Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 8. 12. Электрический привод станков с чпу.
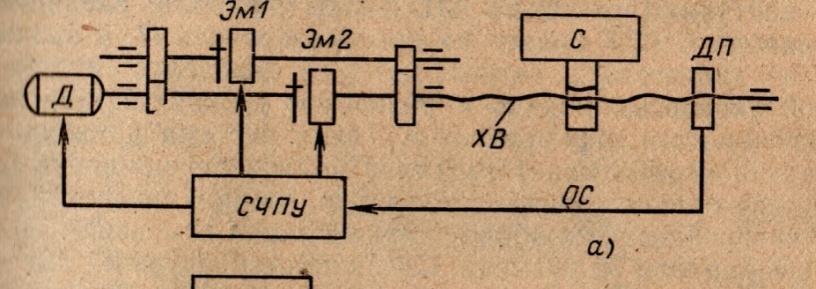
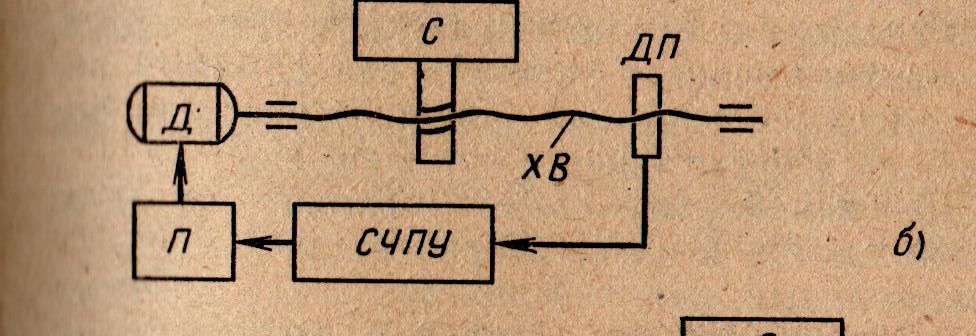
Электроприводы главного движения станков с ЧПУ выполняются обычно с электромеханическим регулированием скорости, т.е. с несколькими механическими ступенями, переключаемыми с помощью электромагнитных муфт и ступенчатым или бесступенчатым электрическим регулированием в пределах каждой ступени. ЭП подачи станков с ЧПУ можно разделить на следующие группы: 1.Приводы со ступенчатым электромеханическим регулированием; 2.С бесступенчатым электрическим регулированием; 3.Следящие приводы. ЭП подачи со ступенчатым электромеханическим регулированием (рис. 70,а) используют в прямоугольных СЧПУ с обратной связью. Для переключения скоростей подачи используют электромагнитные муфты ЭМ1 и ЭМ2, при включении муфты ЭМ1 АД с КЗР приводит во вращение ходовой винт ХВ и стол С (или суппорт, шпиндельную бабку), начинает поступательное перемещение. При этом от датчика положения ДП по каналу обратной связи ОС в СЧПУ поступают сигналы о пройденном пути. При подходе стола к конечному положению СЧПУ выдает команду на отключение ЭМ1 и на включение ЭМ2, что вызовет переход на медленное доводочное перемещение стола. При достижении столом заданного положения следует сигнал от СЧПУ на отключение муфты ЭМ2 и стол С останавливается. В такой схеме часто используется электрическое торможение для повышения точности остановки. Если для привода подачи в позиционной или прямоугольной СЧПУ применен двигатель Д, с широким диапазоном регулирования угловой скорости благодаря питанию его от управляемого преобразователя П, то схема привода будет иметь вид, показанный на рис. 70, б.
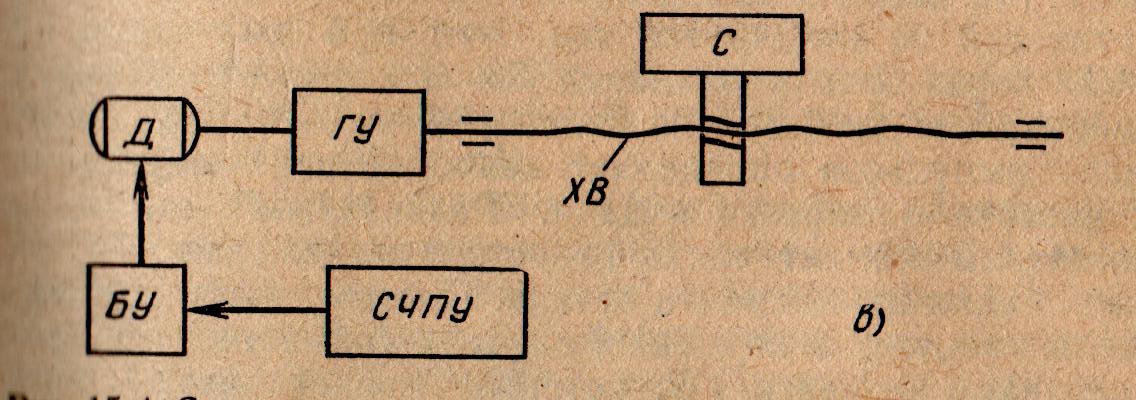
По той же схеме в принципе выполняются следящие и следяще-регулируемые приводы подачи, применяемые в контурных системах ЧПУ. При наличии следящего привода СЧПУподает на преобразователь П, а значит, и на двигатель Д сигнал, который определяется заданной скоростью подачи и разностью между заданными фактическим перемещением. Такая система привода не только отрабатывает заданное полное перемещение рабочего органа станка (стола С в данном примере), но и воспроизводит любой заданный закон изменения этого перемещения во времени. На рис. 70, в показана схема шагового привода подачи. В этом случае в качестве двигателя Д используется так называемый шаговый двигатель. От обычных двигателей он отличается тем, что при получении от СЧПУчерез блок управления БУкомандного импульса поворачивает свой вал на некоторый малый угол — шаг. Число импульсов определяет значение перемещения, а их частота — скорость подачи. Развиваемый шаговым двигателем момент часто недостаточен для перемещения подвижного элемента станка. Поэтому шаговый двигатель работает в подобных случаях совместно с гидроусилителем момента ГУ, который представляет собой мощный гидродвигатель.
