
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор рациональных способов технологии и технологических режимов производства швейных изделийСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
СОДЕРЖАНИЕ ВВЕДЕНИЕ…………………………………………………………………....3 1. Выбор рациональных способов технологии и технологических режимов производства швейных изделий………………………………………....4 1.1 Выбор объекта для проектирования процесса…………………….……4 1.2 Характеристика материалов. Выбор режимов влажно-тепловой обработки и дублирования деталей…………………………………………….......6 1.3. Выбор степени готовности изделия к примерке и общей схемы сборки изделия……………………………………………………………………...10 1.4. Выбор методов обработки, характеристика оборудования и составление технологической последовательности операций……………..........13 2. Проектирование технологического процесса……………………….......23 2.1. Предварительный расчет технологического процесса………….........23 2.2. Согласование времени операций и составление технологической схемы разделения труда……………………………………………………………26 2.2.1. Выбор рациональной мощности и организационно-технологической структуры процесса………………………………………………………………...20 2.2.2. Формирование организационных операций и составление технологической схемы процесса………………………………………………....27 2.3. Анализ согласования времени операций и технологической схемы процесса……………………………………………………………………………..73 2.4. Технико-экономические показатели проектируемого процесса…….81 СПИСОК РЕКОМЕНДУЕМЫХ ИСТОЧНИКОВ………………………....84 ПРИЛОЖЕНИЕ...…………………………………………………………...86
ВВЕДЕНИЕ
Составление технологического процесса является неотъемлемой частью на швейном предприятии. Неверное его составление может привести к непоправимым последствиям в дальнейшем проектировании изделия. Главной задачей современного предприятия является в удовлетворении своего клиента. Каждое проектируемое изделие должно пройти строгую проверку и только после этого попасть в руки заказчика. Данная одежда должна соответствовать не только техническим условиям, но и направлению моды, актуальностью, своей индивидуальностью и личными желаниями клиента. Технологический процесс особо должен быть точным до мельчайших подробностей на массовом предприятии. Именно он занимает решающую роль в проектировании одежды. Так создаются более целесообразные неделимые операции, которые ни в коем случае не нарушают технические условия, а позволяют быстрее создать изделие и дойти до своего заказчика или поступить на свободную продажу. Целью данной курсовой работы является разработка технологической документации для изготовления женского жакета в ателье высшего разряда.
Выбор рациональных способов технологии и технологических режимов производства швейных изделий Выбор объекта для проектирования процесса
