
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
автоматизации процессов инструментообеспечения.Содержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
Эффективность эксплуатации АСС во многом зависит от организации, конструкции и качества работы системы диагностики, состояния режущего инструмента (СДРИ). Основные требования к СДРИ и к индикатору контакта (косвенный контроль размерного износа инструмента или же прямой контроль инструмента) определяются на основании анализа параметров действующих АСС и классификатора существующих устройств контроля состояния режущего инструмента. 1. СДРИ должна включать в себя следующие датчики: тензометрические (втулки или подшипники) в опорах ходовых винтов приводов продольной и поперечной подачи и в опорах шпиндельного узла; шунты в электрических цепях приводов подачи и главного привода (токовые датчики); пьезоэлектрические датчики виброакустической эмиссии; видеокамеру на ПЗС (приборах зарядовой связи). Состав СДРИ может уточняться в зависимости от конкретного типа оборудования. 2. СДРИ должна обеспечивать задание параметров для диагностики режущего инструмента, дифференцированных в зависимости от типа инструмента и режимов резания, на которых осуществляется обработка этим инструментом. Параметры диагностики должны быть разделены на группы в зависимости от их физического смысла и частоты использования: настроечные параметры, которые обеспечивают электрическую стыковку с гибким производственным модулем (ГПМ) и изменяются оператором ГПМ очень редко; инструментальные данные, которые изменяются или вновь задаются при изменении инструментальной наладки; данные кадров программы контроля для СДРИ, которые содержат информацию о каждом контролируемом проходе обработки и изменяются при отладке и работе очень часто. Параметры диагностики должны вводиться в СДРИ либо с клавиатуры, расположенной на передней панели СДРИ, либо передаваться по каналам электроавтоматики из управляющей программы (УП) устройства числового программного управления (УЧПУ) станком (в зависимости от конфигурации УЧПУ и СДРИ). 3. При обнаружении хотя бы одного из перечисленных отказов СДРИ должна выдавать на выходные разряды (клеммы) сигналы, дифференцированные в зависимости от вида отказа. Допустимо использование различных разрядов (клемм) для разных выходных сигналов об отказе режущего
инструмента. 4. Клавиатура и дисплей СДРИ должны быть расположены на одном расстоянии от пола с клавиатурой и дисплеем УЧПУ для обеспечения удобства работы с СДРИ. 5. В СДРИ необходимо предусмотреть следующие режимы работы: обучение, контроль, автономный. В режиме обучения СДРИ осуществляет запись в память значений нагрузки (крутящего момента приводов, составляющих силы резания, уровня виброакустической эмиссии и др.) на проходах, отмеченных в УП свободно программируемыми М-командами. В режиме контроля СДРИ осуществляет диагностирование отказов режущего инструмента по результатам опроса всех датчиков системы и выдачу на выходные разряды (клеммы) дифференцированного (в зависимости от вида отказа) выходного сигнала. В автономном режиме СДРИ обеспечивает возможность отладки параметров диагностики. В режиме обучения СДРИ обеспечивает возможность имитации процесса диагностики режущего инструмента при моделировании различных отказов инструмента. 6. Во всех режимах работ СДРИ должна иметь защиту «от дурака», т. е. блокировать все неправильные нажатия на клавиатуру, а при последовательном трехкратном неправильном нажатии на клавиатуру запрашивать цифровой или символьный пароль, без ввода которого блокируется дальнейшая работа СДРИ в режимах обучение и контроль. 7. Индикатор контакта должен состоять из интерфейса связи с УЧПУ, измерительных головок (ИГ) для измерения детали и инструментов, приемопередающего модуля (индуктивного или на инфракрасных лучах) и программного обеспечения, поставляемого вместе с УЧПУ или с индикатором контакта. 8. Индикатор контакта должен быть укомплектован щупами различной длины и конфигурации с наконечниками из твердого сплава или из синтетического материала повышенной твердости (типа искусственного рубина). В автоматическом цикле контроля детали на станке в инструментальной наладке следует предусмотреть соответствующее количество измерительных головок. 9. Индуктивный приемник информации должен располагаться на неподвижной части револьверной головки ГПМ с минимальным зазором относительно измерительной головки, определяемым поперечным биением поворотной части револьверной головки. Приемник информации должен быть защищен от попадания СОЖ.
