Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Контроль сварочных материаловСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
Перед использованием сварочных материалов (электродов, сварочной проволоки и др.) должны быть проверены: а) наличие сертификата (на электроды, проволоку), полнота приведенных в нем данных и их соответствие требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы; б) наличие на каждом упаковочном месте (пачке, коробке, ящике, мотке, бухте и пр.) соответствующих этикеток (ярлыков) или бирок с проверкой полноты указанных в них данных; в) сохранность упаковок и самих материалов; г) для баллонов с газом - наличие документа, регламентированного стандартом на соответствующий газ.
Каждая партия сварочной проволоки перед выдачей на производственный участок должна быть проконтролирована путем осмотра поверхности проволоки в каждой бухте (мотке, катушке). На поверхности проволоки не должно быть окалины, ржавчины, следов смазки, задиров, вмятин и других дефектов и загрязнений. Перед использованием газа из каждого баллона следует проверить качество газа, для чего надо наплавить на пластину или трубу валик длиной 100-150 мм и по внешнему виду поверхности наплавки определить ее качество. При обнаружении пор в металле шва газ, находящийся в данном баллоне, бракуют.
Мероприятия по технике безопасности
Сварщики могут быть допущены только к тем работам, которые указаны в удостоверении. К выполнению сварочных работ допускаются сварщики, имеющие квалификационные разряды не ниже установленных соответствующими нормативно распорядительными и руководящими техническими документами и Единым тарифно-квалификационными справочником работ и профессий рабочих.
1. При производстве сварочных работ необходимо соблюдать требования Правил пожарной безопасности (на рабочем месте иметь ведро с водой). 2. При разделке кромок трещины и зачистке шва соблюдать правила безопасной работы при холодной обработке металла (иметь защитные очки, резиновый коврик). 3. Электрифицированный инструмент (дрель, шлифовальная машинка и устройство для разделки кромок с приводом от ЛЭМД) должны питаться напряжением не выше 36 В. 4. При разделке кромок, зачистке шва необходимо пользоваться защитными очками. Ударный инструмент не должен иметь трещин. 5. Эксплуатация электросварочного выпрямителя должна отвечать требованиям правил технической эксплуатации электроустановок. При этом оборудование и щиты должны иметь защитное заземление (ГОСТ 12.1.0.30-81). 6. При производстве электросварочных работ необходимо соблюдать требования действующих правил техники безопасности и производственной санитарии ГОСТ 12.3.003-86. Для защиты глаз и кожи – использовать шлем – маску со светофильтром (Э-1 при токе до100А, Э-2 при токе до 200А, Э-3 при токе до 400А, Э-4 при токе более 400А.). Для предохранения тела от ожогов каплями расплава руки сварщика должны быть защищены брезентовыми рукавицами, а сам сварщик должен быть одет в костюм с огнестойкой пропиткой. При сварке на открытой площадке требуется переносная ширма для предохранения от излучения. 7. Во всех случаях поражения электрическим током при оказании первой помощи необходимо изолировать пострадавшего от источника тока, вызвать врача. До прихода врача оказывать первую медицинскую помощь пострадавшему в виде искусственного дыхания и наружного массажа сердца. Карта технологического процесса сварки сварного соединения Н1
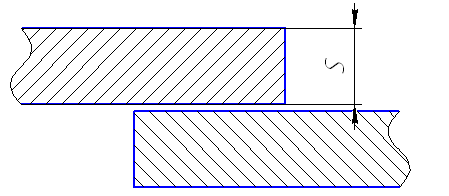
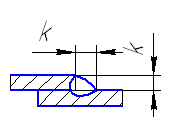
Метод подготовки и очистки: Все местные неровности кромок до сборки удалить с помощью абразивного круга или напильника Требования к прихватке: 4 штуки по 15 мм через 100, выполненные МП Защита сварочной ванны/защита корня шва: Углекислый газ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-13; просмотров: 445; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.193.166 (0.01 с.) |