Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Перед эксплуатацией или программированием станков vmc полностью прочтите все инструкции.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте ПЕРЕД ЭКСПЛУАТАЦИЕЙ ИЛИ ПРОГРАММИРОВАНИЕМ СТАНКОВ VMC ПОЛНОСТЬЮ ПРОЧТИТЕ ВСЕ ИНСТРУКЦИИ.
Введение в программирование
Программирование станков (обрабатывающих центров) требует хороших знаний о станке, оснастке и управлении. Нужно быть очень внимательным при записи программы т.к. все перемещения станка выполняются так, как они запрограммированы. Неверное вычисление или выбор неправильной функции может привести к неправильному перемещению. Основной единицей ввода программы является «Блок». Обычно одна строка или информационный блок представляет одну описываемую операцию или несколько описываемых операций, независимых друг от друга. (Например, перемещение оси и изменение скорости шпинделя не являются независимыми операциями, которые можно запрограммировать в одном и том же блоке). Блок может содержать одну или все из следующих позиций: 1. Код удаления блока (/) 2. Порядковый номер (функция N) 3. Подготовительные функции (функция G) 4. Команды перемещения оси (функции X, Y и Z). 5. Команда скорости подачи (функция F) 6. Команда скорости шпинделя (функция S) 7. Выбор инструмента и коррекции (функции Т, D и H) 8. Различные функции (функция М)
Специальные знаки Знак «Конец записи (%)» должен быть первым и последним знаком в управляющей прорамме (УП), который загружается в управление станка через последовательный порт RS-232 или карту памяти. Если необходимо загрузить несколько программ, то желательно поставить знак конца записи между каждой программой. Все знаки конца записи должны предшествовать знаку конца блока ЕОВ (End of Block). Знак EOB (;) должен использоваться после последнего знака в каждом информационном блоке программы обработки деталей, которая должна быть загружена в память управления. Если знак EOB пропущен в информационном блоке программы, то система управления рассматривает следующий блок как часть блока, пропустившего EOB. Это может привести к нежелательному поведению станка. Знак EOB – это знак возврата каретки в формате EIA (RS-224-B) и знак перевода строки в формате ASCII (RS-358-B). При программировании с клавиатуры используйте клавишу EOB. Этот знак будет показан как (;) на дисплее управления. Сообщения оператору и комментарии можно включить в программы, загруженные через RS-232 или карту памяти, если они заключены в скобки. При записи комментария можно использовать любой разрешенный знак ASCII. Код пропуска блока (/), введенный в начало информационного блока, приводит к игнорированию системой управления информационного блока, когда пропуск блока активизирован оператором. Когда пропуск блока не действует, выполняется информационный блок.
Последовательность написания УП на компьютере Последовательность программирования на компьютере включает следующее: 1. Введите знак «Конец записи (%)». 2. Введите идентификатор (ID) и номер программы. Все программы идентифицируются буквой «О» перед номером ID программы обработки. Детали и могут иметь четырехзначные ID номера (1-8999). Номера 9000-9999 зарезервированы для макропрограмм. ID-код программы и номер программы стоят перед действительным знаком EOB. 3. Введите программу 4. Введите команду окончания программы (М02, М30) в последнем информационном блоке. Все блоки должны заканчиваться действительным знаком EOB. 5. Введите знак «Конец записи (%)».
Последовательность программирования с клавиатуры Для этого вида программирования выполните следующее: 1. Выберите режим редактирования. 2. Нажмите клавишу «Program».
Примечание Программы обработки детали идентифицируются буквой «D» перед ID-номером программы и могут иметь 4-х значные ID-номера (1-8999). Номера 9000-9999 зарезервированы для макропрограмм. ID-код программы и номер программы стоят перед действительным знаком EOB. Пример номера программы – «О2222».
3. Введите код программы и ее номер, затем нажмите «Insert». Действующая в данный момент программа стирается с дисплея. На дисплее показаны номер новой программы и знак окончания записи. 4. Введите буквенный адрес и значение. 5. Нажмите клавишу «Insert». 6. Нажимайте клавишу ЕОВ и «Insert» в конные каждого блока. 7. Команды М02 или М30 должны располагаться в конные программы, перед действительным знаком ЕОВ.
