Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 8. 13. Функциональная схема и принцип работы станка с чпу.Содержание книги
Похожие статьи вашей тематики
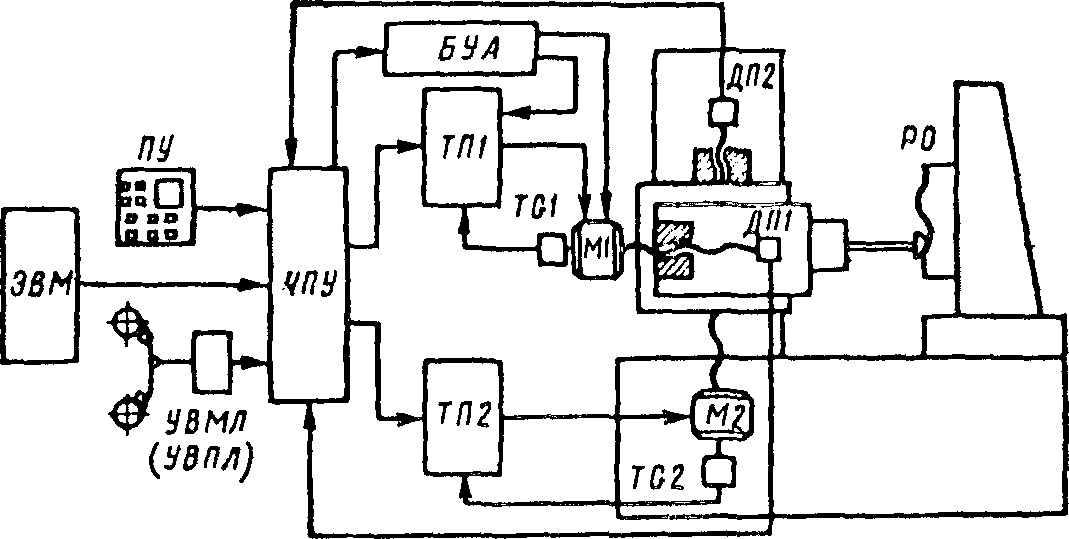
Поиск на нашем сайте По упрощенной функциональной схеме (рис.76) станка с ЧПУ рабочий орган РО механизма можно перемещать по двум координатам: X - горизонтальное перемещение стола вправо или влево; Y - горизонтальное перемещение стола вперед или назад. Рабочим органом станка являются фреза, резец, сверло и др.
Рис.76. Функциональная схема станка с ЧПУ. Программа в систему ЧПУ подается с пульта управления ПУ, от электронной вычислительной машины ЭВМ либо с магнитной или перфорированной ленты через устройство ввода УВМЛ (УВПЛ). Блок ЧПУ управляет электроприводом, состоящим из силовых преобразователей ТП1 и ТП2, блока управления автоматикой БУА и электрических двигателей M1 и М2. Контроль за скоростью перемещения и положением рабочего органа осуществляется с помощью тахогенераторов TG1 и TG2 и датчиков положения ДП1 и ДП2. Работа с пультом управления ПУ устройства ЧПУ обеспечивает ввод и отладку программы, изготовление управляющей перфоленты, выбор одного из режимов работы станка и контроль за его работой. Пульт управления представляет собой панель с набором органов управления и индикации. Рассмотрим условную панель управления современного станка с ЧПУ (рис. 78), состоящую из нескольких зон с мнемоническими изображениями. Зоны 1 и 2 имеют световую индикацию с условным изображением. Сигнальные лампы зоны 1 (слева направо) означают: включение напряжения сети; работу автономной батареи питания памяти для коррекции инструмента; обнаружение ошибки в отработке перемещения; переполнение промежуточной памяти; переполнение памяти, отведенной программе; передачу данных в память; подачу по оси X; подачу по оси Y. Сигнальные лампы зоны 2 означают: перегрев; работу автономной батареи питания памяти для программы; обнаружение ошибки при считывании; обнаружение сбоя в приводе подачи; стоп программы; конец программы; ввод программы; подачу по оси Z. В зоне 3 имеется панель цифровой индикации, а в зоне 4 — четыре кнопки для вызова различных параметров. В зонах 5и 6 расположены кнопки буквенной и цифровой информации для ручного ввода команд в пределах объема памяти системы ЧПУ, а в зоне 7 — кнопки для редактирования управляющих программ. Кнопка 8осуществляет аварийный останов, а кнопки 9и 10прекращение и пуск подачи. Переключатель 11 позволяет вручную уменьшить скорость подачи по отношению к установленной в управляющей программе. Переключатель 12 предназначен для выбора направления подачи.
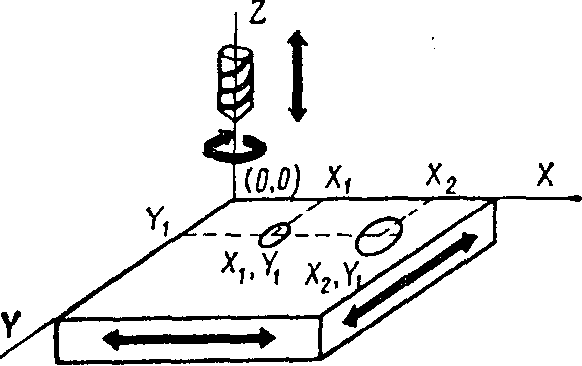
Рис.77. Панель управления станка с ЧПУ. Основные этапы работы сверлильного станка с ЧПУ для обработки двух отверстий разного диаметра показаны на рис. 77. При составлении программы задаются тремя осями: X — горизонтальное перемещение стола вправо или влево; Y — горизонтальное перемещение стола вперед или назад, Z — вертикальное перемещение инструмента вверх или вниз.
Рис.78. Схема обработки изделия на сверлильном станке с ЧПУ.
Закрепив детали на станке, вручную подводят сверло к опорной (нулевой) точке отсчета на детали с условными координатами Х= 0 и Y = 0. Затем подается команда, по которой система управления считывает программу, включает двигатель M1 (см. рис. 76) для перемещения стола влево на расстояние X1 и двигатель М2 — для перемещения стола вперед на расстояние Y1. Сверло после отработки перемещений окажется под точкой с координатами X1 и Y1. Далее подается команда для вращения сверла и перемещения его вниз. После обработки первого отверстия необходимо отвести сверло в исходное положение, снять головку и заменить ее новой, с другим диаметром сверла. Далее подается команда для включения двигателя M l и подвода детали под сверло в точку с координатами Х2, Y2, после чего производится сверление. Таким образом, в программном цикле задача ЧПУ заключается в точном перемещении стола станка в заданную координату и смене инструмента. ЗАЧЕТ ПО МОДУЛЮ 8
|
||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 565; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.01 с.) |