Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование для формования заготовок и изделий штампованием.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
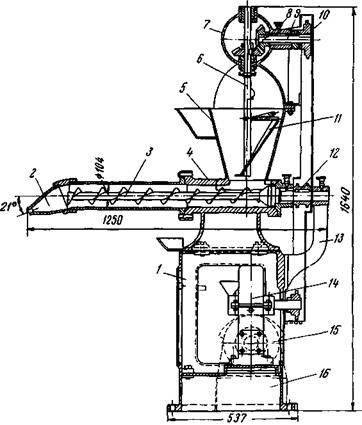
КАРАМЕЛЕОБКАТОЧНЫЕ МАШИНЫ Основными рабочими органами этих машин являются рифленые конические веретена, которые вращаются либо только в одну сторону либо в обе стороны попеременно. Вращение веретен в одну сторону используют при изготовлении массовых сортов карамели в том случае, если карамельный батон формуется непосредственно на обкаточной машине, а начинка вводится в батон при помощи начинконаполнителя. Реверсировное вращение веретен используют в том случае, когда батон с начинкой выполняют в виде пирога, т.е. готовят отдельно и укладывают вручную. На рисунках 50 и 51 показаны общий вид и принципиальная схема карамелеобкаточной машины.
Рисунок 50 - Общий вид горизонтальной карамелеобкаточной машины КПМ
Рисунок 51 - принципиальная схема горизонтальной карамелеобкаточной машины КПМ Карамельная масса при вращении веретен приобретает форму конуса. Ось этого конуса имеет уклон к месту выхода жгута. Величина уклона может изменяться за счет подъема части корпуса машины. Для предотвращения охлаждения массы во время обкатки корпус машины обогревается. Начинконаполнитель имеет устройство для регулирования количества подаваемой начинки путем изменения хода плунжера. Для густых начинок используют поршневые (плунжерные) насосы. Для подачи менее вязких начинок используют шестеренный насос. ЖГУТОВЫТЯГИВАТЕЛИ Они предназначены для вытягивания карамельного батона в жгут и калибровки его до нужного размера перед подачей на формование Жгутовытягиватели устанавливают возле карамелеобкаточной машины или входят в ее состав. Жгутовытягиватель состоит из трех пар калибрующих роликов и одного приемного. На рабочей поверхности роликов имеется насечка для увеличения сцепления поверхности роликов со жгутом. Расстояние между центрами роликов регулируется в зависимости от требуемого диаметра жгута. На рисунках 56, 57 показана конструкция рабочих роликов (равняльных барабанов).
Каждая пара роликов имеет различные сечения пропускного отверстия и, соответственно, различную скорость. Благодаря этому, достигается равномерное вытягивание жгута и его калибровка. Машина работает следующим образом: из карамелеобкаточной машины конусный батон карамельной массы в виде жгута диаметром 54-60 мм пропускается через приемный и калибрующий ролик, постепенно вытягивается, уменьшается в диаметре и калибруется до заданного размера. Между диаметрами калибрующих роликов, частотой их вращения и диаметром калибрующего жгута существует зависимость. На рисунке 58 показана схема получения карамели на цепной формующей машине, а на рисунке 59 - (конкретная) цепная карамелережущая машина ЛРМ.
ЗЕФИРООТСАДОЧНАЯ МАШИНА Она предназначена для отсадки на деревянные лотки половинок зефира, имеющих форму ракушки или пирожка. Поршневой дозирующий механизм показан на рисунке 66.
К бункеру 1 крепится дозирующий механизм, состоящий из корпуса 2, золотника 3, мерных цилиндров (камер) 4 с плунжерами 5, совершающими медленное возвратно-поступательное движение. Внизу крепится планка 7 с гофрированными трубками 6 и зубчатыми насадками 8. Число камер золотника 3, мерных цилиндров, плунжерных и гофрированных трубок с насадками равно 6. На рисунке показано положение, при котором плунжер движется влево и происходит заполнение мерной камеры 4. При медленном движении плунжера 5 зефирная масса должна не отставать от плунжера, заполняя все освобождающееся пространство. Причем это заполнение должно осуществляться лишь под действием гидростатического давления, т.е. под действием веса самой массы. В мерной камере не должно создаваться разряжения, т.к. это неизбежно приведет к нарушению пенообразной структуры зефирной массы. Перед отсадкой золотник поворачивают на 90 градусов против часовой стрелки. Плунжер начинает двигаться вправо и масса медленно выдавливается через гофрированные трубки и зубчатые насадки. Зубцы в насадке создают на заготовках волнистую поверхность. В конце процесса заготовка отрывается от насадки, попадая на лоток 10 и приобретая форму ракушки.
ЭКСТРУДЕРЫ На рисунке 67 показана конструкция экструдера со шнековым нагнетателем. Он применяется для формования батончиков и корпусов конфет (прямоугольного сечения) из пралиновых масс путем выпрессовывания жгутов. Применяется преимущественно на кондитерских предприятиях средней и малой мощности. Машина состоит из станины 1; привода с червячным редуктором 14 и электродвигателем 15; корпуса 4 с вращающимся шнеком 3 и формующей матрицей 2, головки 7 с вмонтированной внутри парой конических шестерен 8; загрузочной воронки 5 со спиралью 11.
