Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
В.№57: Устройства для контроля уровня и качества распределения шихтовых материалов.Содержание книги
Поиск на нашем сайте
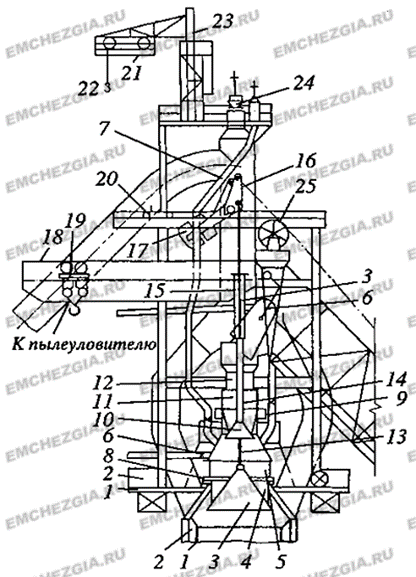
Загрузочные устройства доменной печи, при помощи которых шихтовые материалы загружаются непосредственно в печь, называют засыпными аппаратами. Засыпные аппараты должны обеспечивать: необходимое распределение шихтовых материалов по сечению колошника; герметичность во избежание потери газа и предотвращения засоса воздуха в печь при ее остановках; прочность конструкции, хорошо противостоящей абразивному воздействию газа и загружаемых шихтовых материалов; сохранение прочности при резких термических колебаниях и ударных нагрузках при взрывах в засыпном аппарате и подколошниковом пространстве; возможность быстрой смены отдельных его деталей и узлов. Основными узлами комплекса загрузочного устройства доменной печи являются: защитные сегменты колошника 7, предохраняющие от разрушений кладку печи 2; большой конус 3, закрывающий собой чашу большого конуса 4 и образующий вместе с ней так называемое межконусное пространство или газовый затвор 5; наполнительный клапан 6 с трубой для выравнивания давления в межконусном пространстве с давлением в печи перед срабатыванием большого конуса и выпускной трубой для выпуска газа после него; опорное (основное) колошниковое кольцо 8 распределительное устройство 9, состоящее из малого конуса 10, воронки малого конуса, вращающейся на роликах 11, приемной воронки 12 с двигателем, штанг большого и малого конусов 13 и 14, подвесок 15 и прямильного устройства, при помощи которого они подвешены к коротким плечам балансиров большого и малого конусов 16, вращающихся на общей оси; контргрузы 7 большого и малого конусов, размещенные на длинных плечах балансиров, опирающихся на колошниковый копер; монтажная балка 18 с подъемной лебедкой 19, опорная тележка 20 для размещения балансиров при ремонте печи; консольно-поворотный кран 21с крюком 22, вращающийся на колонне 23 для замены атмосферных клапанов на свечах 24 с контргрузом загрузочного устройства печи; шкивы скипового подъемника 25, опрокидываемые упряжью; зонды для замера уровня шихты в печи.
Общий вид загрузочного устройства доменной печи; разрез по оси наклонного моста Чашу большого конуса загрузочного устройства доменной печи изготавливают из литой углеродистой стали марки 35Л (0,28—0,39% С) с толщиной стенок 50—60 мм. Верхним фланцем чаша опирается на основное колошниковое кольцо, скрепляющее купол кожуха шахты доменной печи. Для увеличения стойкости и герметичности засыпного аппарата чашу выполняют цельнолитой без ребер жесткости и массивного нижнего кольцевого пояса, вертикальных и горизонтальных разъемов. Это уменьшает тепловые напряжения, нарушающие ее геометрические формы, придает конструкции гибкость, эластичность, необходимые для герметичности сопряжения контактных поверхностей чаши и большого конуса. По форме чаша представляет собой расширяющийся кверху усеченный конус с образующей под углом 85-86°, контактная поверхность которого, примыкающая к большому конусу, упрочняется твердыми сплавами: сталинитом, сормайтом и др. с последующей шлифовкой. Большой конус обычно изготавливают из той же стали, что и его чашу. Несмотря на габариты, превышающие у современных доменных печей допустимые для железнодорожных перевозок пределы (d0 < 4,8 м), большой конус изготавливают цельнолитым с толщиной стенок 50—60 и диаметром до 6500 мм. Попытки изготовить составные конусы оказались безуспешными, так как разгерметизация стыков из-за ударных нагрузок, высоких температур и абразивного действия газового потока приводила к быстрому выходу их из строя. Поэтому конусы часто отливают на самом металлургическом предприятии, а при необходимости доставки с завода изготовителя используют автотранспорт. Угол наклона образующей конуса не менее 52-53°, а на многих заводах до 60—62° для лучшего контакта поверхности большого конуса и его чаши. Форма контактной поверхности сферическая с центром сферы на оси конуса. Поверхность упрочняют так же, как и у чаши, твердыми сплавами с последующей шлифовкой. В отдельных случаях практикуют наплавки по всей наружной поверхности конуса. Новым наплавочным материалом является так называемый композиционный сплав, в состав которого входит релит, т.