Исходными данными для проектирования технологического процесса швейного цеха является технологическая последовательность, составленная на женского жакете в ателье высшего разряда. Для того чтобы написать последовательность, необходимо выбрать модель проектируемую в курсовом проекте. При выборе женского жакета должны быть учтены особенности типов предприятий по категориям и видам услуг. Для проектирования модели высшего разряда должны обладать оригинальностью, более высоким художественным оформлением. Техническое описание модели. Женский жакет прилегающего силуэта, для средней и старшей возрастной группы, с потайной центральной бортовой застежкой на 2 обметанные петли 2 пуговицы. На полочке есть выточки от линии груди до низа изделия. Карман «листочка» с втачными концами располагается на левой стороне полочки. Воротник – лацкан. Рукава жакета втачные, двухшовные, с манжетами. Спинка жакета имеет средний шов и настрочные рельефы от проймы до низа изделия. Жакет выполнен на подкладке. Рекомендуемые размеры: 168 – 92. Эскиз модели представлен на рисунке 1
Рис. 1
Типовая последовательность сборки верхней одежды при изготовлении по индивидуальным заказам
Плечевые изделия | ||||||||||||||||||
|
Начальная обработка основных деталей | ® |
Временная сборка изделия | ® |
Примерка изделия | ® | Уточнения изделия после примерки | ® | ||||||||||||
|
Обработка карманов | ® |
Обработка бортов | ® |
Обработка воротника | ® |
Обработка рукавов | ® | ||||||||||||
|
Обработка и соединение |
Окончательная | ||||||||||||||||||
|
Подкладки с верхом изделия |
Отделка | ||||||||||||||||||

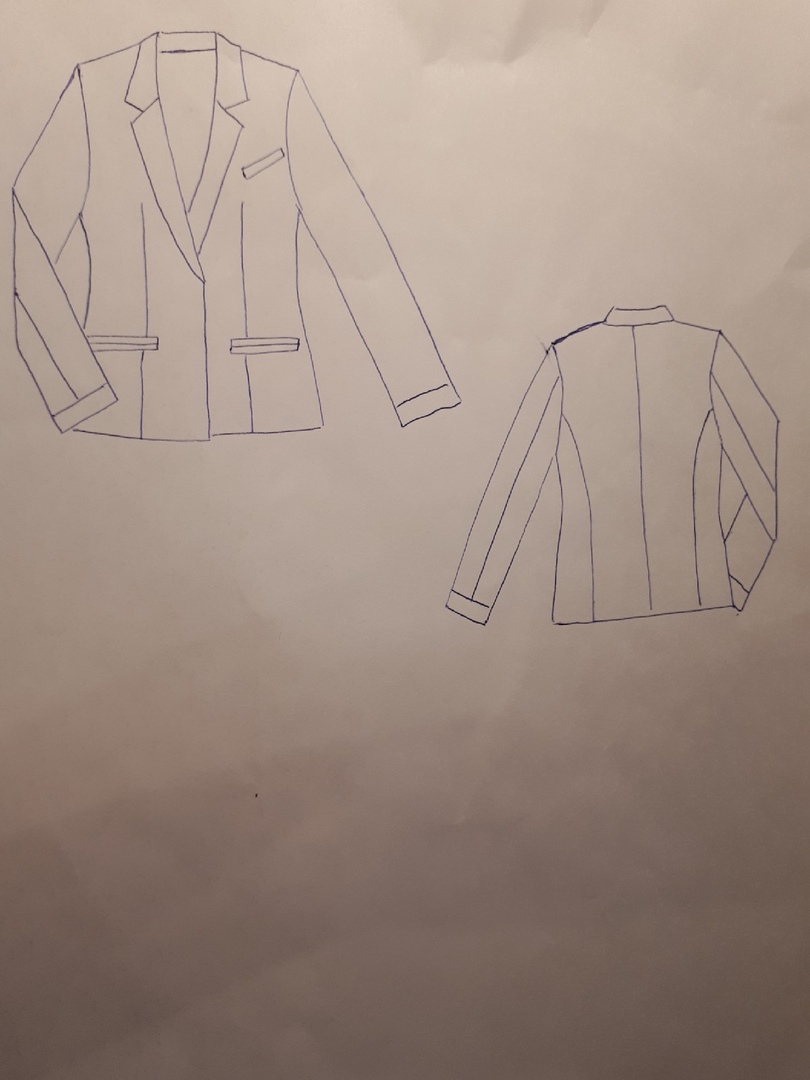
Схема №2
Предварительный расчет технологического процесса
В предварительном расчете определяются следующие показатели проектируемого процесса: такт процесса, выпуск изделий в смену (по процессу в целом и по секциям), расчетная численность портных в секциях процесса, такт процесса в секциях, основное условие согласования по секциям процесса. Однако перед тем, как приступить к расчету показателей проектируемого процесса, необходимо выбрать тип этого процесса.
Типы производственных процессов швейных предприятий можно классифицировать по следующим показателям:
1) форме организации труда;
2) мощности;
3) специфике производства;
4) предметной специализации (количеству одновременно изготовляемых видов изделий);
5) структуре (количеству секций процесса);
6) уровню использования техники;
7) организационной форме процесса (потока)
8) уровню использования внутрипроцессного транспорта;
9) преемственности смен;
10) способу подачи изделий на рабочие места;
11) направлению движения вдоль агрегатов;
12) количеству линий процесса;
13) способу запуска.
Проектируется процесс швейного цеха единичного типа производства с бригадной формой организации труда, средней мощности, данное предприятие специализируется на изготовление верхней одежды. Предметная специализация – индивидуальный пошив. Процесс изготовления одежды проектируется по секциям. Каждая бригада портных в швейном цехе представляет собой два агрегата: первый агрегат бригады – секция по подготовке изделия к примерке, второй – дошив изделия после примерки и окончательная отделка и ВТО изделия. Используется оборудование последнего поколения. Секционная форма процесса. Процесс сменный (съемный). В зависимости от последовательности расположения рабочих мест и направления движения изделий вдоль агрегатов процесс относится к однолинейному двухрядному преимущественно с зигзагообразным движением деталей. Применяется штучный способ подачи изделий на рабочие места.Процесс со свободным ритмом с механизированной транспортировкой деталей и полуфабриката.
