Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ультразвуковая сварка пластмассСодержание книги
Поиск на нашем сайте
Ультразвуковая сварка пластмасс–заключается в том, что электрические колебания ультразвуковой частоты (20-50 кГц), вырабатываемые генератором, преобразуются в механические продольные колебания магнитострикционного преобразователя и вводятся в свариваемый материал с помощью продольно колеблющегося инструмента – волновода, расположенного перпендикулярно к свариваемым поверхностям. Подвод механической энергии ультразвуковых колебаний осуществляется за счет контакта излучающей поверхности сварочного инструмента – волновода с одной или несколькими свариваемыми деталями. Динамическое усилие, возникающее в результате воздействия колеблющегося волновода, приводит к нагреву свариваемого материала, а действие статического давления обеспечивает получение прочного сварного соединения. Образование сварных соединений при ультразвуковой сварке возможно без проплавления всего объема материала, так как максимальные температуры в любой момент времени достигаются на соединяемых поверхностях материала. Под действием мощных импульсов ультразвуковой частоты происходит выравнивание микронеровностей, разрушение и удаление различных поверхностных пленок и загрязнений, а также ускоряется процесс диффузии макромолекул и перемешивание расплава. Все это ускоряет процесс образования сварных соединений и обеспечивает возможность качественной сварки при температурах более низких, чем в случаях других известных способов, а иногда даже ниже температуры текучести полимеров. 1.9.6 Сварка пластмасс трением Сварка пластмасс трением – основана на нагреве соединяемых поверхностей за счет превращения механической энергии трения в теплоту (рис.1.15). Поскольку пластмассы обладают низкой теплопроводностью от зоны контакта деталей, подвергающихся трению, отводится незначительное количество теплоты и поэтому нагрев их происходит быстро. Используют сварку трением путем вращения соединяемых деталей и сварку путем колебательных движений – вибротрения.
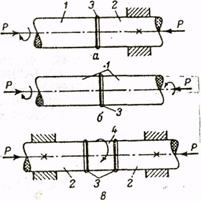
Рис. 1.16. Схема сварки трением с использованием вращения одной детали (а), обоих деталей (б) и вставки (в): 1 - вращающаяся деталь; 2 ~ неподвижная деталь; 3 -сварной шов; 4 – вставка
За счет выделяющейся при трении теплоты термопластичный материал переходит в вязкотекучее состояние (плавится) и под воздействием прикладываемого при этом усилия часть расплава вытекает в процессе трения (оплавления) свариваемых деталей. При накоплении в стыке необходимого количества расплава процесс трения прекращается, и детали сжимаются (осаживаются) – получается неразъемное соединение. Сварка трением обладает рядом важных преимуществ: высокой производительностью, малым потреблением энергии и мощности, высоким качеством сварного соединения, стабильностью качества сварных соединений, возможностью сварки разнородных пластмасс, гигиеничностью процесса. Сварку трением вращения применяют при соединении деталей, имеющих форму тел вращения. Вибротрением можно сваривать несимметричные детали практически любой конфигурации.
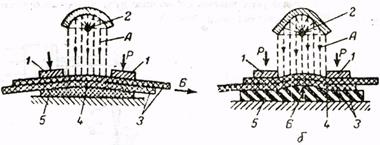
1.9.7 Сварка излучением Сварка излучением–использует способность пластмасс поглощать лучистую (фотонную) энергию и за счет этого нагреваться (рис.13). В результате поверхностные слои деталей из термопластов переходят в вязкотекучее состояние и с приложением необходимого давления свариваются. По виду источника и характера генерируемого им излучения различают следующие разновидности сварки: инфракрасным (ИК) излучением, светом видимого диапазона (СВД), лазером (оптическим квантовым генератором).
Рис. 1.17. Сварка ИК-излучением на жесткой подложке с созданием давления путем растяжения свариваемых материалов (а) и за счет упругой подложки (б): А- ИК-луч; В- направление натяжения; Р— давление прижима: 1— губки ограничителей зоны облучения; 2- нагреватель, 3~ свариваемые пленки; 4- сварной шов; 5- подложка
Особенностью сварки излучением является отсутствие непосредственного контакта нагревательного инструмента (излучателя) с нагревательной поверхностью, что исключает необходимость применения мер по предупреждению прилипания расплава (адгезии) к нагревателям. При нагреве поверхностей деталей не происходит принудительного вытеснения расплава в первичный град. Процесс нагрева излучением легко регулируется в широком диапазоне путем изменения мощности лучистого потока (температуры нагрева излучателя) и расстояния до облучаемых деталей. Для сварки используют излучатели, в которых элементы накаливания имеют температуру, как правило, выше 1000ºС (до 2100-2200ºС). Основными параметрами процесса сварки излучением являются мощность излучения (температура нагревателя), время нагрева свариваемых поверхностей, усилие и скорость осадки после нагрева. Сварка излучением имеет недостаток – при нагреве оплавляемые поверхности на протяжении всего цикла находятся в контакте с окружающей атмосферой, что ведет к развитию окислительных процессов расплава термопласта. В последние годы разрабатываются процессы сварки полимеров, основанные на использовании двух и более видов энергии. Особенно эффективными оказались сочетания энергии ультразвука с другими видами энергии: тепловой, световой, трения, энергии поверхностно-активных веществ. Основное достоинство такого сочетания состоит в расширении технологических возможностей сочетающихся видов энергии, повышении качества полимерных сварных соединений и стабильности процесса. Важным является и то, что комбинированные процессы сварки проще управляются, менее чувствительны к отклонениям параметров режимов сварки и к влиянию различных побочных факторов. Эти процессы обладают также высокой универсальностью. К таким комбинированным видам сварки относятся: сварка изделий из фторопластов теплом и ультразвуком; фрикционно-ультразвуковая сварка. Вопросы для самопроверки 1. Опишите способы получения полимеров и дайте их классификацию. 2. Опишите особенности строения линейных, разветвленных и сетчатых полимеров. 3. Дайте определение олигомеров. 4. Дайте определение термопластичных полимеров. Приведите примеры. 5. Дайте определение термореактивных полимеров. Приведите примеры. 6.Опишите фазовые состояния полимеров. Дайте определение «надмолекулярная структура полимеров». 7. Приведите основные типы надмолекулярных структур, характерных для аморфных и кристаллических полимеров. 8. Опишите физические состояния и термомеханические кривые аморфных полимеров 9.Охарактеризовать стеклообразное, высокоэластическое и вязкотекучее состояния полимеров. 10.Опишите физические состояния и термомеханические кривые кристаллических полимеров. 11 Охарактеризуйте термомеханические кривые сетчатых полимеров. 12.Опишите способы управления структурой и свойствами полимерных материалов. 13 Основные пластмассы для сварных соединений. 14. Механизм образования сварных соединений. 15. Классификация пластмасс по свариваемости. 16. Методы повышения свариваемости. 17. Способы сварки пластмасс
ЛАБОРАТОРНАЯ РАБОТА № 1
|
||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 741; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.195.180 (0.008 с.) |