10. Индикатор контакта должен отвечать требованиям, отраженным в табл. 3.3. 70. Размерные связи процесса изготовления деталей Изготовление деталей машин прежде всего должно обеспечивать их требуемое качество, количество и сроки изготовления при минимальных затратах. Качество деталей машин описывается двумя группами параметров: параметрами свойств материалов (прочность, твердость и т.д.); размерными параметрами (размеры деталей, отклонения формы, параметры шероховатости). Взаимосвязь размеров и свойств реализуется при проектировании машины, как правило, расчетом номинальных размеров исходя из выбранных свойств. Допуски размеров определяют из размерного анализа конструкции с учетом выбранного МТД замыкающего звена, возможностей достижения точности размеров при сборке, а также с учетом достижимой точности получения размеров деталей при изготовлении с минимальными затратами. При автоматическом процессе изготовления деталей существуют различные размерные связи, которые можно подразделить на три группы: установочные, операционные, межоперационные. Установочные размерные связи действуют в процессе автоматической установки заготовок в приспособления, кассеты, на станки, в измерительные машины или приспособления и т.д. Установочные размерные связи, как правило, не влияют на достижение качественных показателей изделия, но определяют возможность автоматического транспортирования заготовок, загрузки и выгрузки станков. Исходными или замыкающими звеньями установочных размерных связей являются допустимые отклонения расположения технологических баз заготовки и исполнительных поверхностей приспособления, при которых возможно осуществить автоматическую установку заготовки. Составляющими звеньями установочных размерных связей являются размеры заготовки, приспособления, которые выявляются при построении размерных цепей по общей методике размерного анализа конструкции. Установочные размерные связи аналогичны сборочным размерным ' связям и рассчитываются точно так же. Операционные размерные связи возникают в процессе получения каждого размера детали при изготовлении ее с помощью какой-либо технологической системы. Замыкающим или исходным звеном является получаемый размер детали — операционный размер. В зависимости от вида размерной связи составляющими звеньями могут быть различные размеры технологической системы: размеры инструмента, станка, приспособления, установочные размеры заготовки, инструмента, приспособления. Установочным размером заготовки, как известно, называют размер (расстояние или поворот), характеризующий положение технологической базы заготовки относительно соответствующей исполнительной поверхности станка или приспособления. Установочным размером инструмента приспособления называют расстояния и повороты, характеризующие положение основных баз инструмента, приспособления относительно исполнительных поверхностей станка. От операционных размерных связей зависят операционные размеры, получаемые размеры детали, настроечные размеры станка, режущего инструмента и приспособления, которые необходимо обеспечить при технологической подготовке производства. Настроечные размеры обеспечиваются выбором соответствующих средств и заданием опре
деленных параметров их настройки. Операционные размерные связи описывают и обеспечивают получение требуемых операционных размеров детали на каждой рабочей позиции автоматической обрабатывающей системы. Межоперационные размерные связи объединяют в единое целое весь технологический процесс изготовления детали, связывая различные операционные размеры детали, с размерами заготовки и припусками на обработку. Межоперационные размерные связи описывают все этапы преобразования размеров от заготовки до детали. Замыкающими звеньями межоперационных размерных цепей являются припуски на обработку и те размеры детали, которые непосредственно не получаются как операционные размеры ни на одной из операций технологического процесса. Составляющими звеньями межоперационных размерных цепей являются операционные размеры детали, получаемые на операциях технологического процесса, и размеры заготовки. Операционные и межоперационные размерные связи называют технологическими размерными связями. 72 Виды обеспечения САПР При разработке, внедрении, эксплуатации любой САПР, в том числе и САПР ТП следует иметь в виду, что эта работа требует многогранного (всестороннего) подхода к данной проблеме. Поэтому необходимо рассматривать,по крайней мере, следующие виды обеспечения (по – другому стороны, грани) САПР: техническое;программное;методическое; математическое;информационное;лингвистическое;организационное.Данные виды обеспечения САПР расположены здесь и рассматриваются ниже не в порядке их важности (приоритетности), а в порядке их перечисления.