Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
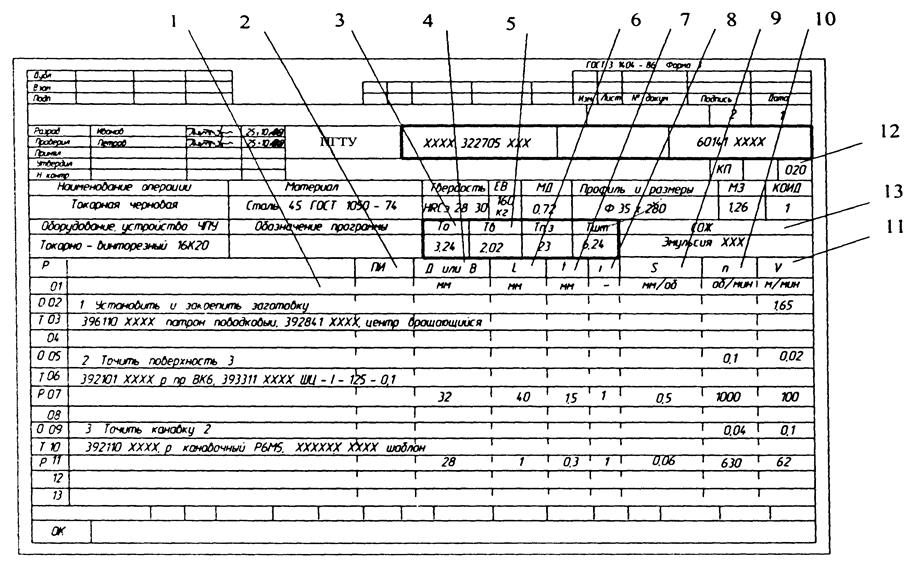
Информация по дополнительным графам операционной картыСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
Пример заполнения операционной карты
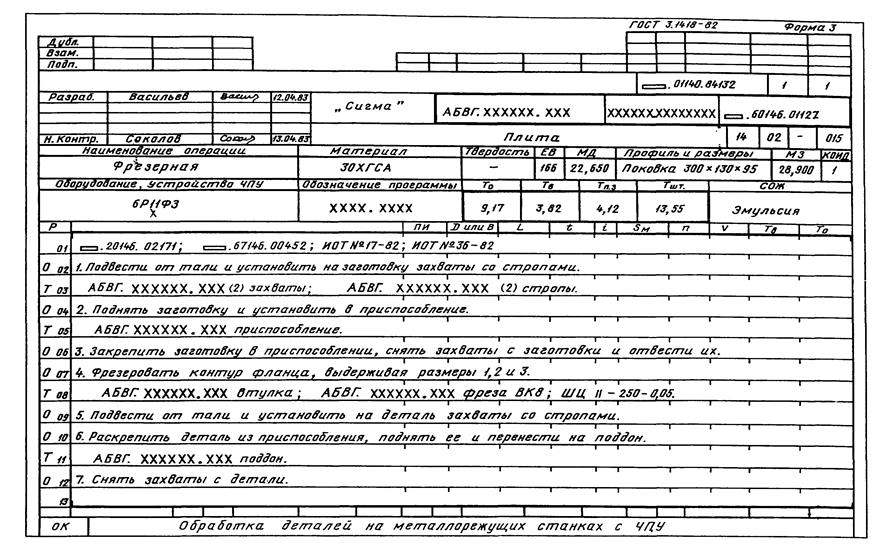
Пример оформления операционной карты при обработке деталей на металлорежущих станках с ЧПУ
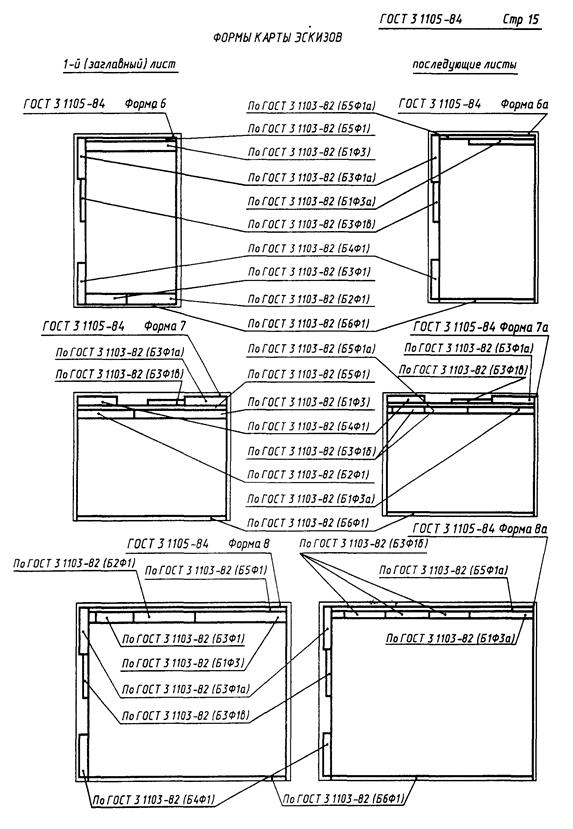
Формы карты эскизов
(В курсовом проекте следует применять формы 7 или 7а по ГОСТ 3.1105 – 84)
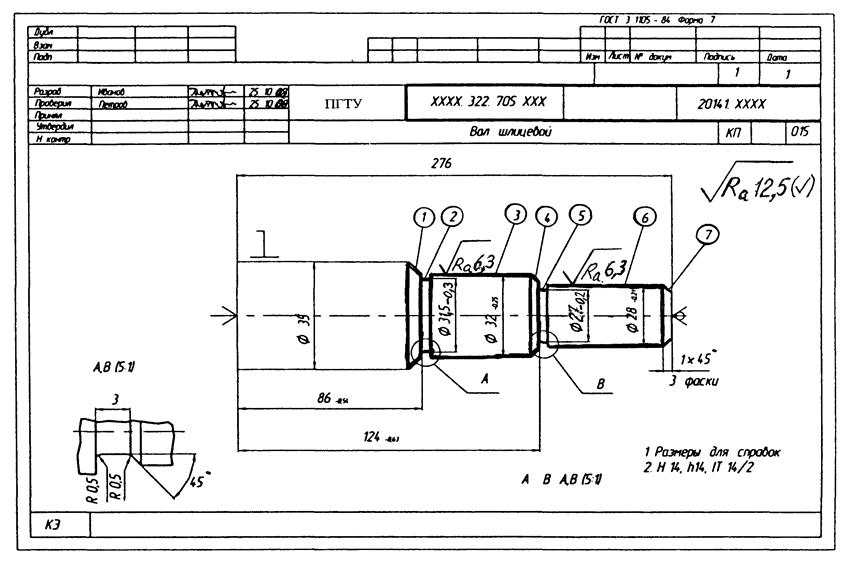
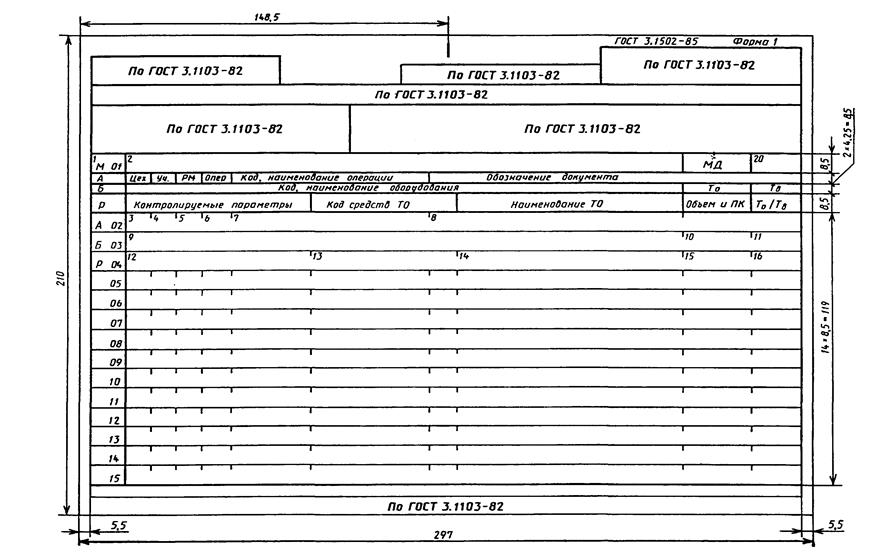
Пример заполнения карты эскизов Оформление ведомости операций технического контроля ВО/ТК используется для операционного описания технологических операций технического контроля в технологической последовательности с указанием переходов, технологических режимов и данных о технологической оснастке и норм времени, в случае наличия в ТП большого