вещество или материал для проведения контроля. ВЫБОРОЧНЫЙ КОНТРОЛЬ: - Выборочный контроль по альтернативному признаку - Стандартизация выборочного контроля по альтернативному признаку. Альтернативный показатель качества имеет две градации: годное или не соответствующее (дефект). Нормативный уровень несоответствий NQL — normalqualitylevel — граничное значение уровня несоответствий (дефектов) в партии, определяющее критерий её качества. - Выборочный контроль по количественному признаку Показатель качества партии — среднее значение некоторой контролируемой величины ξ, характеризующей отдельные изделия. - Стандартизация выборочного контроля по количественному признаку Изделие обладает несоответствием по контролируемому параметру, если измеренное значение этого параметра: 1) меньше нижнего предельного значения L; или может быть 2) больше верхнего предельного значения U; или может быть 3) выходит за отрезок [L; U], в зависимости от того, что важно. Примеры контролируемых параметров: 1) вес яйца, 2) температура в холодильнике, 3) размер двери. ГОСТ 20736–75 «Статистический приёмочный контроль по количественному признаку. Планы контроля» - Принцип распределения приоритетов В настоящее время стандартизированы два подхода (две идеологии) к организации и планированию выборочного контроля качества продукции: 1) Традиционный — основан на AQL, α. Примеры: ГОСТ 18242 — контроль по альтернативному признаку, ГОСТ 20736 — контроль по количественному признаку. 2) Принцип распределения приоритетов. ГОСТ Р 50779.30–95 «Статистические методы. Приёмочный контроль качества. Общие требования». - Выборочный контроль однородности продукции Показатель качества партии — дисперсия некоторой величины, характеризующей отдельные изделия («хорошая» партия — «плохая» партия). План контроля: выборка объёма N, по ней оценка дисперсии и сравнение с приёмной оценкой дисперсии. - Некоторые нестандартные формулировки задач на одноступенчатый выборочный контроль Из ГОСТ Р 50779.25–2005 «Статистические методы. Статистическое представление данных. Мощность тестов для средних и дисперсий». - Последовательные планы выборочного контроля Наряду с рассмотренными одноступенчатыми планами (когда контрольная выборка берётся один раз) применяют двухступенчатые (когда после анализа первой выборки партию или принимают, или бракуют, или берут ещё одну выборку для окончательного решения на основе объединённой выборки), многоступенчатые и последовательные планы. Последовательные планы основаны на последовательном анализе А. Вальда. ГОСТ Р 50779.75–99 «Статистические методы. Последовательные планы выборочного контроля по альтернативному признаку»
План контроля- Это система правил по отбору изделий для проверки (формированию выборок) и принятию решения относительно всей партии — партию принять или забраковать, и включает в себя: • Объём контролируемой партии; • Правила и порядок формирования выборок определенных объемов; • Вид контроля (количественный или альтернативный признак); •Правила обработки данных контроля и принятия решений по результатам контроля выборок о соответствии или несоответствии контролируемой партии продукции установленным требованиям; • Числовые характеристики условий приемки контролируемой партии. Типы планов контроля: Одноступенчатый: если среди изделий число дефектных не превышает приемочное число то партия принимается, в противном случае партия бракуется. Двухступенчатый: если среди изделий в выборке число дефектных не превышает приемочное число, то партия принимается; если превышает браковочное число, то партия бракуется; Многоступенчатые Последовательный: Решение принимается после оценки ряда выборок, общее число которых заранее не устанавливается, а определяется в процессе контроля по результатам предыдущих выборок. Принимается одно из трех решений — принять партию, забраковать партию, продолжить контроль.
17. Числовые характеристики одноступенчатых планов контроля. При организации приёмочного контроля важно уметь количественно оценивать эффективность того или иного плана. Основной вероятностной характеристикой плана выборочного контроля является оперативная характеристика P(q), т. е. вероятность принять партию продукции с долей дефектных изделий, равной q. Согласно одноступенчатым планам, если среди случайно отобранных изделий n, число дефектных изделий m, окажется не больше приёмочного числа с, то партия принимается - m < с. В противном случае партия бракуется. Для производства представляет интерес не только результат приёмочного контроля одной партии изделий, но и оценки, полученные по результатам контроля совокупности партий. Отклоненные партии изделий могут подвергаться сплошному контролю, т. е. контролируются все оставшиеся изделия партии, а выявленные дефектные изделия заменяются годными. Применение такого плана возможно только при неразрушающем контроле. Предполагается, что дефект во время контроля не может быть пропущен, и, поэтому, отклонённые партии после проведения сплошного контроля состоят только из годных изделий. Максимальный для заданного плана контроля средний уровень выходного качества qL называют пределом среднего уровня выходного качества - ПСВК. С целью получения оценок среднего уровня входного качества qL обычно используют информацию, накапливаемую в процессе проведения контроля, а на начальных этапах организации контроля с этой целью проводят сплошной контроль определённого числа партий изделий.