- МЕРЫ ПРЕДОСТОРОЖНОСТИ – М-коды
Описание кодов G и М. Любой программный блок (строка программы) может содержать G – коды, принадлежащие к различным группам. Если G – коды из одной группы специфицированы в одной строке программы, выполняется последний по порядку G – код. Если G – код группы 01 запрограммирован в одной строке с фиксированным циклом обработки деталей, этот цикл отменяется. Строка программы также может содержать несколько совместимых М – кодов. Все G – коды, за исключением однократных, являются модальными. Модальные коды Модальные коды действуют до тех пор, пока не будет введен другой код из той же группы, например, G0 (перемещение на холостом ходу). Однократные G – коды Однократные G – коды действуют только в том программном блоке, в котором они запрограммированы, например, G4 (выдержка времени). Начало кадра Некоторые М – коды активируются до начала перемещения по любой координате, например, M8 (включение подачи СОЖ). Конец кадра Некоторые М – коды активируются после прекращения перемещения по любой координате, например, М5 (остановка вращения шпинделя, прекращение подачи СОЖ) G01 Линейная интерполяция (Группа 1, Код G) Эта интерполяция генерирует линейное движение по оси X, Y или Z. Все перемещения X, Y и Z между запрограммированными конечными точками и начальным положением выполняются со скоростью, вызванной командой скорости подачи в том же блоке или активной скоростью подачи в предыдущем блоке. На программируемую скорость подачи непосредственно влияет переключатель ручной коррекции скорости подачи. Максимальная программируемая скорость подачи – 10 000 мм/мин по осям X, Y и Z. Расстояние перемещения по осям X, Y и Z может быть выражено для абсолютных и инкрементных перемещений. Когда несколько осей программируются (например: для обработки на конус), управление будет компенсировать скорости подачи осей X, Y и Z для получения векторной скорости, равной запрограммированной скорости подачи, т.е. когда программируются несколько осей, происходит векторное перемещение. Команда G01 – модальная. Программируемая команда G01 удаляет любой активно действующий код G группы 1. Любой другой код G группы 1 будет удалять активную команду G01. Примечание Программирование с десятитысячной запятой нельзя применять, когда слово Р используется для определения продолжительности остановки. Слово Р специфицирует остановку в миллисекундах. Можно использовать формат подавления начального нуля, но конечные нули использоваться не должны. Пример: Остановку 25 сек. можно программировать любым из следующих способов: G04 Х2.5; G04 Р2500; Код остановки – немодальный код и не изменяет статуса какого-либо модального условия (состояния) системы управления. По окончании остановки рабочий режим возвращается в тот же статус, который был перед остановкой. Скорость подачи восстановлена повторно. G09 Точная остановка (Группа 0, код G) Из-за автоматического ускорения и замедления осевых перемещений исполнительных органов станка с ЧПУ не происходит точная обработка кромок углов во время перехода от одного движения резания к другому. Эта неточность обработки выражается в закруглении или притуплении углов Команды G09 управляют действительной траекторией перемещения инструмента для согласования (совмещения) с программируемой траекторией. G09 – немодальная команда и должна программироваться столько раз, сколько требуется. См. G61 – информация по установке режима точной остановки. G17 Выбор плоскости XY (Группа 2, код G) Эта команда относится к состоянию включения или сброса. Она выбирает плоскость X, Y для компенсации инструмента, круговой интерполяции, вращения системы координат и циклов сверления. G17 – модальная команда, которая будет действовать до ее отмены командой G18 или G19. G18 Выбор плоскости XZ (Группа 2, код G) G18 выбирает плоскость X, Z для компенсации инструмента, круговой интерполяции, вращения системы координат и циклов