

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Управление поворотным столом «4-ой осью»
Управляемый поворотный стол – это устройство, которое способно поворачивать закрепленную в нем деталь на требуемый угол по определенной команде. Обычно 4-я ось устанавливается на рабочий стол фрезерного станка с ЧПУ и управляется при помощи адресов А или В. Числовое значение в УП после адреса А или В определяет угол поворота в градусах.
Существует два варианта работы с поворотным столом.
1. Индексация – когда поворотный стол используется для определенного позиционирования обрабатываемой детали.
2. Фрезерование с одновременным поворотом столом. В этом случае идет синхронное линейное перемещение рабочих органов (шпинделя) станка с вращением стола.
Для управления поворотным столом достаточно в кадр линейной интерполяции, позиционирования, постоянного цикла добавить адрес А (В).
Пример:
G00 X Y Z А - позиционирование
G01 X Y Z А F – линейная интерполяция
G81 X0 Y0 Z-5 R0.5 А0 F45; – цикл сверления
А15.;
А30.;
А45.;
G80.;
При работе с поворотным столом необходимо руководствоваться следующими правилами:
1. Поворотный стол может вращаться, как в положительном, так и в отрицательном направлении. Направление вращения и соответствующий знак определяется по правилу правой руки.
2. Поворот стола может быть запрограммирован, как в абсолютных, так и в относительных координатах.
3. Существует ограничение на величину угла поворота. Например необходимо запрограммировать угол 400 градусов, а ЧПУ станка позволяет программировать макс. угол в 360 градусов. Придется программировать отдельный кадр с углом в 40 градусов относительно предыдущего положения стола.
Пример:
Сверление отверстий на периферии диска

| Программа
| Комментарии к УП
| | О0001
N10 G21 G54;
N20 G40 G49 G80 G90;
N30 T2 M6; (MILL D5)
N40 G43 H2;
N50 G00 X0. Y0;
N60 S750 M3;
N70 G00 G94 Z5.;
N80G81 X0. Y0 Z-10. R1. А0. F45;
N90 А90.;
N100 А180.;
N110 А270.;
N120 G80;
N170 G00 Z100.;
N180 M9 M5;
N190 G91 G28 А-270..;
N200 G28 X0. Y0.;
N190 M30;
|
Активация рабочей системы координат
Активация абсолютного позиционирования
Смена инструмента, фреза 5мм
Активация коррекции на длину инструмента Быстрое перемещение в положение XY, точка 1
Включение вращения шпинделя по ЧС со скоростью 750 об/мин
Быстрое перемещение в начальное положение Z.
Цикл сверления 1-го отверстия на подаче 100мм/мин. Угол 0 градусов
Поворот стола на 90 угол градусов и сверление отверстия
Поворот стола на 180 угол градусов и сверление отверстия
Поворот стола на 270 угол градусов и сверление отверстия
Отмена цикла сверления
Быстрое перемещение инструмента в координату Z Выключение охлаждения и останов шпинделя Возврат в исходную позицию по углу
Возврат в исходную позицию по X, Y
Конец программы
|
Примеры написания УП
Пример 1. Контурная обработка
УП для обработки наружного контура детали фрезой диаметром 5мм без коррекции на радиус инструмента. Глубина фрезерования – 4мм. Подвод к контуру осуществляется по прямолинейному участку.