18. Числовые характеристики двухступенчатых планов контроля. Согласно двухступенчатым планам, если среди случайно отобранных изделий n1, число дефектных изделий m1 окажется не больше приёмочного числа с1 - m1 < с1, то партия принимается. Если m1 >d1, где d1 - браковочное число, то партия бракуется. Если же с1 < m1 < d1, то принимается решение о взятии второй выборки объемом n2. Тогда, если суммарное число дефектных изделий в двух выборках (m1 + m2) < с2, то партия принимается. В противном случае партия бракуется по данным двух выборок. Многоступенчатые и, в частности, двухступенчатые планы обычно используются тогда, когда хотят уменьшить объем испытаний. При, использовании двухступенчатого плана контроля, решение о качестве партии может быть принято либо после первой выборки с параметрами: (n1, с1, d1), где d1 > с1 + 1; либо после второй выборки с параметрами: (n2, с2, d2), где d2 = с2 + 1. Пусть m1 - число дефектных изделий в первой выборке объемом n1. Тогда, если m1 < с1, то партию принимают, а если m1 > d1, то партию отклоняют на основании первой выборки. Решение о взятии второй выборки принимают при условии, что с1 < m1 < d1. По данным второй выборки партию принимают, если (m1 + m2) < с2, и отклоняют при (m1 + m2) > с2. Как и в случае одноступенчатых планов, отклонённые партии либо бракуют, либо подвергают сплошному контролю. Двухступенчатые планы контроля обеспечивают значительное сокращение объема испытаний. Кроме того, при заданном приемлемом уровне качества, двухступенчатый план уменьшает риск поставщика: 19. Способы организации последовательных планов приемочного контроля. Система выборочного контроля [выборочная система] (samplingsystem): Совокупность планов или схем выборочного контроля с правилами переключения и выборочными процедурами, включая критерии, по которым соответствующие планы или схемы могут быть выбраны. В настоящем стандарте система выборочного контроля определена областью изменения объема контролируемой партии, уровнями контроля и значением AQL. Система выборочного контроля для планов контроля на основе предельного качества LQ приведена в ИСО 2859-2.практически на любом промышленном предприятии, массово производящем свою продукцию, встает задача статистического приёмочного контроля. Приёмочный статистический контроль – 1) это совокупность статистических методов контроля массовой продукции с целью выявления её соответствия заданным требованиям; 2) это действенное средство обеспечения доброкачественности массовой продукции. В данной работе описывается одна из разновидностей статистического приёмочного контроля – контроль по альтернативному признаку. Все процедуры данного типа контроля стандартизированы и описаны в ГОСТ Р ИСО 2859-1-2007 «Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества» и ГОСТ Р 50779.72-99 «Часть 2. Планы выборочного контроля отдельных партий на основе предельного уровня качества LQ». Планы выборочного контроля распространяются (но не ограничиваются этим перечнем) на контроль таких видов продукции, как: - данные или записи; Цель данных процедур – способствовать влиянию на поставщика экономически и психологически путем возможного отклонения партий, а также способствовать поддержанию среднего уровня качества процесса, обеспечивая одновременно границу риска приемки партий с низким качеством (риск потребителя) на должном уровне. Кроме того данные процедуры обеспечивают автоматическую защиту потребителя в случаях обнаружения снижения качества, стимул к снижению затрат на контроль при достижении стабильного уровня качества. Последовательный приемочный контроль представляет собой систему проверки статистических гипотез, в основе которой лежит анализ так называемого критерия отношения правдоподобия. Последовательный контроль можно рассматривать как предельный случай многоступенчатого контроля. Различают поштучный и множественный последовательный контроль. При поштучном последовательном контроле решение о качестве партии принимается после извлечения каждого изделия, т. е. объем выборки составляет одно изделие. Особенность поштучного последовательного контроля заключается в том, что этот вид контроля обладает минимальным средним объемом выборки по сравнению с однотипными планами одноступенчатого, многоступенчатого или множественного последовательного контроля. Далее будет рассмотрен только поштучный последовательный контроль; для упрощения формулировок слово «поштучный» опустим. Сущность последовательного контроля заключается в том, что для каждого ni назначаются такие граничные условия с, d, что: - если количество дефектных изделий ш1 в совокупности ni не больше приемочного числа с, партия принимается; - если количество дефектных изделий ш1 не меньше d, партия бракуется; - в случае выполнения неравенства ci < mi < di принимается решение о проверке следующего изделия. Сформулированные таким образом правила можно представить в виде блуждания случайной точки в плоскости {n, шгде каждая точка означает, что среди проверенных ni изделий обнаружено ш1 дефектных. Точки, в которых принимается решение о приемке или браковке партии, называются граничными точками. Рассмотрим построение граничных точек для плана последовательного контроля, когда распределение дефектных изделий в выборке можно аппроксимировать биномиальным.
20. Сравнение эффективности различных видов планов статистического приемочного контроля. Основной характеристикой партии изделий по альтернативному признаку является генеральная доля дефектных изделий.