сверления. Это – модальная команда, которая будет действовать до ее отмены командой G17 или G19. G18 Выбор плоскости YZ (Группа 2, код G) Команда G19 выбирает плоскость Y, Z для компенсации инструмента, круговой интерполяции, вращения системы координат и циклов сверления. G19 – модальная команда и будет действовать до ее отмены командой G17 или G18. G20 Ввод данных в дюймах (Группа 6, код G) Рекомендуется, чтобы все программы, записанные в дюймовом измерении, имели код G20 в начале программы для гарантии того, что активизирован правильный формат, если предыдущая выполненная программа была в метрическом режиме. Когда действует режим G20, предполагается, что все данные находятся в дюймовом режиме и интерпретируются в соответствии с таблицей формата информационных слов. Эта команда модальная и может быть отменена только командой G21 (метрический режим). Нажатие клавиши сброса не влияет на G20. Если G20 активна при выключенном питании, то она будет активна при восстановлении питания. G20 должна программироваться в блоке отдельно. Примечание Примечание Ограничение хода #1 действует, даже если активна G22. G22 активна при включении питания независимо от того, была ли она активна при выключенном питании. Однако сброс управления не возвращает управление к G22, если активна команда G23 во время управления сброса управления. Примечание Ограничение хода #1 действует, даже если активна G23. G31 Функция пропуска (Группа 0, код G) Команда G31 позволяет программисту управлять линейной интерполяцией (подобно G01) с дополнительной возможностью реагирования (ответа) на внешний сигнал пропуска. Если сигнал пропуска не обнаружен, то выполнение программы происходит так, как с G01. Если сигнал пропуска обнаружен, то выполнение программы сразу перемещается в следующий информационный блок. Выполняемое перемещение не завершено. G31 – немодальная команда и должна программироваться каждый раз, когда она должна быть действующей. G61 Режим точной остановки (Группа 15, код G) Когда подается команда G61, происходит замедление в конечной точке режущей головки, а проверка «в позиции» выполняется для каждого выполняемого последовательного блока. G61 остается активной до ее отмены командой G62, G63 или G64. См. G09 – информация по программированию немодальной точной остановки. Функция ручной коррекции на угловое положение должна быть включена через параметр перед ее эксплуатацией. G62 должна быть включена и отключена от программы во время обработки угла, когда запущена линейная интерполяция. Команда G62 при необходимости автоматически включается и отключается ЧПУ во время обработки угла, когда запущена круговая интерполяция, если соблюдены следующие условия: - Действует компенсация диаметра инструмента; (G41 или G42) и слово D. - Управление интерпретирует перемещение в качестве внутреннего угла. Команда G62 используется для автоматической корректировки программируемой скорости подачи на углах. Цель режима G62 – уменьшить скорость инструмента при резании угловых положений. Когда инструмент обрабатывает внутренний угол на полной скорости подачи, он может перегрузиться и в результате некачественно обработать поверхность. Когда G62 активизирована, выполняется скругление угла и скорость подачи инструмента замедляется во время углового резания. Скорость подачи возвращается к программированному значению после завершения обработки угла. Когда G62 запущена из программы, она остается активной до ее отмены командой G61, G63 или G64. G64 Режим резания (Группа 15, код G) Это состояние включения питания или сброса. G64 используется для установки стандартного режима резания. Этот режим вводит функция скругления угла, но в отличие от G62, выполняет все перемещения резания с программируемой скоростью подачи. Это может привести к некачественной обработке поверхности во время резания внутренних углов. G64 остается активной до ее отмены командой G61, G62 или G63.