Рисунок 67 - Машина МФБ-1 со шнековым нагнетателем дня формования жгутов конфетных масс
Внутри головки (7) вращается верхний горизонтальный вал 9 с конической шестерней (8) и звездочкой 10, а также вертикальный вал 6 с конической шестерней (8) и спиралью 11. Спираль служит для непрерывного перемешивания конфетной массы и подачи ее в корпус машины (4). Принцип действия: конфетная масса поступает в загрузочную воронку (5), из которой спиралью (11) подается в корпус (4). Шнек 3, вращаясь, перемещает массу и выпрессовывает ее через формующие матрицы 2 в виде пяти бесконечных жгутов. При отсутствии производственных площадей для установки охлаждающего конвейера с закрытой камерой жгуты вручную разрезают на отрезки длиной до 800 мм, которые укладывают на фанерные лотки. Затем отрезки жгутов подвергаются охлаждению и выстойке. Отформованные и охлажденные заготовки для батончиков поступают на резку и завертывание. При установке сменной матрицы с каналами прямоугольного сечения на этой машине можно формовать полосы с последующим разрезанием их на корпуса конфет, имеющие форму параллелепипеда. Шнековые машины имеют недостатки, связанные с неравномерностью давления по длине матрицы. Вследствие различных давлений у отверстий матрицы скорость выхода жгутов из отверстий неодинакова. КАРАМЕЛЕОБКАТОЧНЫЕ МАШИНЫ Основными рабочими органами этих машин являются рифленые конические веретена, которые вращаются либо только в одну сторону либо в обе стороны попеременно. Вращение веретен в одну сторону используют при изготовлении массовых сортов карамели в том случае, если карамельный батон формуется непосредственно на обкаточной машине, а начинка вводится в батон при помощи начинконаполнителя. Реверсировное вращение веретен используют в том случае, когда батон с начинкой выполняют в виде пирога, т.е. готовят отдельно и укладывают вручную. На рисунках 50 и 51 показаны общий вид и принципиальная схема карамелеобкаточной машины.
Рисунок 50 - Общий вид горизонтальной карамелеобкаточной машины КПМ
Рисунок 51 - принципиальная схема горизонтальной карамелеобкаточной машины КПМ Карамельная масса при вращении веретен приобретает форму конуса. Ось этого конуса имеет уклон к месту выхода жгута. Величина уклона может изменяться за счет подъема части корпуса машины. Для предотвращения охлаждения массы во время обкатки корпус машины обогревается. Начинконаполнитель имеет устройство для регулирования количества подаваемой начинки путем изменения хода плунжера. Для густых начинок используют поршневые (плунжерные) насосы. Для подачи менее вязких начинок используют шестеренный насос. ЖГУТОВЫТЯГИВАТЕЛИ Они предназначены для вытягивания карамельного батона в жгут и калибровки его до нужного размера перед подачей на формование Жгутовытягиватели устанавливают возле карамелеобкаточной машины или входят в ее состав. Жгутовытягиватель состоит из трех пар калибрующих роликов и одного приемного. На рабочей поверхности роликов имеется насечка для увеличения сцепления поверхности роликов со жгутом. Расстояние между центрами роликов регулируется в зависимости от требуемого диаметра жгута. На рисунках 56, 57 показана конструкция рабочих роликов (равняльных барабанов).
Каждая пара роликов имеет различные сечения пропускного отверстия и, соответственно, различную скорость. Благодаря этому, достигается равномерное вытягивание жгута и его калибровка. Машина работает следующим образом: из карамелеобкаточной машины конусный батон карамельной массы в виде жгута диаметром 54-60 мм пропускается через приемный и калибрующий ролик, постепенно вытягивается, уменьшается в диаметре и калибруется до заданного размера. Между диаметрами калибрующих роликов, частотой их вращения и диаметром калибрующего жгута существует зависимость. На рисунке 58 показана схема получения карамели на цепной формующей машине, а на рисунке 59 - (конкретная) цепная карамелережущая машина ЛРМ.
ОБОРУДОВАНИЕ ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ ШТАМПОВАНИЕМ. На оборудовании этой группы осуществляют механическую обработку полуфабрикатов с целью придания им заданной формы. ОБОРУДОВАНИЕ ДЛЯ ФОРМОВАНИЯ ТЕСТОВЫХЗАГОТОВОК ПЕЧЕНЬЯ. Формование тестовых заготовок в зависимости от вида теста осуществляется на штампующих машинах ударного действия, ротационных и отсадочных машинах.
|
|||||||||||||
|
|
Последнее изменение этой страницы: 2019-10-31; просмотров: 915; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.41 (0.007 с.) |


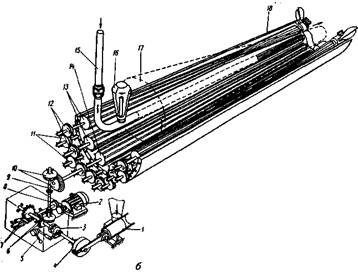
 Рисунок 56 - Равняльные барабаны
Рисунок 56 - Равняльные барабаны
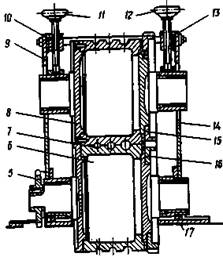 Рисунок 57 - Равняльные барабаны в разрезе
Рисунок 57 - Равняльные барабаны в разрезе
 Рисунок 58 Схема получения карамели на цепной формующей машине
Рисунок 58 Схема получения карамели на цепной формующей машине
 Рисунок 59 - Цепная карамелережущая машина ЛРМ
Рисунок 59 - Цепная карамелережущая машина ЛРМ
 Рисунок 66 - Поршневой дозирующий механизм зефироотсадочной машины
Рисунок 66 - Поршневой дозирующий механизм зефироотсадочной машины