Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Порядок проектирования технологического процесса изготовления декоративно-художественного изделия из камня.Содержание книги
Поиск на нашем сайте
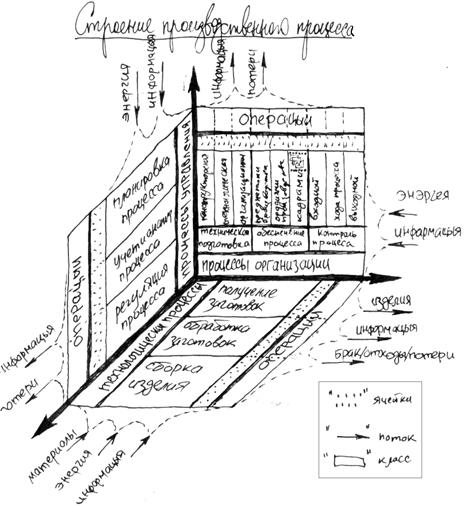
Технологический процесс – часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. Технологический процесс состоит из технологических операций. (получение заготовок, обработка заготовок, сборка изделия) Процесс организации – техническая подготовка производства, обеспечение технологического процесса, контроль функционирования П роцесс управления – связным звеном между производством и администрацией предприятия.
Порядок проектирования: 1) изучить по чертежам служебное назначение детали и проанализировать соответствие ему технических требований и норм точности; 2) выявить число деталей, подлежащих изготовлению в единицу времени и по неизменяемому чертежу, наметить вид и форму организации производственного процесса; 3) выбрать полуфабрикат, из которого должна быть изготовлена деталь; 4) выбрать технологический процесс получения заготовки, если неэкономично или физически невозможно изготовлять деталь непосредственно из полуфабриката; 5) обосновать выбор технологических баз и установить последовательность обра-ботки поверхностей заготовки; 6) выбрать способы обработки поверхностей заготовки и установить число переходов по обработке каждой поверхности исходя из требований к качеству детали; 7) рассчитать припуски и установить межпереходные размеры и допуски на отклонения всех показателей точности детали; 8) оформить чертеж заготовки; 9) выбрать режимы обработки, обеспечивающие требуемое качество детали и производительность; 10)пронормировать технологический процесс изготовления детали; 11)сформировать операции из переходов и выбрать оборудование для их осуществления; 12)выполнить размерный анализ технологического процесса; 13)выявить необходимую технологическую оснастку для выполнения каждой операции и разработать требования, которым должен отвечать каждый вид оснастки; 14)разработать другие варианты технологического процесса изготовления детали, рассчитать их себестоимость и выбрать наиболее экономичный вариант; 15)оформить технологическую документацию; 16)разработать технические задания на конструирование нестандартного оборудования, приспособлений, режущего и измерительного инструмента. Организация гибких автоматизированных участков и гибких автоматических линий в декоративно-художественных производствах. Гибкая автоматизация технического производства состоит в компьютерной реализации на этом производстве независимого от человеческого фактора процедур быстрой и незатратной переналадки оборудования для выпуска продукции в условиях ее совершенствования и изменяющейся потребности, а также быстрого, надёжного и свободного в пределах производственной компьютерной сети автоматического обмена техническими данными. Гибкая производственная система – умышленное функциональное и планировочное соотнесение цифрового технологического оборудования (роботизированных технологических комплексов и гибких производственных модулей, а также систем обеспечения их автоматического функционирования) с формой организации вложенных множеств единиц этого оборудования Такая система обладает свойством автоматизированной переналадки при производстве любых изделий, изготовить которые технологическими возможно на составляюще её оборудовани. Применяемые в науке, технике и производстве РФ термины и определения основных понятий и номенклатуру основных показателей гибких производственных систем устанавливает ГОСТ 26228-90. По организационной структуре ГПС имеют следующие уровни организации вложенных множеств: – гибкая автоматизированная линия – гибкий автоматизированный участок или гибкий производственный комплекс – гибкий автоматизированный цех. Гибкая автоматизированная линия – гибкая производственная система, в которой технологическое оборудование расположено в принятой последовательности технологических операций. Гибкий автоматизированный участок – гибкая производственная система, функционирующая по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования. Обе эти системы (ГАЛ и ГАУ) могут содержать отдельно функционирующие единицы технологического оборудования. Гибкий автоматизированный цех – гибкая автоматизированная система, представляющая собой в различных сочетаниях совокупность гибких автоматизированных линий, роботизированных технологических линий, гибких автоматизированных участков, роботизированных технологических участков для изготовления изделий заданной номенклатуры. Предусмотрены также гибкие производственные комплексы (ГПК), представляющие собой гибкую производственную систему, состоящую из нескольких гибких производственных модулей, объединенных автоматизированной системой управления и автоматизированной транспортно-складской системой, автономно функционирующую в течение заданного интервала времени и имеющую возможность встраивания в систему более высокой ступени автоматизации. Принципы построения ГПС В принципиальном представлении ГПС – форма производства, автоматизированного в наибольшем возможном объёме. Основные принципы организации ГПС: 1) принцип совмещения высокой производительности и универсальности: выдержание баланса между самобытностью малочисленной продукции и единообразием многочисленной продукции на каждом в отдельности уровне вложения множеств единиц продцукции; 2) принцип иерархичности: обобщённые управляющие сигналы подчиняющих надсистем поступают для управления каждой подчинённой подсистемы, и наоборот, — частные осведомительные и задающие сигналы от подсистем используются надсистемами для формирования общих управляющих сигналов; 3) принцип децентрализованного управления: наиболее эффективное использование электронных машин верхнего звена путём передачи обработки возможно большей части управляющей информации электронными устройствами среднего и низшего звеньев управления; 4) принцип модульности: любые организационные единицы оборудования изначально спроектированы с ориентацией на взиамодействие друг с другом, причём при условии обязательной согласованности конструкций низших иерархических уровней с конструкциями высших уровней. 5) принцип совместимости: оргнизационные единицы производства единообразно взаимодействуют и взаимозаменяемы; выдерживается строгая регламентация входных и выходных параметров модулей и управляющих воздействий на всех иерархических уровнях организации; согласованно потребление энергетических средств, применяется возможно меньше видов энергии. В случае творческого производства случай осложнён необходимостью либо формализации в формате единой производственной системы, либо изоляции и обеспечения аппаратной независимости творческих процессов на этом производстве. Типичным на сегодняшний день путём решения такой задачи является аппаратно–абстрагирующий изоляционный путь. В таком случае гибкий автоматизированные участки раздельно автоматически исполняют такие составляющие производственного процесса, на которые его можно разделить без ущерба творческой составляющей, а система связи этих участков действует по системотехническому организационно–планировочному принципу машиностроительного производства. Это означает, что единой электронной марштрутной картой и связанными с ней такими же операционными картами каждая независимая часть изделия однозначно приговорена к прохождению заданного технологами пути по своей автоматической изготовительной линии, и таким же образом все такие части будут автоматически собраны в единицу готовой продукции, а возможно – ещё и упакованы, занесены в систему учёта поставок и переданы на склад.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 405; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.65.111 (0.008 с.) |