Плоскость вращения G17 (Ось X, Y) – Центральная точка будет определена с координатами X и Y. G18 (Ось X, Z) – Центральная точка будет определена с координатами X и Z. G19 (Ось Y, Z) – Центральная точка будет определена с координатами Y и Z. Если нужная плоскость вращения уже активизирована, то нет необходимости программировать G17, G18 или G19 в блоке данных G68. Угол вращения (R Слово) Действительный диапазон для определения угла составляет от -360.000 до +360.000 с приращениями 0.0010. Значение сохраняется системой управления станка. Если команда G68 подана без слова R, то будет использован последний запрограммированный угол вращения. Структура программного блока G(17, 18 или 19) G68 1st Axis_ 2nd Axis_ R_; Блок типовой программы G17 G68 X_ Y_ Z; G18 G68 X_ Z_ R; G19 G68 Y_ Z_ R; G76 Цикл чистовой расточки (Группа 9, код G) Команда G76 активирует цикл чистовой расточки (растачивания). После завершения прохода вращения резца прекращается, и резец отходит от обрабатываемой поверхности заготовки. Резец отводится в начальную точку цикла или в точку возврата, специфицированную словом R – в зависимости от действия G98 и G99. Перемещение отвода выполняется со скоростью быстрой продольной подачи. G76 программируется в одном блоке. G76 остается действующей до ее отмены другим кодом G группы 9. G80 Отмена цикла (Группа 9, код G) Команда G80 отменяет циклы обработки G73, G74, G76 и G81-89. Отменяются данные, запрограммированные для положения возврата (команда R) и глубины резания (команда Z). G81 Цикл сверления (Группа 9, код G) Команда G81 активизирует цикл сверления за один проход. Когда проход завершен, инструмент продолжает вращение и отводится в начальную точку цикла или точку возврата, специфицированную словом R – в зависимости от действия G98 или G99. Отвод выполняется со скоростью быстрой продольной подачи. G81 программируется в одном информированном блоке и остается действующей до ее отмены другим кодом G группы 9. G82 Цикл сверления (Группа 9, код G) Команда G82 активизирует цикл сверления за один проход с программируемым остановом (простоем) в конце прохода сверления. После остановки, когда проход завершен, инструмент продолжает вращение и отводится с быстрой скоростью продольной подачи. Инструмент возвращается в начальную точку цикла или точку возврата, специфицированную словом R, в зависимости от активности G98 или G99. Отвод выполняется с быстрой скоростью продольной подачи. G82 программируется в одном информационном блоке и остается действующим до ее отмены другим кодом G группы 9. G87 Цикл обратной расточки (Группа 9, код G) - ПРИМЕЧАНИЕ- Смещение координат. Команда G92 позволяет, при необходимости, выполнить смещение системы абсолютных координат. Обычно оси станка перемещаются в определенное положение, затем подается команда G92 и нужных координат. Регистры абсолютного положения сбрасываются в координаты с командой в информационном блоке G92.
Ограничение постоянной скорости резания. G92 используется с функцией постоянной скорости резания для установки ограничения скорости шпинделя. В следующем примере устанавливается ограничение скорости 4500 об/мин. Пример: G92 S4500; Ограничение скорости G92 отменяется операцией возврата к нулю, включения питания или сбросом управления. G99 Возврат в точку R (Группа 10, код G) Команда G99 дает команду инструменту переместиться в точку R (возврат), специфицированную информационным Словом R в блоке, управляющим циклом обработки, когда цикл завершен. Возвратное перемещение выполняется с высокой скоростью продольной подачи. G99 отменяется командой G98. M00 Остановка программы Команда М00 останавливает программу, шпиндель и выключает охлаждение. С нажатием кнопки начала цикла продолжается выполнение программы. Программист должен запрограммировать М03, М04, М07, М08, М13, М14 или М15 для возобновления работы шпинделя и охлаждающего насоса при повторном пуске программы после ее остановки (М00)