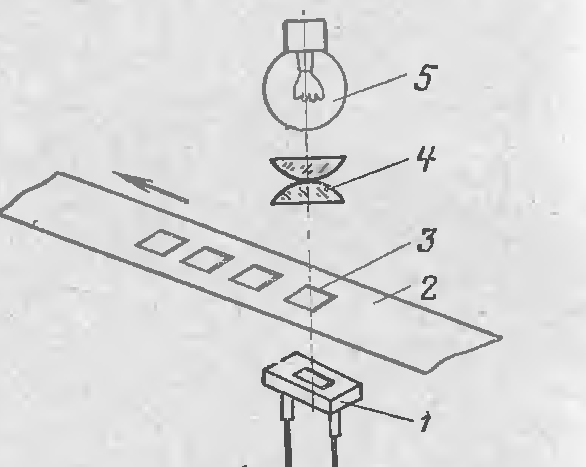
Шаговый двигатель воздействует на золотниковое устройство гидродвигателя. Как правило, системы с шаговыми двигателями выполняются без обратной связи по положению, т.е. конструкция шагового двигателя сама обеспечивает необходимую точность перемещения. Они используются для станков с любыми СЧПУ. Процесс изготовления детали на станке с числовым программным управлением включает в себя подготовку программы, ввод ее в систему управления станком, отработку программы на станке. Если программа выполнена на перфоленте или перфокарте в виде двоично-десятичного цифрового кода, то используется наиболее распространенный международный цифровой код ISO-7bіt (рис.74). Для записи применяется восьмидорожечная перфолента шириной 25,4 мм. Здесь адресом совместно с подадресным числом задают перемещение по координатам x, у, z,вид траектории (прямая, дуга окружности), скорость подачи и другие технологические и вспомогательные команды. Цифры представляются в коде 8-4-2-1. Считывание программы, записанной на перфоленте, производится обычно при помощи фотоэлектрического устройства. В этом бесконтактном устройстве свет лампы (или светодиода) 5 через линзы 4 и отверстия 3 в перфоленте 2 освещает фоторезистор (фотодиод) 1. При этом сопротивление фоторезистора резко уменьшается и дается сигнал (импульс) в систему ЧПУ. Если отверстие отсутствует, то фоторезистор не освещен, его сопротивление велико, на выходе считывающего устройства импульс отсутствует и сигнал в СЧПУ не подается. Перфолента протягивается через считывающее устройство обычным путем перемотки с одной кассеты на другую. Количество ламп и фоторезисторов в считывающем устройстве определяется числом дорожек перфоленты или перфокарты.
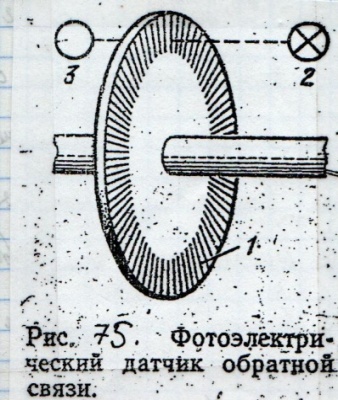
Рис.74. Программирование на перфоленте в коде ISO-7bіt. а – обозначение кода; б – запись на перфоленте (два кадра). Замкнутые системы станков с ЧПУ имеют датчик обратной связи, который преобразует перемещение рабочего органа либо в последовательность импульсов, каждый из которых соответствует единичному перемещению (шагу), либо в числовой код. Самым распространенным видом датчика является фотоэлектрический датчик (рис.75). Диск 1 датчика механически соединен с подвижным узлом станка. Диск (металлический) имеет радиальные прорези. При его вращении поток света от лампы 2,падающий на фотоэлемент 3, периодически прерывается. Поэтому от фотоэлемента в систему управления поступают импульсы, которые и используются в качестве сигналов обратной связи.
|
||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 189; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.190.159.10 (0.006 с.) |