| Программа
| Комментарии к УП
| | О0001
N10 G21 G54;
N20 G40 G49 G80 G90;
N30 T2 M6; (MILL D5)
N40 G43 H2;
N50 G00 X25. Y-27.5;
N60 S2300 M3;
N70 G00 G94 Z10.;
N80G01 Z-4. F100;
N90 X27.5;
N100 Y20.;
N110 G02 X-20. Y27.5 R7.5;
N120 G01 X1.036;
N130 X27.5 Y1.036;
N140 Y20.;
N150 G02 X-20. Y27.5 R7.5;
N160 G01 Z2.;
N170 G00 Z100.;
N180 M9 M5;
N190 G91 G28 Z0.;
N200 G28 X0. Y0.;
N190 M30;
|
Активация рабочей системы координат
Активация абсолютного позиционирования
Смена инструмента, фреза 5мм
Активация коррекции на длину инструмента Быстрое перемещение в положение XY, точка 1
Включение вращения шпинделя по ЧС со скоростью 2300 об/мин
Быстрое перемещение в начальное положение Z.
Перемещение в координату Z на подаче 100мм/мин.
Линейное перемещение в координату X, точка 2
Линейное перемещение в координату Y, точка 3
Перемещение по дуге в координату XY, точка 4
Линейное перемещение в координату X, точка 5
Линейное перемещение в координату XY, точка 6
Линейное перемещение в координату Y, точка 7
Перемещение по дуге в координату XY, точка 8
Перемещение в координату Z
Быстрое перемещение инструмента в координату Z Выключение охлаждения и останов шпинделя Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
| Пример 2. Контурная обработка с коррекцией на радиус инструмента
УП для обработки наружного контура детали фрезой диаметром 5мм с коррекцией на радиус инструмента. Глубина фрезерования – 4мм. Подвод к контуру осуществляется по касательной.

| Программа
| Комментарии к УП
| | О0001
N10 G21 G54;
N20 G40 G49 G80 G90;
N30 T2 M6; (MILL D5)
N40 G43 H2;
N50 G00 X25. Y-35.;
N60 S2300 M3;
N70 G00 G94 Z10.;
N80G01 Z-4. F100;
N90 G41 D1 Y-30.;
N100 G03 X20. Y-25. R5.;
N110 G01 X-25.;
N120 Y20.;
N130 G02 X-20. Y25. R5.;
N140 G01 X0;
N150 X25. Y0;
N160 Y-20.;
N170 G02 X20. Y-25. R5.;
N180 G03 X15. Y-30. R5.;
N190 G01 G40 Y-35.;
N200 Z6.;
N210 G00 Z100.;
N220 M9 M5;
N230 G91 G28 Z0.;
N240 G28 X0. Y0.;
N250 M30;
|
Активация рабочей системы координат
Активация абсолютного позиционирования
Смена инструмента, фреза 5мм
Активация коррекции на длину инструмента Быстрое перемещение в положение XY, точка 1
Включение вращения шпинделя по ЧС со скоростью 2300 об/мин
Быстрое перемещение в начальное положение Z.
Перемещение в координату Z на подаче 100мм/мин.
Перемещение с коррекцией слева в точку 2.
Подвод по дуге в координату XY, точка 3
Линейное перемещение в координату X, точка 4
Линейное перемещение в координату Y, точка 5
Перемещение по дуге в координату XY, точка 6
Линейное перемещение в координату X, точка 7
Линейное перемещение в координату XY, точка 8
Линейное перемещение в координату Y, точка 9
Перемещение по дуге в координату XY, точка 10
Отход по дуге в координату XY, точка 11
Линейное перемещение в точку 12 с отменой коррекции
Перемещение в координату Z
Быстрое перемещение инструмента в координату Z Выключение охлаждения и останов шпинделя Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
|
Пример 3. Контурная обработка
УП для чистовой обработки кармана фрезой диаметром 5мм без коррекции на радиус инструмента. Глубина фрезерования – 2мм. Подвод к контуру осуществляется по касательной.

