Наименование изделия (детали, сборочной единицы) по основному конструкторскому документу
Обозначение изделия по основному конструкторскому документу или код ступени классификации по конструкторскому классификатору
Продолжение таблицы 2.2
Код классификационных группировок технологических признаков для типовых и групповых технологических процессов по технологическому классификатору [1, 2]
Обозначение документа по ГОСТ 3.1201—85 (Система обозначения технологической документации)
-
-
Общее количество листов документа
-
-
Порядковый номер листа документа
-
-
Литера, присвоенная технологическому документу
-
-
Графа для особых указаний
Обозначение документа
А
Обозначение документов, применяемых при выполнении данной операции, например, ИОТ - инструкция по охране труда
Тшт
Б
Норма штучного времени на операцию, мин
И
Тп.з
Б
Норма подготовительно-заключительного времени на операцию, мин
Кшт
Б
Коэффициент штучного времени при многостаночном обслуживании, зависящий от количества обслуживаемых станков:
Кол.
станков
Кшт
0,65
0,48
0,39
0,35
ОП
Б
Объем производственной партии, штуки
ЕН
М02,
Б, К,
М
Единица нормирования, на которую установлена норма расхода материала, или норма времени.
например, 1, 10, 100
КОИД
Б
Количество одновременно обрабатываемых заготовок при выполнении одной операции
КР
Б
Количество исполнителей, занятых при выполнении операции
УТ
Б
Код условий труда. Включает в себя цифру - условия труда:
1 - нормальные;
2- тяжелые и вредные;
3 - особо тяжелые, особо вредные; и букву, указывающую вид нормы времени:
Р - аналитически-расчетная;
И - аналитически - исследовательская;
X - хронометражная;
0 - опытно-статистическая
Продолжение таблицы 2.2
Р
Б
Разряд работы, необходимой для выполнения
операции. Код включает три цифры: первая - разряд работы по тарифно-квалификационному справочнику, две следующие - код формы и системы оплаты труда:
10 - сдельная форма оплаты труда;
И - сдельная система оплаты труда прямая;
12 - сдельная система оплаты труда премиальная;
13 - сдельная система оплаты труда прогрессивная;
20 - повременная форма оплаты труда;
21 - повременная система оплаты труда простая;
22 - повременная система оплаты труда премиальная
ПРОФ
Б
Код профессии согласно классификатору (табл. 2.7)
СМ
Б
Код степени механизации труда. Указывается цифрой:
1 - наблюдение за работой автоматов;
2 - работа с помощью машин и автоматов;
3 - вручную при машинах и автоматах;
4 - вручную без машин и автоматов;
5 - вручную при наладке машин
Код, наименование оборудования
Б
Код оборудования. Включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Выборочно коды оборудования указаны в табл. 2.4
Код, наименование операции
А
Код операции согласно классификатору технологических операций. В табл. 2.4 выборочно приведены коды основных операций механической обработки. При наличии операции, выполняемой на станке с ПУ, к коду операции добавляется код 4103». После кода операции записывается ее наименование-
Цех
А
Номер цеха, в котором выполняется операция
Уч
А
Номер участка
РМ
А
Номер рабочего места
Опер
А
Номер операции в технологической последовательности изготовления, контроля и перемещения
Рекомендуемая нумерация операций: 000, 005, 010 и т. д.
Код
М02
Код материала. Графа не заполняется, ставится прочерк
ЕВ
М02,
К, М
Код единицы величины - массы, длины, площади и т. п. детали или заготовки. Для массы, указанной в «кг» - код 166; в «г» - 163; в «т» - 168. Допускается вместо кода указывать единицы измерения величины
МД
М02
Масса детали по конструкторскому документу
ЕН
М02,
Б, К,
М
Единица нормирования, на которую установлена норма расхода материала или норма времени, например, 1, 10, 100
Продолжение таблицы 2.2
Нрасх
М02. К, М
Норма расхода материала
КИМ
М02
Коэффициент использования материала
Код заготовки
М02
Код заготовки по классификатору (табл. 5,6). Допускается указывать вид заготовки (отливка, прокат, штамповка и т. д.)