количества операций технического контроля, удобства и рациональности применения этого вида документа на рабочих местах. ВО/ТК должна применяться совместно с МК или КТП. ВО/ТК следует выполнять на бланках форм 1 и 1а по ГОСТ 3.1502 – 85 «ЕСТД. Формы и правила оформления документов на технический контроль».
Информация, вносимая в ВО/ТК
Ведомость операций технического контроля (первый или заглавный лист)
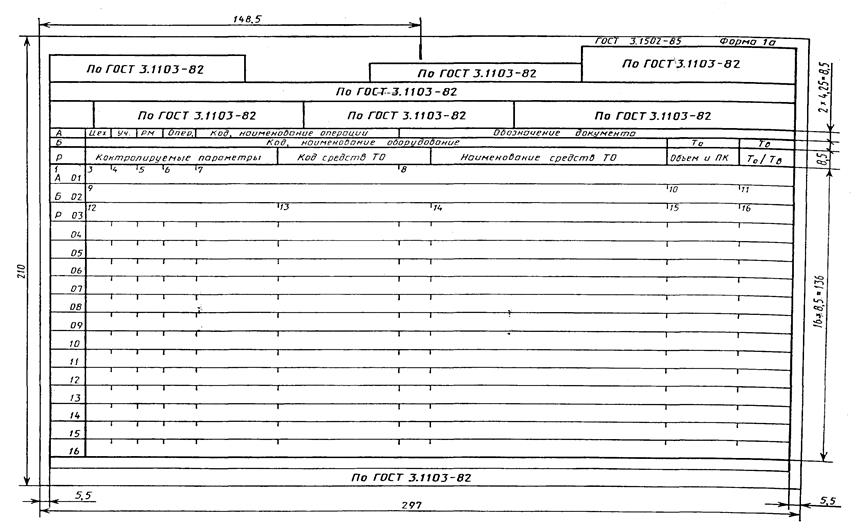
Ведомость операций технического контроля (последующие листы) Оформление операционной карты технического контроля Операционная карта технического контроля (ОК/ТК) является основным документом технического контроля. Оформление ОК/ТК производят по ГОСТ 3.1502 – 85 «ЕСТД. Формы и правила оформления документов на технический контроль» на бланках формы 2 и 2а.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-10; просмотров: 942; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.3 (0.01 с.) |