е. литые карбиды вольфрама. Упрочнение этим сплавом, проверенное на конусах засыпных аппаратов и других деталей, показало увеличение их стойкости в 3—5 раз по сравнению с применяемыми ранее. Основание конуса по внутренней окружности усиливается фланцем жесткости с равномерно расположенными по нему ребрами. После отливки большой конус подвергается высокотемпературному обжигу и отпуску для снятия тепловых напряжений, затем механической обработке, после которой тщательно балансируется для предупреждения раскачивания, ударов о воронку и неравномерного ссыпания шихты. Фактическая его масса не должна превышать теоретическую более чем на 15% для предупреждения перегрузов механизмов, управляющих маневрированием конуса. Штанга конуса, проходящая через вершину малого конуса и внутри его штанги, делается цельнокованой из стали марки 15. Диаметр ее для современных печей равен 185—190 мм; длина достигает 15 м. Поверхность штанги тщательно обрабатывается по всей длине и в месте прохождения через сальниковое уплотнение шлифуется. Схемы оборудования для маневрирования конусами засыпного устройства доменной печи разделяются на канатные и бесканатные, с балансирами и без балансиров. При канатных привод находится в машинном помещении и соединен с балансирами канатами, при бесканатных — на колошнике. Будучи связан непосредственно со штангами конусов, он воздействует на балансиры. В качестве приводов применяются конусные лебедки с электрическими двигателями, предназначенные для маневрирования конусами, также пневматические и гидравлические цилиндры. По характеру взаимодействия привода и штанги маневрирование разделяется на свободное и принудительное. В первом случае оно происходит только под действием веса конусов, во втором случае к весу конуса прибавляется усилие приводного каната, передаваемое ему движущимся цилиндром. Шток с поршнем закреплены при этом неподвижно. На современных печах устанавливаются кривошипные или рычажные балансиры конструкции УЗТМ. Вращающийся распределитель шихты (ВРШ) доменной печи. В комплекс распределителя входят малый конус с его штангой и воронкой, вращающаяся муфта и привод распределительного устройства с уплотнением, Повышенные требования к стойкости деталей засыпного аппарата обусловили изготовление малых конусов из низколегированных сталей, например марки 50Г2, и марганцовистых, содержащих 11—14% Mn. Применяют наплавку не только контактной поверхности конуса, но и всей его рабочей поверхности. Угол образующей конуса составляет 50—55°, толщина стенок до 60 мм. Конус отливают цельным или разъемным из двух половин. Это позволяет производить его смену на кратковременных остановках печи. Разъем конуса делается по вертикальной образующей с креплением половин через фланцы, находящиеся на внутренней поверхности конуса. Конус 1 жестко подвешивается на пустотелой штанге — стальной цельнокатаной трубе, соединенной через вращающуюся муфту и подвески с балансирами малого конуса. Вращающаяся муфта имеет роликовый подшипник 7, при помощи которого штанга вращается вместе с малым конусом. Для предохранения от износа штанга защищается кольцами из марганцовистой стали. Контактные поверхности малого конуса и его воронки для герметичности пришлифовываются. Воронка малого конуса доменной печи 2 изготовляется из стального литья часто в разъемном исполнении. Ее объем рассчитан на размещение двух скипов материалов. Для увеличения объема воронки делают сварную надставку 9, которую закрепляют в стальном литом корпусе 3. Зубчатый венец 10, соединенный с корпусом, передает ей вращение. Опирается распределитель шихты на опорные и контропорные конические ролики 4 и центрируется роликами 5. Между вращающимися деталями корпуса распределителя и газовым затвором засыпного аппарата делают уплотнение 11 для предотвращения выхода газа с пылью, находящегося в межконусном пространстве под давлением 196 кПа и более. Уплотнение 6 предусмотрено также между штангами большого и малого 8 конусов. Привод распределителя состоит из двигателя 6 и редуктора 5, установленных на площадке, закрепленной на