Техническое обеспечение САПРОснову технического обеспечения САПР составляет, как правило, персональный компьютер. Конструктивно он представляет собой системный блок, состоящий из корпуса с блоком питания, в котором установлены: материнская плата с процессором, оперативной памятью, видеокартой (видеоплатой), при необходимости звуковой картой и сетевой картой; жесткий диск (винчестер); привод для компакт – дисков; привод для дискет. Кроме этого в состав компьютера обязательно входит монитор (дисплей), клавиатура, манипулятор «мышь». Это основные устройства компьютера. Кроме них применяются периферийные устройства: принтер, плоттер, звуковые колонки, микрофон, цифровой фотоаппарат, цифровая видеокамера.Пример обозначения параметров компьютера: Intel Pentium 4 – 1700 MHz/128 Mb DDR/40 Gb HDD/32 Mb Video/52x CD – ROM/FDD 1,44 Mb/Монитор 17’’/Клавиатура/Мышь.Здесь: Intel Pentium 4 – тип процессора; 1700 MHz – его тактовая частота в мегаГерцах; 128 Mb – объем оперативной памяти в мегаБайтах; DDR – тип оперативной памяти; 40 Gb – объем винчестера в гегаБайтах; 32 Mb – объем видеопамяти (видеокарты); 52х CD – ROM – наличие и характеристика привода для компакт – дисков; FDD 1,44 Mb – наличие привода для дискет и объем дискеты; Монитор 17’’ – наличие монитора с размером экрана 17 дюймов по диагонали; Клавиатура/Мышь – наличие клавиатуры и мыши.
На практике в настоящее время широко применяются локальные вычислительные сети (ЛВС). Это принадлежащая одной организации коммуникационная система, связывающая различные аппаратные средства: компьютеры, принтеры, плоттеры. Слово «локальная» указывает на близость расположения компьютеров. Диапазон действия ЛВС колеблется от нескольких метров до 8 – 10 км.ЛВС предоставляет пользователям следующие возможности: обмен информацией (сообщениями электронной почтой, файлами текстовых документов, чертежей и программ); разделение ресурсов компьютеров, т.е. совместное использование баз данных и программ, хранящихся на любом из компьютеров сети (либо на удаленном мощном компьютере – сервере с жестким диском большой емкости); вывод информации, например, на дорогостоящий лазерный принтер или плоттер, подключенный только к одному из компьютеров сети.ЛВС состоит из следующих основных элементов: файлового сервера; рабочих станций; сетевой операционной системы; несущей среды (кабелей), сетевых карт и других аппаратных средств. Сервер – это мощная ПЭВМ, на жестком диске которой хранятся прикладные программы, базы данных и т.д., необходимые для работы пользователей сети. Сервер, предназначенный только для обслуживания сетевых запросов, называется выделенным. При генерации (установке) сети можно сформировать и совмещенный сервер, на котором можно работать как на рабочей станции. Рабочие станции – подключенные к сети ПЭВМ, на которых работают отдельные пользователи.Каждая рабочая станция и сервер в ЛВС должны иметь специальное программное обеспечение: сетевую оболочку или операционную систему.Кабель в ЛВС определяет физическую среду передачи информации. Существует три типа кабелей: Витая пара (физически этот кабель состоит из четырех витых пар в оплетке, одна пара используется для передачи информации в одном направлении, вторая – в другом направлении, две оставшиеся пары предназначены для передачи служебных сообщений по сети, на практике иногда они не используются). Коаксиальный (типа телевизионного). Волоконно – оптический (физически это кварцевая нить в полимерной оплетке, оплетка предназначена для придания гибкости кабелю; передача информации по кабелю производится световыми излучениями с разной длиной волны, за счет чего образуется ряд информационных каналов). Скорость передачи информации – важнейший показатель эффективности сети, она измеряется в Мбит/с, Гбит/с. Скорость передачи информации по витой паре составляет от 10 до 100 Мбит/с, по коаксиальному кабелю – от 0,5 до 10 Мбит/с, по волоконно – оптическому теоретически – сотни Гбит/с, практически – около 2 Гбит/с (за счет более низкой пропускной способности приемных и передающих устройств).Сетевые карты физически могут быть встроены в материнскую плату или устанавливаться в разъемы системного блока компьютера. Их тип определяется выбранной топологией сети.В ЛВС компьютеры располагаются сравнительно недалеко друг от друга. Для связи на большом расстоянии можно использовать аппаратуру обычных телефонных линий, которая, правда, поддерживает относительно низкую скорость передачи информации. Дополнительным устройством при этом является модем. Когда с компьютера информация передается по телефонной линии, передаваемые сигналы подвергаются мод уляции, а когда принимается – дем одуляции. Отсюда название – модем. Назначение модема – замена двоичного сигнала компьютера (сочетания 0 и 1) аналоговым сигналом с частотой, соответствующей рабочему диапазону телефонной линии.