| Программа
| Комментарии к УП
| | О0003
N10 G21 G54;
N20 G40 G49 G80 G90;
N30 T2 M6; (MILL D5)
N40 G43 H2;
N50 G00 X5. Y-2.5;
N60 S1000 M3;
N70 G00 G94 Z10.;
N80G01 Х-2.5 Z-2. F100;
N90 Y-5.;
N100 G03 X0. Y-7.5 R2.5;
N110 G01 X10.;
N120 G03 X17.5 Y0 R7.5;
N130 X10. Y7.5 R7.5;
N140 G01 X-10.;
N150 G03 X-17.5 Y-7.5 R7.5;
N160 G01 X0.;
N170 G03 X2.5 Y-5. R2.5;
N180 G01 X-2.5;
N190 G01 Z8.;
N200 G00 Z100.;
N210 M9 M5;
N220 G91 G28 Z0.;
N230 G28 X0. Y0.;
N240 M30;
|
Активация рабочей системы координат
Активация абсолютного позиционирования
Смена инструмента, фреза 5мм
Активация коррекции на длину инструмента Быстрое перемещение в положение XY, точка 1
Включение вращения шпинделя по ЧС со скоростью 1000 об/мин
Быстрое перемещение в начальное положение Z.
Перемещение в координату ХZ на подаче 100мм/мин. Врезание под углом
Линейное перемещение в координату Y, точка 2
Подвод по дуге в координату XY, точка 3
Линейное перемещение в координату X, точка 4
Перемещение по дуге в координату XY, точка 5
Перемещение по дуге в координату XY, точка 6
Линейное перемещение в координату X, точка 7
Перемещение по дуге в координату XY, точка 8
Линейное перемещение в координату X, точка 9
Перемещение по дуге в координату XY, точка 10
Линейное перемещение в координату X, точка 11
Перемещение в координату Z
Быстрое перемещение инструмента в координату Z Выключение охлаждения и останов шпинделя Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
| Пример 4. Контурная обработка с коррекцией на радиус инструмента
УП для чистовой обработки кармана фрезой диаметром 5мм с коррекцией на радиус инструмента. Глубина фрезерования – 2мм. Подвод к контуру осуществляется по касательной.

| Программа
| Комментарии к УП
| | О0004
N10 G21 G54;
N20 G40 G49 G80 G90;
N30 T2 M6; (MILL D5)
N40 G43 H2;
N50 G00 X5. Y-5.;
N60 S1000 M3;
N70 G00 G94 Z10.;
N80G01 Х-2.5 Z-2. F100;
N90 G41 D1 Y-7.5;
N100 G03 X0. Y-10. R2.5;
N110 G01 X10.;
N120 G03 X20. Y0 R10.;
N130 X10. Y10. R10.;
N140 G01 X-10.;
N150 G03 X-10. Y-10. R10.;
N160 G01 X0.;
N170 G03 X2.5 Y-7.5 R2.5;
N180 G01 G40 Y-5.;
N190 G01 Z8.;
N200 G00 Z100.;
N210 M9 M5;
N220 G91 G28 Z0.;
N230 G28 X0. Y0.;
N240 M30;
|
Активация рабочей системы координат
Активация абсолютного позиционирования
Смена инструмента, фреза 5мм
Активация коррекции на длину инструмента Быстрое перемещение в положение XY, точка 1
Включение вращения шпинделя по ЧС со скоростью 1000 об/мин
Быстрое перемещение в начальное положение Z.
Перемещение в координату ХZ на подаче 100мм/мин. Врезание под углом
Перемещение с коррекцией слева в точку 2
Подвод по дуге в координату XY, точка 3
Линейное перемещение в координату X, точка 4
Перемещение по дуге в координату XY, точка 5
Перемещение по дуге в координату XY, точка 6
Линейное перемещение в координату X, точка 7
Перемещение по дуге в координату XY, точка 8
Линейное перемещение в координату X, точка 9
Перемещение по дуге в координату XY, точка 10
Линейное перемещение в точку 11 с отменой коррекции
Перемещение в координату Z
Быстрое перемещение инструмента в координату Z Выключение охлаждения и останов шпинделя Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
|
Пример 5. Фрезерование прямоугольного кармана
УП для обработки прямоугольного кармана фрезой диаметром 10мм без коррекции на радиус инструмента. Глубина фрезерования – 1мм.

| Программа
| Комментарии к УП
| | О0005
N10 G21 G54;
N20 G40 G49 G80 G90;
N30 T2 M6; (MILL D10)
N40 G43 H2;
N50 G00 X-15.75. Y3.75;
N60 S1600 M3;
N70 G00 G94 Z10.;
N80G01 Х-13.75 Z-1. F100;
N90 Y-3.75;
N100 X13.75;
N110 Y3.75;
N120 X-13.75;
N130 X-17.5 Y7.5;
N140 Y-7.5;
N150 X17.5;
N160 Y7.5;
N170 X-17.5;
N180 X-25. Y15.;
N190 Y-15.;
N200 X25.;
N210 Y15.;
N220 X-25.;
N230 G01 Z9.;
N240 G00 Z100.;
N250 M9 M5;
N260 G91 G28 Z0.;
N270 G28 X0. Y0.;
N280 M30;
|
Активация рабочей системы координат
Активация абсолютного позиционирования
Смена инструмента, фреза 10мм
Активация коррекции на длину инструмента Быстрое перемещение в положение XY, точка 1
Включение вращения шпинделя по ЧС со скоростью 1600 об/мин
Быстрое перемещение в начальное положение Z.
Перемещение в координату ХZ на подаче 100мм/мин. Врезание под углом
Линейное перемещение в координату Y, точка 2
Линейное перемещение в координату X, точка 3
Линейное перемещение в координату X, точка 4
Линейное перемещение в координату X, точка (1)
Линейное перемещение в координату XY, точка 5
Линейное перемещение в координату X, точка 6
Линейное перемещение в координату X, точка 7
Линейное перемещение в координату X, точка 8
Линейное перемещение в координату X, точка (5)
Перемещение по дуге в координату XY, точка 9
Линейное перемещение в координату X, точка 10
Линейное перемещение в координату X, точка 11
Линейное перемещение в координату X, точка 12
Линейное перемещение в координату X, точка (9)
Перемещение в координату Z
Быстрое перемещение инструмента в координату Z Выключение охлаждения и останов шпинделя Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
|
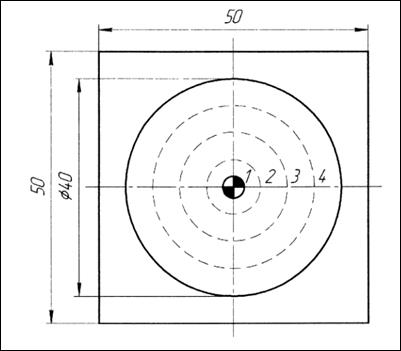
Пример 6. Фрезерование круглого кармана
УП для обработки прямоугольного кармана фрезой диаметром 12мм без коррекции на радиус инструмента. Глубина фрезерования – 3мм.
| Программа
| Комментарии к УП
| | О0005
N10 G21 G54;
N20 G40 G49 G80 G90;
N30 T2 M6; (MILL D12)
N40 G43 H2;
N50 G00 X-5. Y0.;
N60 S2300 M3;
N70 G00 G94 Z10.;
N80G01 Х0. Z-3. F100;
N90 G42 D1 Х12. F200;
N120 G03 X12. I6. J0.;
N130 G01 X26.;
N140 G03 X26. I13. J0.;
N150 G01 X39.;
N160 G03 X39. I19.5 J0.;
(FINISH ZA 0.5)
N170 S3500;
N170 G01 X40.;
N180 G03 X40. I20. J0.;
N190 G01 G40 Х30.;
N200 Z6.;
N210 G00 Z100.;
N220 M9 M5;
N230 G91 G28 Z0.;
N240 G28 X0. Y0.;
N250 M30;
|
Активация рабочей системы координат
Активация абсолютного позиционирования
Смена инструмента, фреза 12мм
Активация коррекции на длину инструмента Быстрое перемещение в положение XY, точка 1
Включение вращения шпинделя по ЧС со скоростью 2300 об/мин
Быстрое перемещение в начальное положение Z.
Перемещение в координату Z на подаче 100мм/мин. Врезание под углом.
Перемещение с коррекцией справа в точку 1, на подаче 200мм/мин.
Подвод по дуге в координату XY, точка 1
Линейное перемещение в координату X, точка 2
Линейное перемещение в координату Y, точка 2
Перемещение по дуге в координату XY, точка 3
Линейное перемещение в координату X, точка 3
Чистовой проход с припуском 0.5 мм на сторону Повышение скорости вращения шпинделя до 3500 об/мин
Линейное перемещение в координату Y, точка 4
Перемещение по дуге в координату XY, точка 4
Линейное перемещение в координату X30. с отменой коррекции
Перемещение в координату Z
Быстрое перемещение инструмента в координату Z Выключение охлаждения и останов шпинделя Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
|
|




