Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методы повышения свариваемостиСодержание книги
Поиск на нашем сайте
Схемы механизма образования сварных соединений термопластов[2]. Повышение свариваемости термопластов может производиться за счет расширения температурного интервала вязкотекучести, интенсификации удаления ингредиентов или разрушения дефектных слоев в зоне контакта, препятствующих сближению и взаимодействию ювенильных макромолекул. Возможно несколько путей: - введение в зону контакта присадки в случае недостаточного количества расплава (при сварке армированных пленок), при сварке разнородных термопластов присадка по составу должна обладать сродством к обоим свариваемым материалам; - введение в зону сварки растворителя или более пластифицированной присадки; - принудительное перемешивание расплава в шве путем смещения соединяемых деталей не только вдоль линии осадки, но и возвратно-поступательно поперек шва на 1,5…2 мм или наложением ультразвуковых колебаний. Активизация в зоне контакта перемешивания расплава может производиться после оплавления стыкуемых кромок нагревательным инструментом, имеющим ребристую поверхность. Свойства сварного соединения могут быть улучшены последующей термической обработкой соединения. При этом снимаются не только остаточные напряжения, но возможно исправление структуры в шве и околошовной зоне, особенно у кристаллических полимеров. Многие из изложенных мероприятий приближают свойства сварных соединений к свойствам основного материала. При сварке ориентированных пластмасс во избежание потери их прочности вследствие переориентации при нагреве до вязкотекучего состояния полимера применяют химическую сварку, т. е. процесс, при котором в зоне контакта реализуются радикальные (химические) связи между макромолекулами. Химическую сварку применяют и при соединении реактопластов, детали из которых не могут переходить при повторном нагреве в вязкотекучее состояние, Для инициирования химических реакций в зону соединения при такой сварке вводят различные реагенты в зависимости от соединяемого вида пластмасс [1]. Процесс химической сварки, как правило, производится при нагреве места сварки.
Способы сварки пластмасс Контактная тепловая сварка Контактная тепловая сварка, при которой тепло поступает к свариваемым поверхностям за счет теплопроводности свариваемого материала от инструмета, прикладываемого к их внешней поверхности, называется - методом сварки проплавлением. Примером применения метода сварки проплавлением являетсясоединение пленок внахлестку на прессе (рис. 1.11).
Рис. 1.11. Схема непрерывной сварка пленок внахлест при нагреве инструментом соединяемых поверхностей: 1 - свариваемые пленки; 2 - нагреватель; 3 - прижимной ролик; 4 - транспортирующий ролик; 5 - сварной шов; а - направление сварки; Р- давление. По режиму нагрева деталей при сварке проплавлением различают сварку при длительном нагреве по заранее заданному термическому режиму и сварку термоимпульсную (рис.1.12), при которой нагрев свариваемых деталей осуществляется за счет кратковременного теплового импульса, а скорость охлаждения определяется теплоотводом в основание и подложку нагревателя и изделия.
1- свариваемые пленки; 2- нагреватель; 3- теплоиоляция; 4- анти-адгезионный слой стеклоткани или фторопласта-4; 5- подвижная губка; 6- эластичная подложка; 7- неподвижная губка; 8- сварной шов; Р- давление прижима (стрелками показано перемещение подвижной губки)
В зависимости от вида инструмента – нагревателя различают сварку ленточным или проволочным источником теплоты; при этом для нагрева свариваемых изделий используют стальные ленты или нити, по которым пропускается электрический ток.Теплоемкость таких нагревателей, контактирующих со свариваемыми деталями, практически ничтожна, поэтому их называют малоинерционными. Иногда эту сварку классифицируют по форме применяемого инструмента: роликом, полозом, горячим клином, нагретым лезвием. При сварке методом проплавления теплоту можно подводить с одной стороны – это односторонняя сварка, в отличие от двусторонней, при которой нагреватели располагают с двух сторон относительно плоскости сварки (рис.1.13).