Конструктивно модем – это печатная плата, вставляемая в компьютер или присоединяемая к нему, связанная с кабелем, подключаемым к телефонной розетке.Телефонные сети начинают переводиться на цифровые сигналы, совместимые с сигналами компьютеров. Поэтому необходимость в модемах в перспективе отпадет.Программное обеспечение САПР Программное обеспечение (ПО) САПР – совокупность машинных программ и сопутствующих им эксплуатационных документов, необходимых для выполнения автоматизированного проектирования.ПО подразделяется на общее и прикладное (специальное). В свою очередь, общее ПО можно подразделить на общесистемное программное обеспечение и языки (среды, студии) программирования.Общесистемное ПО служит для организации функционирования технических средств. Его основу составляет операционная система.Операционная система – это комплекс программ, который загружается при включении компьютера. Она производит диалог с пользователем, осуществляет управление компьютером, его ресурсами (оперативной памятью, местом на дисках и т.д.), запускает прикладные программы на выполнение и т.д.Зачем нужна операционная система? Основная причина заключается в том, что элементарные операции для работы с устройствами компьютера и управления его ресурсами – это операции очень низкого уровня. Поэтому действия, которые необходимы пользователю и прикладным программам, состоят из сотен и тысяч таких элементарных операций.Например, накопитель на магнитных дисках «понимает» только такие элементарные операции, как включить/выключить двигатель дисковода, установить читающие головки на определенный цилиндр и т.д. И даже для выполнения такого несложного действия, как копирование файла с дискеты на винчестер или наоборот, необходимо выполнить большое количество элементарных операций. Операционная система скрывает от пользователя эти сложные и ненужные подробности и предоставляет ему удобный интерфейс для работы с компьютером.Персональные компьютеры ранее работали под управлением операционной системы MS DOS фирмы Microsoft Corp. Для еще большего упрощения работы с компьютером раньше применялись операционные программы («оболочки») такие, как Norton Commander и DOS Navigator. В настоящее время используются Windows Commander, FAR manager. Но необходимости в них большой нет, т.к. такие операции, как создание каталогов (папок), копирование файлов и т.д. легко выполняется и средствами операционной системы типа Windows, под управлением которой работают большинство современных персональных компьютеров. Версии этой операционной системы: Windows 3.1, Windows 3.11, Windows 95, Windows 98, Windows 2000, Windows XP.Операционная система типа Windows предоставляет следующие возможности для программистов: Независимость программ от внешних устройств. DOS – программа может работать с аппаратными средствами компьютера (монитором, клавиатурой, принтером и т.д.) непосредственно, минуя DOS. Windows – программа может обращаться к внешним устройствам только через Windows. Это снимает с программиста проблему обеспечения совместимости с конкретными внешними устройствами, т.к. ее берет на себя Windows. Поэтому любая Windows – программа может работать с любым внешним устройством, если с ним может работать Windows. Программы (драйверы) для поддержки наиболее распространенных устройств входят в Windows, а для остальных устройств – поставляются вместе с этими устройствами. Наличие средств для построения пользовательского интерфейса. В Windows входят все необходимые средства для построения пользовательского интерфейса: окон, меню, запросов, списков и т.д. При этом стиль пользовательского интерфейса практически стандартен и считается одним из лучших. Доступность всей оперативной памяти. В отличие от MS DOS средства управления оперативной памятью Windows обеспечивают доступность всей оперативной памяти компьютера (а не только ее части), что облегчает создание больших программ.Другие возможности: обмен данными между приложениями Windows, организация встроенных справочных программ и т.д.Для пользователей Windows предоставляет следующие возможности: Единый пользовательский интерфейс. Т.