D – число дефектных изделий в партии объемом N изделий. В практике статистического контроля генеральная доля q неизвестна и ее следует оценить по результатам контроля случайной выборки объемом n изделий, из которых m дефектных. Под планом статистического контроля понимают систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует примять, забраковать или продолжить контроль. Различают следующие виды планов статистического контроля партии продукции по альтернативному признаку: - одноступенчатые планы, согласно которым, если среди n случайно отобранных изделий число дефектных m окажется не больше приемочного числа С (m - двухступенчатые планы, согласно которым, если среди n1 случайно отобранных изделий число дефектных m1 окажется не больше приемочного числа C1 (m1 - многоступенчатые планы являются логическим продолжением двухступенчатых. Первоначально берется партия объемом n1 и определяется число дефектных изделий m1.Если m1 последовательный контроль, при котором решение о контролируемой партии принимается после оценки качества выборок, общее число которых заранее не установлено и определяется в процессе которая по результатам предыдущих выборок. Одноступенчатые планы проще в смысле организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы контроля обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложны в организационном плане. Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине qo, т. е. H0::q = q0. Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными. Напомним, что ошибки первого рода связаны с возможностью ошибочно забраковать партию изделий; ошибки второго рода связаны с возможностью ошибочно пропустить бракованную партию Стандарты статистического приемочного контроля Для успешного применения статистических методов контроля качества продукции большое значение имеет наличие соответствующих руководств и стандартов, которые должны быть доступны широкому кругу инженерно-технических работников. Стандарты на статистический приемочный контроль обеспечивают возможность объективно сравнивать уровни качества партий однотипной продукции как во времени, так и по различным предприятиям. Остановимся на основных требованиях к стандартам по статистическому приемочному контролю. Прежде всего стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это важно, так как позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции. Желательно, чтобы в стандарте были указаны различные типы планов: одноступенчатые, двухступенчатые, многоступенчатые, планы последовательного контроля и т. д. Основными элементами стандартов по приемочному контролю являются: 1. Таблицы планов выборочного контроля, применяемые в условиях нормального хода производства, а также планов для усиленного контроля в условиях разладок и для облегчения контроля при достижении высокого качества. 2. Правила выбора планов с учетом особенностей контроля. 3.Правила перехода с нормального контроля на усиленный или облегченный и обратного перехода при нормальном ходе производства. 4.Методы вычисления последующих оценок показателей качества контролируемого процесса. В зависимости от гарантий, обеспечиваемых планами приемочного контроля, различают следующие методы построения планов: устанавливают значения риска поставщика выбирают одну точку на кривой оперативной характеристики и принимают одно или несколько дополнительных независимых условий. Первая система планов статистического приемочного контроля, нашедшая широкое применение в промышленности, была разработана Доджем и Ролигом. Планы этой системы предусматривают сплошной контроль изделий из забракованных партий и замену дефектных изделий годными. Во многих странах получил распространение американский стандарт МИЛ-СТД-ЛО5Д. Отечественный стандарт ГОСТ-18242-72 по построению близок к американскому и содержит планы одноступенчатого и двухступенчатого приемочного контроля. В основу стандарта положено понятие приемлемого уровня качества (ПРУК) q0, которое рассматривается как максимально допустимая потребителем доля дефектных изделий в партии, изготовленной при нормальном ходе производства. Вероятность +При контроле изделий по нескольким признакам стандарт рекомендует классифицировать дефекты на три класса: критические, значительные и малозначительные.
|
||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 465; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.246.53 (0.012 с.) |

 = 0,025 (для сравнения - у одноступенчатого -
= 0,025 (для сравнения - у одноступенчатого -  = 0, 046 ).
= 0, 046 ). , где
, где C), то партия принимается; в противном случае партия бракуется;
C), то партия принимается; в противном случае партия бракуется; 1, где d1 – браковочное число, то партия бракуется. Если же C1
1, где d1 – браковочное число, то партия бракуется. Если же C1  m1
m1  C1, то партия принимается. Если C1
C1, то партия принимается. Если C1  m1
m1  C1+1), то партия бракуется. Если C1
C1+1), то партия бракуется. Если C1 
 d2 (d2
d2 (d2  c2 + 1), то партия бракуется. При c2
c2 + 1), то партия бракуется. При c2  проконтролированных изделий выборки оказалось mk дефектных и mk
проконтролированных изделий выборки оказалось mk дефектных и mk  ck, то партия принимается; если же m k
ck, то партия принимается; если же m k  и риска потребителя
и риска потребителя  и выдвигают требование, чтобы оперативная характеристика P(q) прошла приблизительно через две точки: q0,
и выдвигают требование, чтобы оперативная характеристика P(q) прошла приблизительно через две точки: q0,  и qm,
и qm,  , где q0 и qm – соответственно приемлемый и браковочный уровни качества,, Этот план называют компромиссным, так как он обеспечивает защиту интересов как потребителя, так и поставщика. При малых значениях
, где q0 и qm – соответственно приемлемый и браковочный уровни качества,, Этот план называют компромиссным, так как он обеспечивает защиту интересов как потребителя, так и поставщика. При малых значениях  забраковать партию с долей дефектных изделий, равной q0, для планов стандарта мала и уменьшается по мере возрастания объема выборки. Для большинства планов
забраковать партию с долей дефектных изделий, равной q0, для планов стандарта мала и уменьшается по мере возрастания объема выборки. Для большинства планов 