Последовательность предварительного расчета процесса включает в себя расчеты по секциям (для бригад средней и большой мощности) и расчеты только в целом по процессу, без выделения рабочих в секции (для бригад малой мощности).
Такт процесса  , ввиду равномерной загрузки каждой организационной операции, может быть рассчитан по формуле:
, ввиду равномерной загрузки каждой организационной операции, может быть рассчитан по формуле:
 = 590,475 / 7 =84,3 (2)
= 590,475 / 7 =84,3 (2)
где Тизд. - время на обработку изделия, мин.;
Nраб. - число рабочих в бригаде рассчитываемого процесса.
Выпуск изделий в процессе рассчитывают по формуле:
 = 480 / 84,3 = 5,7 (3)
= 480 / 84,3 = 5,7 (3)
гдеR - продолжительность рабочей смены, мин. (480 мин.);
- такт процесса, мин.
Численность рабочих по секциям процесса рассчитывается, исходя из такта процесса и времени обработки изделия по секциям. В процессах изготовления легкой одежды по индивидуальным заказам обычно проектируют две секции: секцию подготовки изделия к примерке и секцию обработки изделия после примерки. Численность рабочих в первой секции рассчитывается по формуле:
 = 170,479 / 84,3 = 2,02
= 170,479 / 84,3 = 2,02
N2 = 419,996 / 84,3 = 4,98
(4)
где Т1- время на подготовку изделия к примерке, мин.
Аналогично можно рассчитать численность портных во второй секции, N2.
Далее в предварительном расчете процесса определяют основное условие согласования:
tорг. = (0,9ё1,1) Краб. = (0,9ё1,1) *84,3*1 = 75,87ё92,73
(5)
где Краб. - коэффициент кратности организационной операции, т. е. число рабочих, выполняющих данную организационную операцию.
Равномерность загрузки процесса определяется коэффициентом согласования. Для проверки загрузки секций процесса его рассчитывают по процессу в целом и по секциям по формуле

Кс1 = 2,02 / 2 = 1,01
Кс2 = 4,9 / 5 = 0,99
(6)
где Nр. - расчетная численность портных;
Nф. - фактическая численность портных.
Для равномерной загрузки всех секций процесса коэффициент согласования в каждой из них должен быть в пределах от 0,98 до 1,02.
Кс = 0,98 … 1,02
Если это условие выполняется, то можно говорить о равномерной загрузке рабочих в каждой секции относительно процесса в целом.
Расчеты такта и численности рабочих в секциях бригады выполняются до получения оптимальной численности, удовлетворяющей коэффициенту согласования по секциям процесса.
Условия согласования определяются по всему процессу. Полученные результаты сводятся в таблицу 10.
Таблица 10 – Расчет условий согласования по секциям процесса
| Наименование секции | Такт, мин. | Основное условие согласования |
| 1 | 2 | 3 |
| Секция по подготовке к первой примерке | 84,3 | 75,87ё92,73 |
| Дошив изделия после примерки, окончательная отделка и ВТО изделия | 84,3 | 75,87ё92,73 |
Рассчитывают длины двухрядных агрегатов по формуле:

Lарг. = (7*1,2*1,2) / 2 = 5,04
(9)
где N - численность рабочих в бригаде, чел.;
 - длина рабочего места, м (1,1м - для платьевого ассортимента, 1,2 м - для костюмного ассортимента; 1,3 м для пальтового ассортимента;
- длина рабочего места, м (1,1м - для платьевого ассортимента, 1,2 м - для костюмного ассортимента; 1,3 м для пальтового ассортимента;
кр.м.. - средний коэффициент, определяющий число рабочих мест, приходящихся на одного рабочего (для брюк, платья, блузки, сорочек кср=1,1; для пальто и костюмов кср = 1,2).
Следует также выделить агрегат централизованной секции специального оборудования, которая также проектируется в виде агрегата (двухрядного или однорядного).