к. Windows предоставляет программисту все необходимые средства для создания пользовательского интерфейса (окон, меню и т.д.), то программисты пользуются ими, а не изобретают собственные средства. Вследствие этого пользовательский интерфейс Windows – программ в значительной степени унифицирован, и пользователям не требуется изучать для каждой программы новые принципы организации взаимодействия с этой программой. Многозадачность. Windows обеспечивает возможность одновременного выполнения нескольких программ, переключения с одной задачи на другую, управления приоритетами выполняемых программ. 73 Состав и структура САПР Составными частями САПР являются подсистемы. В каждой подсистеме решается функционально законченная последовательность задач.Любая САПР состоит из проектирующих подсистем и обслуживающих подсистем. Проектирующие подсистемы выполняют процедуры и операции получения новых данных. Они имеют объектную ориентацию и реализуют определенный этап проектирования или группу взаимосвязанных проектных задач. Примеры: подсистемы проектирования технологических процессов сборки, механической обработки, расчета режимов резания и т.д. Обслуживающие подсистемы имеют общесистемное применение и служат для обеспечения функционирования проектирующих подсистем, а также для оформления, передачи и вывода результатов проектирования. Примеры: система управления базой данных, подсистемы ввода – вывода данных, документирования и т.д. 74 Методики автоматизированного проектирования технологических процессов
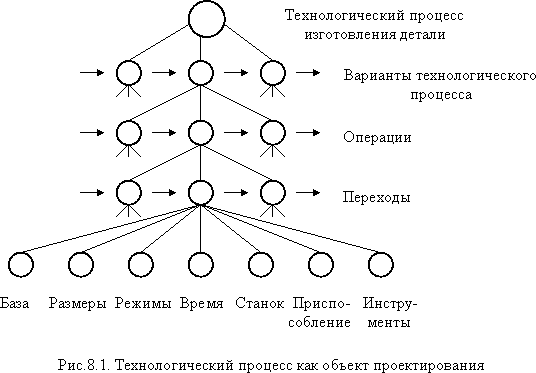
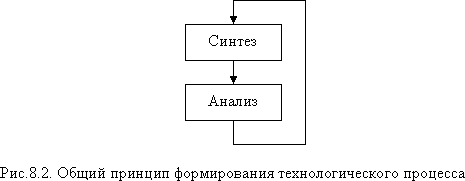
Технологический процесс, как объект проектирования, можно представить в виде иерархической структуры, расчлененной на несколько взаимосвязанных уровней (рис.8.1). В результате такой декомпозиции процесс проектирования технологического процесса сводится к решению задач различной степени детализации на взаимосвязанных уровнях: от формирования состава и структуры маршрута обработки до разработки управляющих программ и расчета режимов резания для обработки отдельных поверхностей. Процесс формирования технологического процесса в общем случае – совокупность процедур структурного и параметрического синтеза с последующим анализом проектных решений (рис. 8.2). Структурный синтез реализуется на уровнях формирования операций и переходов, а параметрический – на уровне выбора базы, определения межпереходных размеров, расчета режимов резания и т.д. (см. рис. 8.1). В зависимости от степени полноты реализации синтеза (главным образом структурного) и анализа можно выделить три основных методики автоматизированного проектирования технологического процесса:Метод прямого проектирования (документированного).Метод анализа (адресации, аналога).Метод синтеза.В реальной САПР технологических процессов может быть реализован один метод или любая комбинация данных методов. Метод прямого проектирования Данный метод предполагает, что подготовка проектного документа (технологической карты) возлагается на самого пользователя, выбирающего типовые решения различного уровня из базы данных в диалоговом режиме.Заранее создается и заполняется технологическая база данных, включающая в себя информацию об имеющихся на предприятии заготовках, станках, приспособлениях, инструментах и т.д. База данных имеет структурированный характер, т.е. четко разделена на разделы, подразделы, страницы, отдельные поля (фразы). Пользователю представляются меню на разных уровнях проектирования для выбора заготовок, операций, станков, приспособлений, переходов, инструментов и т.д. Выбранная пользователем из базы данных информация автоматически заносится в графы и строки шаблона технологической карты. После этого в режиме редактирования информация при необходимости может редактироваться, а затем распечатываться в форме, предусмотренной соответствующим ГОСТом.Метод анализаВ его основе лежат полные типовые решения. Данный метод исходит из того, что структура индивидуального технологического процесса не создается заново. Она определяется в соответствии с составом и структурой одного из унифицированных технологических процессов, т.