М02 Конец программы М02 указывает на окончание программы обработки детали и обычно находится в последнем программируемом блоке. Она останавливает шпиндель, выключает охлаждение и выполняет «обратную перемотку» программы обработки детали. М03 Вращение шпинделя по ЧС Команда М03 активирует вращение шпинделя по ЧС с программируемой скоростью (Слово S). М03 остается действующей до ее отмены командой М00, М01, М02, М04, М05, М14, М30 или нажатием клавиши сброса или аварийной остановки. М04 Вращение шпинделя по ЧС Команда М04 активирует вращение шпинделя против ЧС с программируемой скоростью (Слово S). М04 остается действующей до ее отмены командой М00, М01, М02, М04, М05, М13, М30 или нажатием клавиши сброса или аварийной остановки. М05 Остановка шпинделя М05 вызывает остановку шпинделя, но она НЕ прекращает перемещение оси до тех пор, пока действует G95. М05 остается действующей до ее отмены М03, М04, М13 или М14. М05 можно также активизировать командами М00, М01, М02, М30 или нажатием клавиши сброса или аварийной остановки. М19 Ориентирование шпинделя М19 выполняет радиальное ориентирование шпинделя станка для выравнивания приводных спор (кронштейнов) с положением для смены инструмента, в котором зажимается шпиндель. М30 Конец программы Команда М30 показывает окончание программы и обычно располагается в последнем запрограммированном блоке. Она останавливает шпиндель, выключает охлаждение и выполняет «обратную перемотку» программы обработки детали. М98 Вызов подпрограммы Этот код должен находиться в блоке основной программы обработки детали, которая активизирует подпрограммы. Слово Р используется с номером подпрограммы для специфицирования выполняемой подпрограммы. Пример: М98 Р1; М98 специфицирует вызов подпрограммы, а Р1 специфицирует подпрограмму #1 в качестве выполняемой подпрограммы. М99 Конец подпрограммы М99 используется для возврата в программу, которые запросила подпрограмма после ее завершения.
Будьте внимательны при установке регистра абсолютного положения оси Z c командой G92. Неправильная установка может привести к столкновению инструмента со столом, заготовкой или зажимным устройством во время выполнения программы. 1. Переместите смещаемую ось (оси) в нужное положение. 2. Запрограммируйте команду G92 с нужной осью и значениями координат. Примеры: G92 X0. Y0. Z0. Регистры абсолютного положения оси X, Y и Z изменены на «0». G92 X2.5 Регистр абсолютного положения оси X изменяется на «2.5». G92 X0. Y4.25 Регистр абсолютного положения оси X изменяется на «0», а регистр абсолютного положения оси Y-на«4.25» G92 X1.25 Y3.65 Z -1.25 Регистр абсолютного положения оси X изменяется на «1.25», оси Y-на «4.25», а оси Z – на «1.25». При выполнении информационного блока G92 регистры положения при показе абсолютного положения изменяются на значения, запрограммированные в блоке G92.
Примечание: 1. Смещение системы координат G92 можно отменить, используя один из двух следующих способов: - Переместите оси станка в исходное положение. - Выключить систему ЧПУ станка. 2. По крайней мере одна ось и координатное значение должна программироваться с командой G92. 3. G92 НЕ приводит к перемещению. 4. Команду G92можно ввести в автоматическом режиме или в режиме MDI. 5. Можно ввести смещение только осей (оси), запрограммированных с командой G92. 6. Нельзя программировать каких-либо других данных в блоке G92.
Строки безопасности
Кадры N10 и N20 – это строки безопасности. Строки, содержащие G –коды, которые переводят систему ЧПУ в начальное состояние, отменяют не нужные функции и обеспечивают безопасную работу с УП. N10 G21 G54 N20 G40 G49 G80 G90 Многие G –коды являются модальными и остаются активными в памяти системы ЧПУ, до тех пор, пока их не отменят. Возможны ситуации, когда не нужный модальный G –код не был отменен. Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности, которая обычно находиться в начале УП или после смены инструмента позволяет «восстановить» забытые G коды и выйти в первоначальный режим работы.
Линейная интерполяция G01 Команда линейной интерполяции G01 управляет векторным перемещением вдоль всех координатных осей станка от текущей позиции до заданного положения с запрограммированной скоростью подачи. G1 X Y Z F X = положение конечной точки по оси X. Y = положение конечной точки по оси X. Z = положение конечной точки по оси Z. F = скорость подачи, Правила и условия применения функции G01: 1. Заданное положение может быть выражено в абсолютных (X, Z) координатах или в приращениях (U, W).