конструкциях колошникового устройства. Угловой редуктор 3 крепится на кронштейне к фланцу газового затвора. На его вал насажена шестерня 1, входящая в зацепление с зубчатым венцом 2 воронки распределителя шихты. Угловой редуктор вращается валом 4 с шарнирами, допускающими перекос. С валом редуктора связан сельсин 7, контролирующий углы поворота и командоаппарат 8. Для непосредственного приема шихтовых материалов из скипов перед воронкой конуса устанавливается приемная направляющая воронка, внутреннюю поверхность которой защищают футеровочными плитами из высокомарганцовистой стали или специальной армировкой. При работе доменных печей с повышенным давлением газов на колошнике межконусное пространство засыпного аппарата периодически наполняется газом перед срабатыванием большого конуса с давлением, равным печному, и освобождается от него перед опусканием малого конуса. Заполнение межконусного пространства осуществляется из газопровода 7 получистого газа с помощью уравнительного клапана большого конуса 2 Обратное снижение давления до атмосферного делается уравнительным клапаном малого конуса 3 через выхлопные трубы. Листовая задвижка 4 используется для отключения клапанов от печи во время ремонтов. Различаются основной и дополнительный режимы работы уравнительных клапанов. При основном режиме межконусное пространство заполняется газом повышенного давления непосредственно перед опусканием большого конуса и после обратного его подъема межконусное пространство сообщается с атмосферой. При дополнительном режиме повышенное давление в межконусном пространстве сохраняется постоянно, за исключением отрезков времени, в течение которых происходит срабатывание малого конуса. Он применялся при наличии неплотностей в сопряжении большого конуса с чашей, а в настоящее время стал основным в связи с переводом доменных печей на режим повышенного давления газа под колошником и снятия тем самым с большого конуса функции газового затвора. Последнее значительно увеличило работоспособность засыпного аппарата. Уровень материалов в печи между загрузкой двух смежных подач фиксируется специальным устройством. Фиксация уровня производится в двух (и более) диаметрально противоположных точках горизонтального сечения колошника двумя способами: механическим при помощи зондов или так называемых шомполов, приводимых в движение зондовыми лебедками, и при помощи радиоактивных изотопов, излучение которых фиксируется счетчиком с последующим отражением на светофоре. Во втором случае вместо зондов в колошниковой части печи устанавливают позиционный уровнемер. На уровне верхних защитных плит колошника диаметрально противоположно установлены два источника радиоактивного излучения 1. Приемник излучения 2 перемещается в водоохлаждаемых трубах посредством привода 3. Когда приемник находится ниже уровня шихты, у-излучение в него не попадает, а когда выше, то под действием у-излучения в приемнике вырабатывается электрический сигнал, воздействующий на привод 3. Приемники начинают перемещаться до тех пор, пока не установятся против поверхности шихты. Положение приемников регистрируется потенциометрами 4. На базе радиометрического замера на ряде заводов Юга СССР в 1972 г. опробованы в промышленных условиях профилемеры поверхности засыпи шихты в доменных печах. Гамма-профилемер позволяет с точностью до ±50—100 мм измерить очертание профиля поверхности шихты, определить гранулометрическую характеристику шихтовых материалов по сечению колошника, а также уровень и скорость схода шихты по его сечению. При механическом способе замер производят круглыми стержнями (жесткие зонды-шомпола) диаметра 50—60 мм, длиной 9 м или цепными и канатными зондами, которые, касаясь материала и опускаясь вместе с ним, фиксируют уровень шихты в печи. Лебедки (их число равно числу зондов) сблокированы с лебедкой управления конусами засыпного аппарата и входят в комплекс автоматически управляемых механизмов загрузки. Повышение давления газа на колошнике и увеличение размеров доменных печей создали существенные недостатки при эксплуатации обычных двухконусных засыпных аппаратов. Участились случаи продувов в контактных поверхностях большого конуса и его чаши. Появились также продувы по контактным поверхностям малого конуса и вращающейся воронки, в ее сальниковых уплотнениях и между штангами конусов. Врезультате срок службы засыпных аппаратов сократился с 4—6 лет до 8—10 месяцев, число капитальных ремонтов III разряда увеличилось, соответственно возросли простои доменных печей. Таким образом, за последние годы получили развитие два направления: совершенствование существующего двухконусного засыпного аппарата и создание новых конструкций загрузочных устройств. К конструкциям, отражающим эти направления, относятся следующие устройства. 