Должен быть рассчитан выпуск изделий в смену, М, шт., по формуле

М = (480*7) / 590,475 = 5,7 (6 изделий в смену)
(10)
гдеR - продолжительность рабочей смены, мин. (480 мин.);
N– число рабочих процесса, чел.
Т- затрата времени на единицу изделия с корректировкой по мощности бригад.
Секция
| № операций |
Вид работы
Разряд
Время
Расчетное число рабочих
Оборудование, инструмент
1
84,746
1
Игла, наперсток, ножницы, мел, линейка
| 1 | Проверить наличие всех деталей кроя | Р | 3 | 1,540 |
| - |
| 177 | Удалить нитки сметывания вытачек передних | Р | - | 0,515 |
| Колышек, ножницы |
| 244 | Разрезать отверстие для кармана и подрезать шов притачивания листочки в углах, выправить листочку, заправляя шов притачивания внутрь листочки | Р | 3 | 1,280 |
| Ножницы |
| 245 | Отвернуть подкладку кармана на изнанку переда | Р | 3 | 0,309 |
| - |
| 247 | Вывернуть вторую часть подкладки кармана на изнанку переда | Р | 3 | 0,309 |
| |
| 252 | Удалить нитки приметывания листочки к переду | Р | - | 0,300 |
| Колышек, ножницы |
| 176 | Стачать вытачки подкладывая полоску ткани, сметанные, нагрудной длинной, см: свыше 20 | М | 3 | 2,000 |
| JOYEE JY-D852/ D882-5-D3 |
| 246 | Притачать вторую часть подкладки кармана к шву притачивания листочки с одновременным притачиванием подлисточки (строчку прокладывают со стороны изнанки переда на расстоянии 0,2 см от шва притачивания листочки) | М | 3 | 0,987 |
| JOYEE JY-D852/ D882-5-D3 |
| 249 | Стачать подкладку кармана, закрепляя углы | М | 4 | 1,120 |
| JOYEE JY-D852/ D882-5-D3 |
| 735 | Стачать передние срезы рукавов верха | М | 3 | 1,510 |
| JOYEE JY-D852/ D882-5-D3 |
| 840 | (Начало обработки соответственно операции № 815) Стачать боковые края манжет | М | 4 | 0,890 |
| JOYEE JY-D852/ D882-5-D3 |
| 1122 | Стачать подворотник из частей | М | 3 | 1,340 |
| JOYEE JY-D852/ D882-5-D3 |
| 231а | Соединить (приклеить) перед верха с прокладкой из материалов с односторонним клеевым покрытием | Пр | 3 | 5,830 |
| Aurora SR-300 |
| 815а | Проложить прокладку из материала с односторонним клеевым покрытием в манжеты | Пр | 4 | 0,595 |
| Aurora SR-300 |
| 1134 | соединить подворотник с прокладкой из материала с односторонним клеевым покрытием нестеганой | Пр | 4 | 0,892 |
| Aurora SR-300 |
| 652-654а | Проложить кромку с односторонним клеевым покрытием по краю пройм спинки в изделиях с втачными рукавами | У | 3 | 1,320 |
| MIE Stiro 1200 |
| 546-549а | Проложить кромку из ткани с односторонним клеевым покрытием по линии сгиба лацканов (кроме изделий с застежкой доверху) | У | 3 | 1,270 |
| MIE Stiro 1200 |
| 179 | Разутюжить или заутюжить вытачки, одновременно разутюживая надсеченный отрезок ткани, нагрудные,длинной см: свыше 20 | У | 3 | 3,120 |
| MIE Stiro 1200 |
| 221 | Сутюжить детали переда верха для образования выпуклости в области груди | У | 4 | 9,980 |
| MIE Stiro 1200 |
| 222 | Выполнить оттяжку и сутюжку на отдельных участках переда, указанных закройщиком (если форма изделия не достигается полностью конструктивным путем) | У | 4 | 3,490 |
| MIE Stiro 1200 |
| 233а | Приклеить прокладку из материала с односторонним клеевым покрытием на листочку со стороны изнанки | У | 4 | 0,642 |
| MIE Stiro 1200 |
| 243 | Разутюжить шов притачивания листочки | У | 3 | 0,871 |
| MIE Stiro 1200 |
| 253 | Приутюжить верхний карман в готовом виде | У | 3 | 0,992 |
| MIE Stiro 1200 |
| 734 | Оттянуть передние края верхних половинок рукавов | У | 3 | 2,050 |
| MIE Stiro 1200 |
| 736 | Разутюжить передние швы рукавов верха | У | 3 | 1,670 |
| MIE Stiro 1200 |
| 841 | Разутюжить боковые края манжет | У | 3 | 1,110 |
| MIE Stiro 1200 |
| 843 | Приутюжить манжеты | У | 4 | 2,400 |
| MIE Stiro 1200 |
| 1123 | Разутюжить швы стачивания частей подворотника | У | 3 | 1,010 |
| MIE Stiro 1200 |
| 1134 | соединить подворотник с прокладкой из материала с односторонним клеевым покрытием нестеганой | У | 4 | 1,820 |
| MIE Stiro 1200 |
| 180 | Сметать рельефы или части детали от плечевого среза или среза проймы до низа изделия на спинке: прямые | РС | 4 | 5,840 |
| Игла, напёрсток, ножницы |
| 685 | Сметать боковые срезы полочек и спинки без рисунка ткани | РС | 4 | 3,700 |
| Игла, напёрсток, ножницы |
| 686 | Заметать боковые швы верха к примерке или настрачивания | РС | 4 | 2,870 |
| Игла, напёрсток, ножницы |
| 842 | Перегнуть манжеты вдоль посередине изнаночной стороной внутрь и заметать | РС | 4 | 2,200 |
| Игла, напёрсток, ножницы |
| 1116 | Сметать плечевые швы верха в изделии: не соединенном с утепляющей прокладкой | РС | 4 | 2,860 |
| Игла, напёрсток, ножницы |
| 1117 | Заметать плечевые швы к примерке | РС | 4 | 2,170 |
| Игла, напёрсток, ножницы |
| 1288 | Вметать подворотник в горловину, одновременно сметывания подборта с верхним воротником по линии раскепов | РС | 4 | 5,110 |
| Игла, напёрсток, ножницы |
| 718 | Наметить линию обрезки низа параллельно нанесенной линии подгиба низа и подрезать низ изделия: прямого | РС | 5 | 2,860 |
| Вспомогательные лекала, мел, ножницы |
| 720 | Перегнуть на изнанку и заметать припуск на подгиб низа изделия: прямого | РС | 4 | 3,150 |
| Игла, напёрсток, ножницы |
| 4 | Написать номер заказа на 2-х талонах,предварительно отрезав их | РС | 4 | 0,871 |
| Карандаш, ножницы |
| 5 | Пришить талоны с номером заказа к правой детали переда и к верхней половине правого рукава | РС | 4 | 1,030 |
| Игла, напёрсток, ножницы |
| 6 | Очистить изделие и сдать для проведения примерки | РС | 3 | 1,910 |
| Манекен, колышек, ножницы, щетка |
| 2 |
85,733 |
1,01 | Манекен, колышек, ножницы, щетка, игла, наперсток, ножницы, мел, вспомогательные лекала, утюг, пресс, швейная машина | |||
|
|
Итого по 1 секции |
170,479 |
2,01 | Манекен, колышек, ножницы, щетка, игла, наперсток, ножницы, мел, вспомогательные лекала, утюг, пресс, швейная машина |
Секция
| 9 | Наметить, восстанавливая, меловые линии проймы на преде, нанесенные закройщиком | РС | 5 | 0,275 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии одну контрольную, нанесенные закройщиком | РС | 5 | 0,109 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии вытачки, длиной свыше 20 см, нанесенные закройщиком | РС | 5 | 0,463 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии рельефов или соединения частей спинки в долевом направлении от плечевого края или линии проймы до низа изделия, нанесенные закройщиком | РС | 5 | 0,714 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии локтевых швов на нижних половинках рукавов, нанесенные закройщиком | РС | 6 | 0,345 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии проймы на спинке, нанесенные закройщиком | РС | 5 | 0,159 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии перегиба лацкана, нанесенные закройщиком | РС | 5 | 0,100 |
| Мел, линейка |
| 9 | Наметить, восстанавливая, меловые линии полузаноса, нанесенные закройщиком | РС | 5 | 0,195 |
| Мел, линейка |
| 9 | Наметить, восстанавливая, меловые линии карманов прорезных, нанесенные закройщиком | РС | 5 | 0,203 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии боковых швов на переде, нанесенные закройщиком | РС | 5 | 0,388 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии боковых швов на спинке, нанесенные закройщиком | РС | 5 | 0,388 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии плечевых швов на переде, нанесенные закройщиком | РС | 5 | 0,116 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии плечевых швов на спинке, нанесенные закройщиком | РС | 5 | 0,116 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии низа на переде, нанесенные закройщиком | РС | 5 | 0,207 |