е. соответствующего типового или группового технологического процесса. Это осуществляется путем анализа необходимости каждой операции и перехода с последующим уточнением всех решений на уровнях декомпозиции «сверху – вниз». Т.о., этот метод воплощает идею «от общего к частному».Этот метод в общем случае реализует следующую схему проектирования: ввод описания чертежа детали – определение конструктивно – технологического кода детали – поиск по коду в базе данных приемлемого унифицированного (типового или группового) технологического процесса – анализ его структуры – доработка в соответствии с описанием чертежа детали – оформление индивидуального технологического процесса. Использование данного метода на этапе разработки и адаптации САПР ТП к условиям конкретного предприятия предполагает большую подготовительную работу. Из множества деталей заводской номенклатуры формируются группы, имеющие общие конструктивно – технологические признаки, способы обработки. Далее возможны два подхода:В каждой группе выбирается деталь – представитель и для нее разрабатывается типовой технологический процесс. Все типовые технологические процессы для всех групп деталей заносятся в ЭВМ. При разработке индивидуального технологического процесса из типового технологического процесса, как правило, исключаются лишние операции и переходы. Иногда, что гораздо реже, недостающие операции и переходы могут добавляться в режиме ручного редактирования технологического процесса. Далее уточняется оборудование, технологическая оснастка, выбираются или рассчитываются режимы резания, рассчитываются нормы времени.Для каждой группы формируется обобщенная модель всех деталей – комплексная деталь. Она включает все многообразие поверхностей рассматриваемой группы. Для комплексной детали разрабатывается унифицированный (групповой) технологический процесс. Он заведомо является избыточным, т.е. содержит операции и переходы по обработке всех деталей группы. Разработка индивидуального технологического процесса заключается в анализе необходимости включения в него операций и переходов из соответствующего группового технологического процесса. Или, другими словами, из группового технологического процесса исключаются лишние операции и переходы (см. рис.8.3). Затем выполняется, как и в первом случае, так называемая параметрическая настройка: уточнение оборудования, технологической оснастки, выбор или расчет режимов резания и т.д.Так, например, в САПР «ТехноПро» (распространяется АО «Топ Системы», г. Москва) применен метод классификации деталей, аналогичный методу групповых технологических процессов и противоположный методу типовых технологических процессов. При использовании типовых технологических процессов детали разбиваются на возможно большее количество групп, для каждой из которых разрабатывается типовой технологический процесс. В ТехноПро напротив, как можно большее количество деталей объединяются в одну группу. По мере расширения группы возрастает гарантия того, что технологические процессы изготовления новых деталей будут автоматически спроектированы ТехноПро. Для автоматического проектирования технологических процессов на основе принципа анализа в ТехноПро необходимо создать базу данных. Для этого нужно сгруппировать детали, в основном по сходству технологии их изготовления. При этом для каждой группы создается общий технологический процесс, который содержит весь перечень операций изготовления всех деталей группы. Для создания общего технологического процесса используются технологические процессы, уже освоенные в производстве. Можно использовать «бумажные» варианты технологических процессов с последующим их «превращением» в электронный вариант или конкретные технологические процессы, созданные в ходе работы с ТехноПро в диалоговом режиме. Создание общего технологического процесса осуществляется в следующей последовательности. Один из технологических процессов группы принимается за базовый и вводится в виде общего технологического процесса (можно скопировать один из конкретных технологических процессов, созданных в ходе работы в ТехноПро в диалоговом режиме). Затем в него добавляются недостающие операции и переходы из других технологических процессов (конкретных технологических процессов). При добавлении выявляются признаки, в зависимости от которых необходимо выбирать ту или иную операцию, переход или маршрут. Проверка каждого из признаков вносится в виде условий в базу ТехноПро. Примерами таких условий являются проверки: вида заготовки, марки или твердости материала детали, габаритов детали, наличия определенных элементов конструкции (поверхностей), их размеров и т.