1. Загрузочные устройства с различными вращающимися воронками. Основная их идея сводится к усреднению шихтовых материалов при быстром вращении воронки под малым конусом. Варьируемыми параметрами являются скорость вращения воронки, ее конфигурация, форма и размеры разгрузочных окон воронки. 2. Загрузочные устройства с подвижной бронью колошника для изменения его диаметра при регулировании распределения материалов. Они получили распространение главным образом в ФРГ, Франции, Бельгии, Люксембурге. Аналогичная конструкция имеется на печах Японии. На рисунке представлена конструкция подвижной брони, разработанная фирмой «Фридрих Крупп Индустрибау» (ФРГ). Конструкция состоит из 18 плит 1, подвешенных шарнирно посредством треугольных рычагов 2 к несущему кольцу 5, которое, в свою очередь, при помощи трех пят соединено с механизмами изменения диаметра брони 6. Эти механизмы могут изменять диаметр брони до одиннадцати положений. При минимальном диаметре 5600 мм форма профиля засыпи М-образная, а при максимальном 6800 мм У-образная. Таким образом оказывается значительное влияние на распределение шихты. В России такие устройства осуществлены на Кузнецком и Западно-Сибирском металлургических комбинатах (разработка СибГи-промеза и работников комбинатов) и находятся в промышленном испытании. Они отличаются от описанного выше более простой конструкцией и управляемостью. Техническая характеристика загрузочного устройства: привод гидравлический с давлением 5 МПа; количество плит 16 (управляемых индивидуально или группами по 4—6 в группе); максимальное отклонение плит 600 мм; высота плит 1200, толщина 60—90 мм. Для управления плитами установлен программирующий контроллер. Предусмотрено четыре режима их работы: местный, дистанционный, полуавтоматический и автоматический. Кроме указанных конструкций, в зарубежной практике применяют механические регулирующие средства, представляющие собой различные варианты выдвижных балок с закрепленными на них плоскостями, изменяющими траекторию падения материалов в зависимости от глубины ввода их в колошниковое пространство. Корректировка распределения шихтовых материалов на колошнике производится также подвижными по высоте распределительными кольцами, установленными в подконусном пространстве колошника. Такое кольцо впервые было установлено в 1910 г. доменщиком Г. Г. Поносовым на одной из доменных печей Надеждинского (ныне Серовского) завода на Урале. Эти кольца являются существенным дополнением к вращающемуся распределителю шихты (изобретенного в 1907 г. металлургом из США Мак-Ки) при эксплуатации печей, оборудованных конусными засыпными аппаратами. Недостатками подвижной брони являются возможность перекоса плит, кольца и крепления в результате термических деформаций кожуха печи, а также недоиспользование объема колошника, необходимого для маневрирования плитами. Плиты делаются из чугуна. Стойкость их около 3 лет. Износ за указанный период по нижнему краю плит составляет -20 мм при общей толщине в 50 мм. 3. Широкое распространение получили двухконусные аппараты с газоуплотнительными клапанами фирмы «Исикаведзима Харима дзюкоге» (Япония), установленные на доменных печах с полезным объемом от 1250 до 4000 м3 и более.