а б в г Рис. 1.13. Схемы сварки оплавлением: а- встык; б- в тавр; в-сварка заплаты; г -приварка накладки; 1,2- свариваемые материалы; 3- нагреватель
Контактная тепловая сварка проплавлением, при которой нагревательный инструмент неподвижен относительно изделия, называется шаговой, или цикли-
ческой.
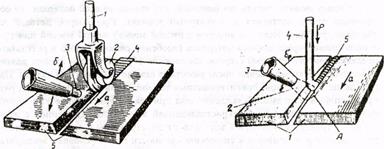
1.9.2 Сварка газовым теплоносителем. Сварка газовым теплоносителем – основана на нагреве соединяемых поверхностейматериала до температуры сварки струей нагретого газа. Выполняют ее с применением присадочного материала либо без него с помощью сварочных горелок различной конструкции (рис. 1.14).
А Б Рис. 1.14. Схема сварки нагретым газом: А- с прокаткой присадочного прутка роликом: 1 - присадочный пруток; 2- прижимной ролик; 3-с опло; 4 - сварной шов; 5- соединяемые детали, а-направление сварки. б - направление манипулирования сварочной горелки; Б- с применением присадочного материала: 1- свариваемые детали; 2- струя нагретого газа; 3- - наконечник нагревателя; 4 -присадочный пруток; 5 - сварной шов; а - направление сварки
Нагретый газ, выходящий из сопла горелки, нагревает одновременно свариваемые крошки и присадочный пруток, плотный контакт между которыми создается за счет прижатия прутка рукой сварщика. Этот способ универсален и гибок, может быть применен для сварки материалов различных толщин, позволяет осуществлять сварку протяженных швов сложной конфигурации при различном их положении в пространстве, не требует сложного оборудования и поэтому широко используют при сборке конструкций, несмотря на сравнительно низкую производительность и недостаточно высокую прочность соединения (особенно при ударных и изгибающих нагрузках). Газовым теплоносителем можно сваривать большинство известных термопластов: поливинилхлорид (ПВХ), непластифицированный (винилпласт), полиэтилен высокого давления (ПЭВД), полиэтилен низкого давления (ПЭНД), полипропилен (ПП). Сварка с присадкой особенно эффективна в случае жестких термопластов. Положение шва при сварке может быть самое разнообразное. Сваркой газовыми теплоносителями могут быть выполнены швы практически всех типов соединений – стыковых, нахлесточных, угловых и тавровых. Выбор типа шва обусловлен главным образом толщиной свариваемых материалов, особенностями свариваемых конструкций и условиями их нагружения в процессе эксплуатации. При сварке деталей толщиной до 4мм подготовку кромок можно не производить. Если толщина свариваемых деталей более 4мм необходима предварительная подготовка кромок: скос кромок одного, либо обоих свариваемых изделий с одной или двух сторон. Кромки обрабатываются механическим путем – фрезерованием, строганием, опиловкой. Перед сваркой обработанные кромки и сварочный пруток очищают от грязи, масел и других веществ. Швы, полученные при сварке деталей с двумя симметричными скосами двух кромок (Х-образная разделка), имеют преимущества перед швами, полученными при сварке деталей с одним скосом одной либо двух кромок (К и V – образной разделкой). Они требуют в 1,6 – 1,7 раз меньшего расхода присадочного материала. Кроме того, при сварке стыковых соединений с Х-образной разделкой кромок возможный непровар в корне шва находится в средней части сечения, что делает его менее опасным. Наконец, сварные соединения с Х-образной разделкой кромок более прочные, так как, благодаря их симметричному строению, при воздействии растягивающих и изгибающих нагрузок в швах не возникают дополнительные изгибающие моменты.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 756; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.147.193 (0.011 с.) |


 Рис. 1.12. Схема термоимпульсной сварки пленок:
Рис. 1.12. Схема термоимпульсной сварки пленок: