Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Абсолютные и относительные координатыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
При абсолютном способе программирования (команда G90) координаты точек отсчитываются от постоянного начала координат. При относительном (инкрементальном) способе программирования (команда G91) за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке рис 5. Для этого рассмотрим следующий пример:
Рис. 4. Абсолютное программирование
Отсчет координат точек для обработки паза идет от одного программного нуля.
Рис. 5. Относительное программирование
Координаты точки Т2 отсчитываются относительно Т1, Т3 относительно Т2, Т4 относительно Т3. Управляющая программа
Строки безопасности
Кадры N10 и N20 – это строки безопасности. Строки, содержащие G –коды, которые переводят систему ЧПУ в начальное состояние, отменяют не нужные функции и обеспечивают безопасную работу с УП. N10 G21 G54 N20 G40 G49 G80 G90 Многие G –коды являются модальными и остаются активными в памяти системы ЧПУ, до тех пор, пока их не отменят. Возможны ситуации, когда не нужный модальный G –код не был отменен. Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности, которая обычно находиться в начале УП или после смены инструмента позволяет «восстановить» забытые G коды и выйти в первоначальный режим работы.
Линейная интерполяция G01 Команда линейной интерполяции G01 управляет векторным перемещением вдоль всех координатных осей станка от текущей позиции до заданного положения с запрограммированной скоростью подачи. G1 X Y Z F X = положение конечной точки по оси X. Y = положение конечной точки по оси X. Z = положение конечной точки по оси Z. F = скорость подачи, Правила и условия применения функции G01: 1. Заданное положение может быть выражено в абсолютных (X, Z) координатах или в приращениях (U, W).
2. G1 – модальный код, который действует до тех пор, пока не будет активирован другой интерполяционный G - код. 3. Команда управления скоростью подачи может быть выражена в виде величины подачи в минуту (код G94) или величины подачи на один оборот шпинделя (код G95). Круговая интерполяция G02 и G03 Команда круговой интерполяции G02 (по часовой стрелке) и G03 (против часовой стрелке) позволяет задавать перемещение по дуге. Существуют два способа задания круговой интерполяции: G2 X Y Z R F Или G2 X Y Z I, J, К F X = положение конечной точки по оси X. Y = положение конечной точки по оси X. Z = положение конечной точки по оси Z. F = скорость подачи, R = радиус дуги, или I = расстояние по оси X от точки начала закругления до центра окружности с учетом знака. J = расстояние по оси X от точки начала закругления до центра окружности с учетом знака. К = расстояние по оси Z от точки начала закругления до центра окружности с учетом знака.
В кадре с кодом винтовой интерполяции необходимо указывать координаты конечной точки перемещения (дуги). Если кроме X и Yуказана координата Z, то это значит что выполняется винтовая интерполяция. Винтовая интерполяция используется для фрезерования резьбы и плавного врезания инструмента в материал заготовки. Дуга с I, J, К Для полного описания дуги не достаточно задать только координаты ее конечной точки. Необходимо также указать и координаты ее центра (или радиуса) рис 6.
Рис. 6. Использование адресов I, J, К для определение центра дуги
При помощи I, J, К вы указываете относительные (инкрементальные) расстояния от начальной точки дуги до ее центра. При этом в зависимости от расположения дуги, значения могут быть положительными или отрицательными. Пример описания дуг приведен на рис. 7. На дуге №1 значение I положительное, а J отрицательное. На дуге №2 значения I и J положительные.
Рис. 7. Использование адресов I, J, К для определение центра дуги Дуга с R
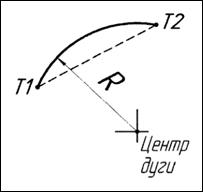
Более простой способ задания центра дуги основан на применении адреса R. Для однозначного определения формы дуги необходимо указывать соответствующий знак перед числовым значением радиуса. Для дуги, которая больше 180 градусов значение R будет отрицательным. Для дуги, которая меньше 180 градусов значение R будет положительным рис. 8, 9.
Рис. 8. Положительное значение R Рис. 9. Отрицательное значение R
ПРИМЕР
|
||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 4154; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.007 с.) |