Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Схемы включения и отключения коррекции на инструмент при обработке контураСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Чтобы система ЧПУ успела выполнить смещение относительно запрограммированного контура необходимо добавить к исходной траектории участок подвода. На этом участке происходит включение коррекции. Рис. … позиции 1-2 включение коррекции, позиции 7-8 отключение. Команды G41 и G42 должны программироваться в блоке с линейным перемещением (без резания). Угол перемещения при включении и отключении должен быть равен (или более) 90°. Правильное перемещение по оси при включении коррекции отображено на рис. 26. Если угол меньше 90°, инструмент может быть «заперт». Когда инструмент «заперт», он не достигает запрограммированной конечной точки. Неправильное перемещение по оси при включении коррекции и «запирание инструмента» рис. 27.
Рис. 26. Правильная схема включения и отключения коррекции на радиус инструмента.
Рис. 27. Неправильная схема включения и отключения коррекции на радиус инструмента.
Для отключения коррекции запрограммируйте G40 вместе с линейным перемещением (без резания) от заготовки. При работе с коррекцией на радиус инструмента есть ряд ограничений. Если запрограммированный радиус окажется меньше значения радиуса инструмента в корректоре, то система ЧПУ может выдать сообщение об ошибке.
Использование подпрограмм Посредством функции подпрограммы основная (главная) УП может вызывать из памяти другую программу (подпрограмму) и выполнить ее определенное число раз. Если УП содержит часто повторяемое действие или работает по определенному шаблону, то использование подпрограмм позволяет упростить программу обработки и сделать ее гораздо меньше в размере.
M98 P L P = имя подпрограммы. L = число повторов.
Пример: …….. M98 P0055 L5; Вызов подпрограммы 55, 5 раз …….. Большим преимуществом от использования подпрограмм является возможность удобной и эффективной работы с массивами.
Пример:
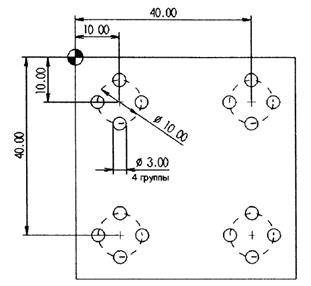
Рассмотрим работу этих программ. Обе эти программы необходимо записать в память ЧПУ. Выбрать программу О0098 и нажать кнопку «Старт цикла». Главная программа работает с абсолютными координатами и перемещает инструмент последовательно в центр каждой из четырех групп отверстий. Когда ЧПУ встречает кадр с М98 Р1000, то происходит передача управления подпрограмме с номером О1000. В этот момент инструмент уже находиться в центре группы отверстий. Происходит переключение в режим относительных координат и вызов цикла сверления. После завершения сверления 4-х отверстий одной группы выключаем цикл и переходим в режим абсолютных координат, чтобы правильно выполнить позиционирование в главной программе. Код М99 передает управление кадру главной программы, который следует за кадром, вызвавшим эту подпрограмму. Затем описанный выше алгоритм повторяется и так да завершения программы.
Режим масштабирования Режим масштабирования позволяет программисту изменить масштабный коэффициент, для координатных осей станка X,Y и Z. Масштабный коэффициент 1 – значение по умолчанию. Масштабный коэффициент более “1” приводит к увеличению (масштаба) системы координат, а масштабный коэффициент менее 1 приводит к уменьшению (масштаба) системы координат. Режим масштабирования отменяется командой G50, а запускается командой G51. Единый масштабный коэффициент можно применить на все оси (Х, Y и Z), а независимые (отдельные) масштабные коэффициенты можно применить на каждую ось. Применение одного масштабного коэффициента для нескольких осей рассматривается как однородное (равномерное) масштабирование (изменение масштаба). Использование отдельного коэффициента для каждой оси рассматривается как независимое масштабирование. Независимое масштабирование также позволяет программисту зеркально отображать траекторию перемещения инструмента на одной или более осях.
Однородное масштабирование Позиции A1- D1 представляют собой местоположения координат перед активизированием масштабирования (масштабный коэффициент = 1). Позиции A2 - D2 - положения координат после активизирования (масштабный коэффициент = 2). Заметьте различные местоположения координат, основанные на различном местоположении центральной точки масштабирования, обозначенной CP рис. 28.
G51 X Y Z P X = координата по оси X для центральной точки. Y = координата по оси Y для центральной точки. Z = координата по оси Z для центральной точки. P = коэффициент масштаба для всех осей.
Рис. 28. Однородное масштабирование.
Если координаты оп осям Х, Y и Z опущены в строке команды, для пропущенной оси будет использоваться текущее положение. Если в координатной строке опускается слово Р, будет использоваться значение в параметре 731.
Независимое масштабирование Независимое масштабирование также позволяет получить зеркальное отображение с использованием отрицательных масштабных коэффициентов. G51 X Y Z I J K X = координата по оси X для центральной точки. Y = координата по оси Y для центральной точки. Z = координата по оси Z для центральной точки. I = коэффициент масштаба для оси X. J = коэффициент масштаба для оси Y. K = коэффициент масштаба для оси Z.
Масштабные коэффициенты для увеличения Запрограммированные координаты A1- D1 имеют масштабный коэффициент 1. Масштабный коэффициент X = b+a. Масштабный коэффициент Y = d+c рис. 29. Масштабные коэффициенты для уменьшения Запрограммированные координаты A2 - D2 имеют масштабный коэффициент 1. Масштабный коэффициент X = a+b. Масштабный коэффициент Y = c+d рис. 29.
Рис. 29. Неоднородное масштабирование.
В функции зеркального отображения комбинируются между собой независимое изменение масштаба и возможность зеркального отображения запрограммированных координат по одной или нескольким осям рис. 30.
Рис. 30. Зеркальное отображение траектории. Пример:
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 2086; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.218.219.11 (0.007 с.) |