Эти аппараты разработаны для скиповой и транспортерной подачи материалов на колошник. Большой конус в них является распределителем шихты, газоуплотнение обеспечивается клапанами и малым конусом. Поданным фирмы, на некоторых печах уже выплавлено более 6 млн. т чугуна без замены больших конусов. При скиповой подаче применяется реверсивный распределитель с электродвигателем мощностью 2—3 кВт. Загрузка осуществляется по станциям, как у обычных типовых вращающихся распределителей, и производится через две приемные воронки по одной для каждого скипа, закрывающихся снизу газоуплотнительными клапанами. Последние открываются перед загрузкой материалов из скипа и закрываются после высыпания их из приемной воронки. Таким образом, диск и клапан со специальным резиновым уплотняющим седлом предохраняются от порчи падающими материалами. Изготавливаются они из высокопрочной легированной стали. Высыпающиеся из приемной воронки материалы попадают во вращающийся желоб-распределитель с двумя симметрично расположенными отверстиями в боковой стенке; желоб подвешен на центральном трубчатом валу с насаженной цилиндрической шестерней. Шестерня и желоб поддерживаются тремя верхними, тремя нижними и шестью боковыми роликами. На верхней крышке камеры малого конуса установлен приводной механизм, с помощью которого желоб вращается или устанавливается на заданной позиции. При конвейерной подаче на колошник вместо вращающегося желоба применяют стационарный. Шихтовые материалы с ленточного конвейера ссыпаются по раздвоенному желобу в две стационарные приемные воронки, дно которых закрывается откидными затворами. Днища приемных бункеров закрываются газоуплотнительными клапанами. Загрузка производится при том же положении клапанов, что и в случае варианта скиповой загрузки, вследствие чего материал попадает непосредственно из стационарных приемных воронок в конический стационарный желоб, выпускное отверстие которого делается небольшим для максимального попадания к центру малого конуса с целью равномерного их распределения. Герметизация клапанов усиливается силиконовой резинкой. Смена клапанов может быть осуществлена за несколько часов. Толщина стенок конуса и чаши в этом варианте несколько увеличивается по сравнению с обычными двухконусными аппаратами для повышения их стойкости по отношению к истирающему воздействию шихты. С этой целью контактные пояса конусов и их воронок наплавляются сормайтом и сплавами на основе никеля и карбидов хрома. Малые и большие конусы производят из стали, содержание хрома в которой до 24—28%. Остальные детали увеличены по массе, но изготовляются из обычной углеродистой стали. Большой конус выполняет лишь функцию распределителя материалов. Сжатый очищенный газ с небольшим избыточным давлением в 2,94 кПа подается в межконусное пространство. Герметизация осуществляется, как и в скиповом варианте, малым конусом и газоуплотнительными клапанами.Аппарат отличается простотой, хорошими герметичностью и распределением шихты на колошнике. Лицензии на данное загрузочное устройство приобретены рядом фирм ФРГ, США, Англии. По данным на 1972 г., такими засыпными устройствами оборудованы в мире 34 доменные печи, из них 21 печь полезным объемом 2000—4200 м3. Вместе с тем в данной конструкции засыпного аппарата доменной печи не решен вопрос надлежащей загрузки минеральной шихтой центральных зон печи. Это существенный недостаток двухконусного засыпного аппарата при установке его на печах 2700—5000 м3. Малый конус работает в тяжелых условиях, приводящих в отдельных случаях к быстрому выходу его из строя (например, спустя 12 месяцев после его установки на одном из заводов США). 4. Бесконусные загрузочные устройства (БЗУ) с распределительными устройствами в подкупольном пространстве доменной печи. Идея такой конструкции впервые была предложена еще в XIX в. Впоследствии ее использовала в 1972 г. фирма «Поль-Вюрт» (Люксембург), которая разработала загрузочное устройство с лотковым распределителем. Другой моделью для доменных печей является засыпной аппарат ВНИИметмаша - УЗТМ, установленный на печи 2000 м3 в скиповом варианте подачи материалов на колошник. Общее для обеих конструкций - наличие приемных воронок-бункеров с клапанами, дозирующих шихтовых затворов и распределителей, а также применение гидропривода для клапанных механизмов, затворов и заслонок. Распределители этих засыпных аппаратов обеспечивают расположение гребней загружаемых материалов на любом расстоянии от стенок и оси печи, что отвечает требованиям, предъявляемым к загрузочным устройствам современного доменного производства. Конструкция с лотковым распределителем имеет два (иногда три) промежуточных