2. G1 – модальный код, который действует до тех пор, пока не будет активирован другой интерполяционный G - код. 3. Команда управления скоростью подачи может быть выражена в виде величины подачи в минуту (код G94) или величины подачи на один оборот шпинделя (код G95). G2 X Y Z R F Или G2 X Y Z I, J, К F X = положение конечной точки по оси X. Y = положение конечной точки по оси X. Z = положение конечной точки по оси Z. F = скорость подачи, R = радиус дуги, или I = расстояние по оси X от точки начала закругления до центра окружности с учетом знака. J = расстояние по оси X от точки начала закругления до центра окружности с учетом знака. К = расстояние по оси Z от точки начала закругления до центра окружности с учетом знака.
В кадре с кодом винтовой интерполяции необходимо указывать координаты конечной точки перемещения (дуги). Если кроме X и Yуказана координата Z, то это значит что выполняется винтовая интерполяция. Винтовая интерполяция используется для фрезерования резьбы и плавного врезания инструмента в материал заготовки. Дуга с I, J, К Для полного описания дуги не достаточно задать только координаты ее конечной точки. Необходимо также указать и координаты ее центра (или радиуса) рис 6.
Рис. 6. Использование адресов I, J, К для определение центра дуги
При помощи I, J, К вы указываете относительные (инкрементальные) расстояния от начальной точки дуги до ее центра. При этом в зависимости от расположения дуги, значения могут быть положительными или отрицательными. Пример описания дуг приведен на рис. 7. На дуге №1 значение I положительное, а J отрицательное. На дуге №2 значения I и J положительные.
Рис. 7. Использование адресов I, J, К для определение центра дуги Дуга с R
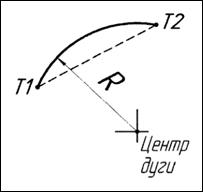
Более простой способ задания центра дуги основан на применении адреса R. Для однозначного определения формы дуги необходимо указывать соответствующий знак перед числовым значением радиуса. Для дуги, которая больше 180 градусов значение R будет отрицательным. Для дуги, которая меньше 180 градусов значение R будет положительным рис. 8, 9.
Рис. 8. Положительное значение R Рис. 9. Отрицательное значение R
ПРИМЕР
G73 или G83 X Y Z R Q F К X, Y = координаты положения отверстия. Z = расстояние от точки R до дна отверстия. R = расстояние от точки старта цикла до начальной точки сверления. Q = шаг сверления по оси Z (глубина резания за проход). F = скорость рабочей подачи. К = количество повторных сверлений в случае симметрично расположенных отверстий.
При выполнении цикла G73 мы имеем следующую последовательность перемещений по оси Z рис. 10. 1. Быстрый перевод сверла в начальную точку. 2. Из начальной точки сверло быстро перемещается в точку возврата. 3. Сверло подается в значение “Q”. 4. Сверло быстро поднимается на одно приращение отвода. 5. Сверло подается в значение “Q+ Приращение отвода”. 6. Пункты 4-5 повторяются до последнего прохода. На последнем проходе сверло подается на окончательную глубину отверстия, затем быстро отводится в начальную точку или в точку возврата в зависимости от того, какая команда активна G98 или G99.
Рис. 10. Цикл высокоскоростного сверления с периодическим выводом сверла G73
При выполнении цикла G83 последовательность перемещения оси Z следующая рис. 11. 1. Сверло быстро перемещается в начальную точку. 2. Из начальной точки сверло быстро перемещается в точку возврата. 3. Сверло подается в значение “Q”. 4. Сверло быстро подается в точку возврата. 5. Быстрое перемещение сверла (вниз) в точку “Быстрая подачи”. 6. Сверло подается в “Q+ Быстрая подача” 7. Пункты 4-6 повторяются до последнего прохода. На последнем проходе сверло подается на окончательную глубину отверстия, затем быстро отводиться в начальную точку или точку возврата – в зависимость от того, какая команда активна, G98 или G99.
Рис. 11. Цикл сверления с периодическим выводом сверла G83
Пример:
О0001 (DRILL) N10 G21 G54; N20 G40 G49 G80 G90; Активация абсолютного позиционирования N30 T1 M6; (DRILL D15) Смена инструмента N40 G43 H1; Активация коррекции на длину инструмента N50 G00 X5. Y3.; Быстрое перемещение в положение XY N60 S1500 M3; Включение вращения шпинделя по ЧС со скоростью 1500 об/мин N70 G00 Z1. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения N80 G73 или G83 G98 Z-2.125 R.1 Q.5 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83. N90 G80; Отмена цикла …………
Циклы сверления с однократным проходом Циклы сверления за один проход, G81 и G82, выполняются примерно одинаково, за исключением запрограммированной остановки в нижней части отверстия в цикле G82. Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции.
Рис. 12. Цикл сверления за один проход G81
Рис. 13. Цикл сверления за один проход с выдержкой времени G82 Параметры цикла G81 X Y Z R F К G82 X Y Z R Р F К X, Y = координаты положения отверстия. Z = расстояние от точки R до дна отверстия. R = расстояние от точки старта цикла до начальной точки сверления. Р = выдержка времени у дна отверстия. F = скорость рабочей подачи. К = количество повторных сверлений в случае симметрично расположенных отверстий. Пример:
О0001 (DRILL) N10 G21 G54; N20 G40 G49 G80 G90; Активация абсолютного позиционирования N30 T1 M6; (DRILL D15) Смена инструмента N40 G43 H1; Активация коррекции на длину инструмента N50 G00 X5. Y3.; Быстрое перемещение в положение XY N60 S1500 M3; Включение вращения шпинделя по ЧС со скоростью 1500 об/мин N70 G00 Z1. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения N80 G81 G98 Z-2.125 R.1 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83. или N80 G82 G98 Z-2.125 R.1 Р500 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83. N90 G80; Отмена цикла …………
Сверление нескольких отверстий
Все циклы, описанные выше, можно использовать для сверления нескольких отверстий. Цикл сверления остается действующим до отмены командой G80. Когда дана команда на выполнение цикла сверления, остается только запрограммировать положения X и Y в последовательных информационных блоках для того, чтобы дать команду станку выполнить сверление в каждом положении. Команда G80 программируется после завершения сверления всех отверстий для данного инструмента. Пример:
О0001 (…..) N10 G21 G54; N20 G40 G49 G80 G90; Активация абсолютного позиционирования N30 T1 M6; (DRILL D15) Смена инструмента N40 G43 H1; Активация коррекции на длину инструмента N50 S1200 M3; Включение вращения шпинделя по ЧС со скоростью 1200 об/мин
N60 G00 X.5 Y-3.; Быстрое перемещение в положение XY, включение охлаждения N70 G82 G98 Z-3.265 R.1 P500 F3.67; Установка режима G98, определение и выполнение цикла G82 и сверление отверстия #1. N80 Y-6.; Сверление отверстия #2 N90 Y-9.; Сверление отверстия #3 N100 X6.125; Сверление отверстия #4 N110 Y-6.; Сверление отверстия #5 N120 Y-3.; Сверление отверстия #6 N130 X10.75 Сверление отверстия #7 N140 Y-6.; Сверление отверстия #8 N150 Y-9.; Сверление отверстия #9 N160 G80; Отмена цикла N170 G91 G28 X0 Y0 Z0; N180 M9 M5; N190 М1; N200 G40 G49 G80 G90; N210 G21 G54; N220 T2 M6; (DRILL D22) Смена инструмента N230 G43 H2; Активация коррекции на длину инструмента N240 S950 M3; Включение вращения шпинделя по ЧС со скоростью 950 об/мин N250 G00 X4. Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения N260 G81 G99 Z-2.814 R.1 F3.3; Установка режима G99, Определение и выполнение цикла G81 и сверление отверстия #10 N270 Y-6.; Сверление отверстия #11 N280 Y-10.5; Сверление отверстия #12 N290 X8.25; Сверление отверстия #13 N300 Y-6.; Сверление отверстия #14 N310 Y-1.5; Сверление отверстия #15 N320 G80; Отмена цикла N330 G91 G28 X0 Y0 Z0; N340 M9 M5; N350 М30;
Во время программирования циклов, которые выполняют остановку шпинделя в заданном положении, программист должен знать координаты заданного положения расточной оправки (выдвижного шпинделя) в резцедержателе. Перемещение с неправильной коррекцией после остановки шпинделя может привести к повреждению инструмента или заготовки.