д. После создания общего технологического процесса можно приступать к автоматическому проектированию индивидуальных технологических процессов. 75. Техническое обеспечение САПР Основу технического обеспечения САПР составляет, как правило, персональный компьютер. Конструктивно он представляет собой системный блок, состоящий из корпуса с блоком питания, в котором установлены: материнская плата с процессором, оперативной памятью, видеокартой (видеоплатой), при необходимости звуковой картой и сетевой картой; жесткий диск (винчестер); привод для компакт - дисков; привод для дискет. Кроме этого в состав компьютера обязательно входит монитор (дисплей), клавиатура, манипулятор «мышь». Это основные устройства компьютера. Кроме них применяются периферийные устройства: принтер, плоттер, звуковые колонки, микрофон, цифровой фотоаппарат, цифровая видеокамера. Пример обозначения параметров компьютера: Intel Pentium 4 – 1700 MHz/128Mb DDR/40 Gb HDD/32 Mb Video/52* CD –ROM/FDD 1,44 Mb/ Монитор 17”/Клавиатура/ Мышь Здесь: Intel Pentium 4 - тип процессора; 1700 МНz -/его тактовая частота в мегагерцах; 128 Мb - объем оперативной памяти в мегабайтах; DDR - тип оперативной памяти; 40 Gb объем винчестера в гигабайтах; 32 Мb - объем видеопамяти (видеокарты); 52х СD - RОМ - наличие и характеристика привода для компакт - дисков; FDD 1,44 МЬ - наличие привода для дискет и объем дискеты; Монитор 17" - наличие монитора с размером экрана 17 дюймов по диагонали; Клавиатура/Мыть -наличие клавиатуры и мыши. На практике в настоящее время широко применяются локальные вычислительные сети (ЛВС). Это принадлежащая одной организации коммуникационная система, связывающая различные аппаратные средства: компьютеры, принтеры, плоттеры. Слово «локальная» указывает на близость расположения компьютеров. Диапазон действия ЛВС колеблется от нескольких метров до 8 - 10 км. ЛВС предоставляет пользователям следующие возможности: • обмен информацией (сообщениями электронной почтой, файлами текстовых документов, чертежей и программ); • разделение ресурсов компьютеров, т.е. совместное использование баз данных и программ, хранящихся на любом из компьютеров сети (л.1бо на удаленном мощном компьютере - сервере с жестким диском большой емкости); • вывод информации, например, на дорогостоящий лазерный принтер или плоттер, подключенный только к одному из компьютеров сети. ЛВС состоит из следующих основных элементов: • файлового сервера; • рабочих станций; • сетевой операционной системы; • несушей среды (кабелей), сетевых карт и других аппаратных средств. Сервер - это мощная ПЭВМ, на жестком диске которой хранятся прикладные программы, базы данных и т.д., необходимые для работы пользователей сети. Сервер, предназначенный только для обслуживания сетевых запросов, называется выделенным*— При генерации (установке) сети можно сформировать и совмещенный сервер, на котором можно работать как на рабочей станции. Рабочие станции - подключенные к сети ПЭВМ, на которых работают отдельные пользователи. Каждая рабочая станция и сервер в ЛВС должны иметь специальное программное обеспечение: сетевою оболочку или операционную систему. Кабель в ЛВС определяет физическую среду передачи информации. Существует три типа кабелей: ; 1. Витая пара (физически этот кабель состоит из четырех витых пар в оплетке, одна пара используется для передачи информации в одном направлении, вторая - в другом направлении, две оставшиеся пары предназначены для передачи служебных сообщений по сети, на практике иногда они не используются). 