| Вспомогательное лекало, линейка, мел |
| 9 | Наметить, восстанавливая, меловые линии низа на спинке, нанесенные закройщиком | РС | 5 | 0,175 |
| Вспомогательное лекало, линейка, мел |
| 10 | Перебить восстановленые меловые линии на детали второй половины изделия | РС | 4 | 1,480 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии плечевых швов на переде, переведенные на детали второй половины изделия | РС | 3 | 0,115 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии низа на переде, переведенные на детали второй половины изделия | РС | 3 | 0,206 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии рельефов или соединения частей спинки в долевом направлении от плечевого края или линии проймы до низа изделия, переведенные на детали второй половины изделия | РС | 4 | 0,711 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии локтевых швов на нижней половинке рукава, переведенные на детали второй половины изделия | РС | 4 | 0,343 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии вытачки, длиной свыше 20 см, переведенные на детали второй половины изделия | РС | 4 | 0,461 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии прорезных карманов, переведенные на детали второй половины изделия | РС | 4 | 0,201 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии полузаноса, переведенные на детали второй половины изделия | РС | 4 | 0,194 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии перегиба лацкана, переведенные на детали второй половины изделия | РС | 4 | 0,100 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии боковых швов на переде, переведенные на детали второй половины изделия | РС | 4 | 0,386 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии боковых швов на спинке, переведенные на детали второй половины изделия | РС | 4 | 0,386 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии плечевых швов на спинке, переведенные на детали второй половины изделия | РС | 4 | 0,115 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии низа на спинке, переведенные на детали второй половины изделия | РС | 4 | 0,175 |
| Вспомогательное лекало, линейка, мел |
| 11 | Обвести мелом линии проймы на спинке, переведенные на детали второй половины изделия | РС | 4 | 0,158 |
| Вспомогательное лекало, линейка, мел |
| 12 | Проложить нитки по намеченным меловым линиям проймы на переде | РС | 3 | 0,997 |
| Игла, напёрсток, ножницы |
| 12 | Проложить нитки по намеченным меловым линиям проймы на спинке | РС | 3 | 0,577 |
| Игла, напёрсток, ножницы |
| 12 | Проложить нитки по намеченным меловым линиям рельефов или соединения частей спинки в долевом направлении от плечевого шва или линии проймы до низа изделия | РС | 3 | 2,060 |
| Игла, напёрсток, ножницы |
| 12 | Проложить нитки по намеченным меловым линиям низа на спинке | РС | 3 | 0,505 |
| Игла, напёрсток, ножницы |
| 12 | Проложить нитки по намеченным меловым линиям локтевых швов на нижней половинке рукавов | РС | 3 | 0,993 |
| Игла, напёрсток, ножницы |
| 12 | Проложить нитки по намеченным меловым линиям полузаноса | РС | 3 | 0,709 |
| Игла, напёрсток, ножницы |
| 12 | Проложить нитки по намеченным меловым линиям боковых швов на переде | РС | 3 | 1,120 |
| Игла, напёрсток, ножницы |
| 12 | Проложить нитки по намеченным меловым линиям боковых швов на спинке | РС | 3 | 1,120 |
| Игла, напёрсток, ножницы |
| 12 | Проложить нитки по намеченным меловым линиям плечевых швов на переде | РС | 3 | 0,420 |
| Игла, напёрсток, ножницы |
| 12 | Про
|
|||||
|
|
Последнее изменение этой страницы: 2019-12-14; просмотров: 1218; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.68.29 (0.025 с.) |