Во время остановки шпинделя в заданном положении он всегда прекращает движения под тем же углом ориентирования. Координаты заданного положении расточной оправки в резцедержателе определяют нужное направление перемещений коррекции, запрограммированной в циклах G76 и G87.
G76 X Y Z R Q Р F К X, Y = координаты положения отверстия. Z = расстояние от точки R до дна отверстия. R = расстояние от точки старта цикла до начальной точки сверления. Q = величина сдвига у основания отверстия. Р = выдержка времени у дна отверстия. F = скорость рабочей подачи. К = количество повторных сверлений в случае симметрично расположенных отверстий.
Последовательность перемещений во время выполнения цикла G76 рис. 14. 1. Расточная оправка быстро перемещается в начальную точку (Вид А). 2. От начальной точки расточная оправка быстро перемещается в точку возврата (Вид А). 3. Расточная оправка подается на глубину Z (Вид В). 4. Оправка останавливается в конце отверстия. Время устанавливается словом Р. 5. Шпиндель останавливается под углом ориентирования (заданным положением), а оправка удаляется от отверстия на инкрементное расстояние, равное программируемой величине Q. (Вид С) 6. Расточная оправка быстро отводится в начальную точку или точку возврата, в зависимости от G98 или G99 (Вид D). 7. Расточная оправка перемещается горизонтально для выравнивания осевой линией растачиваемого отверстия (Вид А).
Рис. 14. Последовательность перемещений во время выполнения цикла G76
Пример
О0001 (BORING) N10 G21 G54; N20 G40 G49 G80 G90; Активация абсолютного позиционирования N30 T7 M6; (BOR) Смена инструмента N40 G43 H7; Активация коррекции на длину инструмента N50 G00 X5. Y3.; Быстрое перемещение в положение XY N60 S200 M3; Включение вращения шпинделя по ЧС со скоростью 200 об/мин N70 G00 Z4. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения N80 G76 G98 Z-2.125 R.1 P1000 Q.05 F1.5; Установка режима G98, определение и выполнение цикла G76 N90 G80; Отмена цикла ………… Цикл растачивания G85 Цикл G85 выполняет растачивание на глубину Z на рабочей подаче. При достижении заданной координаты инструмент выводиться на рабочей подаче. Параметры цикла G85 X Y Z R F К X, Y = координаты положения отверстия. Z = расстояние от точки R до дна отверстия. R = расстояние от точки старта цикла до начальной точки сверления. F = скорость рабочей подачи. К = количество повторных сверлений в случае симметрично расположенных отверстий.
Последовательность перемещений во время выполнения цикла G85 рис.15. 1. Расточная оправка быстро перемещается в начальную точку (Вид А). 2. От начальной точки расточная оправка быстро перемещается в точку возврата (Вид А). 3. Расточная оправка подается на глубину Z (Вид В). 4. Оправка поднимается в точку возврата на рабочей подаче (Вид С) 5. Если G98 активна, расточная оправка быстро перемещается в начальную точку. Если G99 активна, расточная оснастка остается в точке возврата.
Рис. 15. Последовательность перемещений во время выполнения цикла G85
Пример
О0001 (BORING) N10 G21 G54; N20 G40 G49 G80 G90; Активация абсолютного позиционирования N30 T8 M6; (BOR) Смена инструмента N40 G43 H8; Активация коррекции на длину инструмента N50 G00 G94 X250. Y-80.; Быстрое перемещени
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 3814; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.169 (0.011 с.) |