Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологической документацииСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
Оформление маршрутной карты (МК) МК является основной и неотъемлемой частью комплекта технологических документов, разрабатываемых на ТП изготовления или ремонта изделий и их составных частей, то есть МК – это обязательный документ любого ТП. При маршрутном и маршрутно-операционном описании ТП МК является одним из основных документов, на котором описывается весь ТП в технологической последовательности выполнения операций.
При операционном описании ТП МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции перечень документов, применяемых при выполнении операции; технологическое оборудование, трудозатраты.
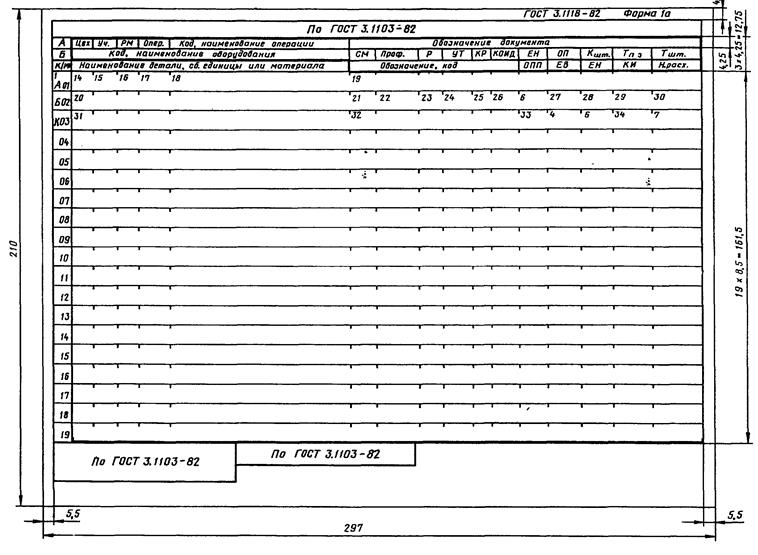
Формы и правила оформления МК, применяемых при отработке ТП изготовления деталей изделий или при ремонте изделий и их составных частей в основном и вспомогательных производствах, регламентированы ГОСТ 3.1118 – 82 «ЕСТД. Формы и правила оформления маршрутных карт». Этим государственным стандартом установлено 11 форм МК ( формы 1, 1а, 1б и 2 – с горизонтальным расположением поля подшивки и формы 3, 3а, 3б, 4, 5, 5а и 6 – с вертикальным расположением поля подшивки).
Формы МК, установленные поименованным выше государственным стандартом ЕСТД, являются унифицированными, и их следует применять независимо от типа и характера производства и степени описания ТП.
Выбор и установление применения форм МК осуществляет разработчик документов, в соответствии с порядком, установленным в отрасли или на предприятии (организации).
Наиболее часто применяют МК с горизонтальным расположением поля подшивки, то есть формы 1 маршрутного описания обработки резанием и МК формы 2 маршрутного описания сборки. Оформление форм, бланков и документов осуществляется по Общие правила записи технологической информации в технологических документах», оформление основных надписей в формах производится по ГОСТ 3.1103 – 82 «ЕСТД. Основные надписи».
Маршрутная карта (первый или заглавный лист). Форма 1
Маршрутная карта (оборотная сторона). Форма 1а
ведения, вносимые в отдельные графы и строки маршрутной карты
Примечание. Установлена пятизначная структура основного кода характеристики документации (ХХХХХ) по ГОСТ 3.1103 – 93. Первые две цифры – вид документации:
01 – комплект технологической документации; 10 – маршрутная карта; 20 – карта эскизов; 42 – ведомость оснастки; 44 – ведомость деталей к типовому (групповому) ТП (операции); 60 – операционная карта; Третья цифра – вид ТП (операции) по организации:
0 – без указания; 1 – единичный ТП (операция); 2 – типовой ТП (операция); 3 – групповой ТП (операция). Последние две цифры – вид ТП по методу выполнения:
00 – без указания; 02, 03 – технический контроль; 04 – перемещение; 21 – обработка давлением; 41, 42 – обработка резанием; 50, 51 – термообработка.
Ниже приведён один из примеровзаполнения МК (форма 1) единичного ТП обработки резанием (10141.ХХХХ). Последние четыре разряда (ХХХХ) – резерв дополнительного обозначения по отраслевому классификатору и пример заполнения МК 111(форма 2) на единичный ТП сборки.
Пример заполнения маршрутной карты на единичный технологический процесс обработки резанием
Пример заполнения маршрутной карты на единичный технологический процесс сборки
Пример оформления маршрутно-операционной карты
Карта технологического процесса
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-10; просмотров: 836; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.68.161 (0.01 с.) |