бункера для накопления шихты (для печи 3200 м2 объемом 50 м3 каждый, для печи 5000-5500 м2 — 75 м3) на весоизмерительных месдозах, обеспечивающих дозирование по массе шихтовых материалов при выгрузке в кольцевые зоны колошника. Шихта из бункеров выгружается в направляющие желоба с шихто-отсекающими клапанами (верхним и нижним) со скоростью, определяемой степенью раскрытия шихтового затвора, и через центральную трубу диаметром 700—800 мм, расположенную по оси печи внутри планетарного редуктора привода лотка, попадает на вращающийся лоток (длина до 5 м, покрыт жаропрочным износостойким материалом с большим содержанием Ni) и ссыпается в печь. Вращение лотка начинается сразу же после подъема зондов, замеряющих уровень шихты в печи, и начала загрузки одного из шихтовых бункеров и осуществляется с помощью планетарного редуктора и двух электродвигателей переменного и постоянного тока общей мощностью 10 кВт.Приводы размещены рядом с центральной трубой в футерованной камере. Для защиты электрооборудования от воздействия газов и пыли в камеру под давлением (выше примерно на 0,1 ат давления в печи) подается в зависимости от условий работы печи до 10,0—30,0 т-м2 холодного или доменного чистого газа. Это обеспечивает работу приводов при температуре до 70 °С. С помощью указанных приводов вращающийся вокруг оси печи лоток может изменять угол своего наклона по заданной программе относительно той же оси. Этой программой задается несколько фиксированных позиций углов наклона лотка, на каждую из которых должны подаваться равные по массе порции материалов, загруженных в приемный бункер. Угол наклона лотка может изменяться от 16° до 53° обычно по 11 позициям, фиксированным программой загрузки, причем шаг углов между позициями увеличивается по мере уменьшения угла наклона, чтобы обеспечить расположение вершин гребней посередине колец равной площади на поверхности колошника. Этим достигается равенство высот слоев шихты, укладываемых по кольцам различных диаметров, и соответствующее распределение газового потока. Изменение угла наклона лотка предусматривается по позициям: 16,0°; 26,2°; 31,0°; 34,8°; 38,0°; 40,5°; 42,7°; 44,7°; 46,0°; 43,8°; 54,0—53,0°. Аппарат оснащен высокого уровня автоматикой. Приемная воронка, установленная на катках, поочередно перемещается по рельсам над бункерами шихты, затворы которых при этом автоматически открываются. В бункера подается пар и каждый из них имеет по два шлюзовых тарельчатых клапана сверху и снизу, уплотняющие с силиконовой резиной и грузовые. Для выравнивания давления в печном пространстве и бункерах в последние подается чистый доменный газ под давлением, равным печному. После разгрузки материалов давление в бункере выравнивается с атмосферным. Бесконусным аппаратом обеспечиваются режимы загрузки шихты: автоматические кольцевой и спиральный при свободном выборе угла наклона желоба; секторная и точечная при том же условии, но при ручном управлении. Контроль наличия материалов в бункерах осуществляется изотопными датчиками. Взвешивание их не предусмотрено. Верхний и нижний газоотсекающие клапаны отделяют бункера от атмосферы и рабочего пространства печи. В верхней части бункеров установлены уравнительные и предохранительные клапаны. Шихтовые затворы, перекрывающие выгрузочные отверстия бункеров, регулируют интенсивность высыпания материалов. По наклонным течкам последние подаются во вращающуюся воронку распределителя и далее поступают на выпуклую поверхность распределительного устройства — склиза. Для улучшения окружной равномерности распределения работа воронки предусмотрена с накоплением шихты, уровень которой контролируется изотопным датчиком. Поверхность склиза представляет собой поверхность конуса с утлом наклона образующей к горизонту 40°, ось которого совмещается с осью печи и является осью вращения. Максимальный радиус склиза 2,5 м. Он вращается синхронно с воронкой и может поворачиваться относительно ее окна для регулирования радиального распределения шихты. Чем больше радиус склиза напротив окна воронки, тем дальше от центра располагается гребень загруженного материала. Управление распределителем основано на вращении воронки с постоянной скоростью и поддержании заданного углового положения склиза относительно ее путем автоматического регулирования скорости его вращения. Изменение распределения осуществляется изменением соосности воронки и склиза за счет угла их рассогласования, при котором положение вершин гребней изменяется по заданной программе, причем переход с одной позиции на другую производят в функции времени. Особенностью конструкции аппарата является вращение воронки и склиза с помощью двух концентрических штанг. Редуктор привода вынесен за пределы печи. Рассмотренные конструкции БЗУ показали высокую стойкость основных узлов и ремонтоспособность. 5. Роторное загрузочное устройство (РЗУ) и его эксплуатация. В 1989 г. в России разработано новое роторное загрузочное устройство (см. рис. 5.63, 6)у обеспечивающее высокую окружную равномерность распределения шихты, гибкое и эффективное регулирование материалов по радиусу печи. Роторное устройство направляет в печь сырье пятью широкими потоками и с меньшей высоты. Это уменьшает сегрегацию материалов на поверхности засыпи и исключает деформацию нижележащих слоев шихты за счет осуществления «мягкой» веерообразной загрузки материалов на колошник. Основным узлом этого устройства является роторный распределитель шихты, который приводит к существенному улучшению газодинамических условий плавки и повышению степени использования восстановительной способности газов. За счет внедрения РЗУ в отечественной (ЗСМК) и зарубежной (Бхилаи, Индия) практике прирост производства чугуна составил 4,3-6,7%, а экономия кокса - 4,1-4,4%. В состав РЗУ входят верхний и нижний конуса, пятилопастной ротор и его привод, приемная и направляющая воронки, промежуточный бункер с корректирующим кольцом, система охлаждения и смазки и автоматизированная система управления (АСУ) «РОТОР». РЗУ устанавливается на колошниковый фланец и не требует реконструкции наклонного моста и купольной части доменной печи. Лопасти ротора состоят из приемной самофутерующейся и загрузочной части. Загрузочная часть ротора распределяет материалы по поверхности колошника, она защищена плитами из износостойкого чугуна. Подгрузка сырья в заданный сектор колошника осуществляется за счет подвижного корректирующего кольца, расположенного в основании промежуточного бункера и изменяющего свое положение относительно нижнего конуса.
Управление работой ротора и корректирующего кольца производится с помощью АСУ «РОТОР» с использованием основных режимов загрузки шихты в доменную печь: а) кольцевая загрузка (в заданный радиус при постоянной скорости вращения ротора); б) многокольцевая загрузка (в смежные кольцевые зоны со ступенчатым изменением скорости ротора); в) спиральная загрузка (в смежные кольцевые зоны с непрерывным изменением скорости ротора). При аварийной остановке ротора материалы ссыпаются по неподвижным лопастям, образуя на колошнике 5 конусообразных холмов. При этом печь может работать без остановки, не прекращая загрузку в течение нескольких часов, без серьезных отклонений от нормального хода. В таблице приведены основные характеристики РЗУ для доменных печей различного объема (1000—3000 м3). Диаметр ротора составляет 3100—4500 мм при скорости вращения его до 20 об/мин и давлении на колошнике до 0,28 МПа (изб.). Масса РЗУ изменяется от 125 до 280 т. Для охлаждения внутренней полости вала ротора и камеры редуктора используется азот в количестве 1000-1500 нм3/ч при давлении 0,5 МПа. Срок службы РЗУ примерно в 2 раза больше, чем у двухконусного аппарата. Гарантийный срок службы роторного распределителя составляет 4 года, верхних и нижних конусов — 2 года. Использование РЗУ обеспечивает высокую работоспособность его основных узлов даже в тяжелых условиях эксплуатации, когда, например, имеет место повышение температуры колошниковых газов до 900 °С. Это достигается за счет наплавки твердым сплавом всех контактных поверхностей нижнего конуса и чаши, верхнего конуса и седла, подвергающихся наибольшему газоабразивному износу. В результате улучшается техническое обслуживание и эксплуатация РЗУ и существенно увеличивается межремонтный период аппарата.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-29; просмотров: 1160; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.41 (0.011 с.) |