2. Коаксиальный (типа телевизионного). 3. Волоконно - оптический (физически это кварцевая нить в полимерной оплетке, оплетка предназначена для придания гибкости кабелю; передача информации по кабелю производится световыми излучениями с разной длиной волны, за счет чего образуется ряд информационных каналов). Скорость передачи информации - важнейший показатель эффективности сети, она измеряется в Мбит/с, Гбит/с. Скорость передачи информации по витой паре составляет от 10 до 100 Мбит/с, по коаксиальному кабелю - от 0,5 до 10 Мбит/с, волоконно - оптическому теоретически - сотни Гбит/с, практически - около 2 Гбит/с (за счет более низкой пропускной способности приемных и передающих устройств). Сетевые карты физически могут быть встроены в материнскую плату или устанавливаться в разъемы системного блока компьютера. Их тип определяется выбранной топологией сети. В ЛВС компьютеры располагаются сравнительно недалеко друг от друга. Для связи на большом расстоянии можно использовать аппаратуру обычных телефонных линий, которая, правда, поддерживает относительно низкую скорость передачи информации. Дополнительным устройством при этом является модем. Когда с компьютера информация передается по телефонной линии, передаваемые сигналы подвергаются модуляции, а когда принимается - демодуляции. Отсюда название ~ модем. Назначение модема - замена двоичного сигнала компьютера (сочетания 0 и 1) аналоговым сигналом с частотой, соответствующей рабочему диапазону телефонной линии. Конструктивно модем - это печатная плата, вставляемая в компьютер или присоединяемая к нему, связанная с кабелем, подключаемым к телефонной розетке. Телефонные сети начинают переводиться на цифровые сигналы, совместимые с сигналами компьютеров. Поэтому необходимость в модемах в перспективе отпадет. 76. Математическое обеспечение САПР ТП Математическое моделирование при автоматизированном проектировании технологических процессов Выполнение проектных процедур при автоматизированном проектировании основано на оперировании с математическими моделями. Математическая модель технологического процесса – это система математических объектов (чисел, переменных, множеств, графов, матриц и т.д.) и отношений между ними, отражающая некоторые свойства технологического процесса. В САПР технологических процессов находят применение структурно – логические и функциональные математические модели. Структурно – логические математические модели подразделяются на табличные, сетевые и перестановочные. Табличные модели Табличная модель описывает одну конкретную структуру технологического процесса. В табличной модели каждому набору условий соответствует единственный вариант проектируемого технологического процесса. Поэтому табличные модели используют для поиска типовых проектных решений. Пример. При обработке группы деталей
На рис.6.2. представлены табличные модели в виде графов взаимосвязей переходов при обработке деталей На рис.6.2. приняты следующие обозначения: Для представления данных об обработке деталей на данной операции на языке, понятном компьютеру, удобном для программирования, представленная выше инфор
|
|||||||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 512; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.180.147 (0.017 с.) |

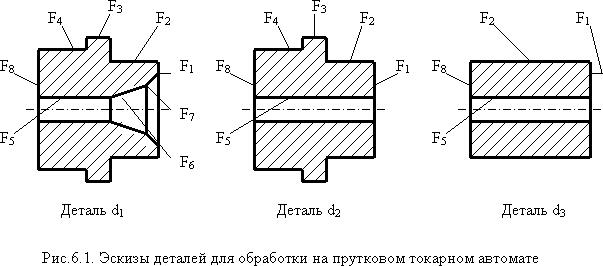
 на прутковом токарном автомате последовательность обработки их поверхностей устанавливается с помощью табличных моделей. Каждая деталь (рис.6.1) имеет поверхности с определенными свойствами
на прутковом токарном автомате последовательность обработки их поверхностей устанавливается с помощью табличных моделей. Каждая деталь (рис.6.1) имеет поверхности с определенными свойствами  :
:


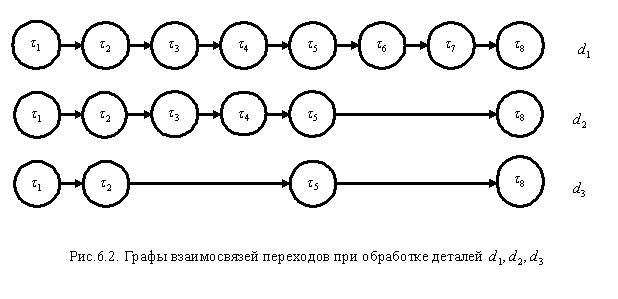
 - операторы (технологические переходы):
- операторы (технологические переходы):  - подрезка торца;
- подрезка торца;  - точение наружной цилиндрической поверхности;
- точение наружной цилиндрической поверхности;  - сверление;
- сверление;  - зенкерование;
- зенкерование;  - зенкование;
- зенкование;  - отрезка.
- отрезка.