М01
Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби «/», например. Лист БОН-2,5 х 1000 х 2500 ГОСТ 19903-74/Ш-1У В ст. 3 ГОСТ 14637-79
Профиль и размеры
М02
Обозначение профиля и размера заготовок. Рекомендуется указывать толщину, ширину и длину, сторону квадрата или диаметр и длину, например, 20 X 50 X 300, 0 35. Профиль допускается не указывать
КД
М02
Количество деталей, изготавливаемых из одной заготовки
МЗ
М02
Масса заготовки
10 — маршрутная карта;
20 — карта эскизов;
42 — ведомость оснастки;
44 — ведомость деталей к типовому (групповому) технологическому процессу (операции);
60 — операционная карта;
62 — карта наладки;
67 — карта кодирования информации.
Третья цифра — вид технологического процесса (операции) по организации:
0 — без указания;
1 — единичный процесс (операция);
2 — типовой процесс (операция);
3 — групповой процесс (операция).
Последние две цифры — вид технологического процесса по методувыполнения:
00 — без указания;
02, 03 — технический контроль;
04 — перемещение;
21 — обработка давлением;
41, 42 — обработка резанием;
50, 51 — термообработка.
Пример. Маршрутная карта единичного процесса обработки резанием — 10141.ХХХХ (рис. 2.1). Последние четыре разряда (ХХХХ) — резерв дополнительного обозначения по отраслевому классификатору.
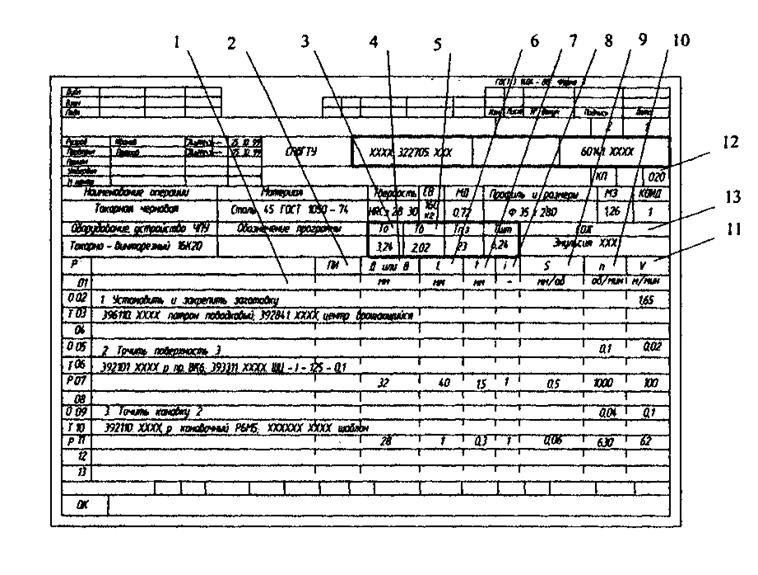
Рис. 2.2. Пример заполнения операционной карты
Наименование операции обработки резанием должно отражать применяемый вид оборудования и записываться именем прилагательным в именительном падеже (за исключением операции «Галтовка») в соответствии с табл. 2.3 и 2.4.
Таблицы 2.3
Группы операций обработки резанием
Группы операций обработки резанием
Наименование группы операций
Применяемое оборудование (станки)
Автоматно- линейная
Автоматические линии
Агрегатная
Агрегатные
Долбежная
Долбежные
Зубообрабатывающая
Зубофрезерные, зубострогальные, зубошлифовальные и др.
Указатель кодов основных видов заготовок в машиностроении (выборочно)
Вид заготовок
Код
Сталь крупносортовая низкоуглеродистая
09312Х
Сталь среднесортовая низкоуглеродистая
09322Х
Сталь мелкосортовая низкоуглеродистая
09332Х
Сталь сортовая конструкционная
09501Х
Сталь сортовая углеродистая
09503Х
Сталь сортовая легированная
09504Х
Сталь сортовая инструментальная
0966ХХ
Сталь сортовая быстрорежущая
0962ХХ
Трубы бесшовные углеродистые
134ХХХ
Отливки из ковкого чугуна
41111Х
Отливки из серого чугуна
41112Х
Отливки из легированных чугунов
41114Х
Отливки из углеродистой стали
41121Х
Отливки из легированной стали
41123Х
Штамповки из черных металлов
41211Х
Поковки из проката черных металлов
41212Х
Поковки из проката цветных металлов
41222Х
Металлоконструкции сварные корпусные
41333Х
Металлоконструкции сварные цилиндрические
41336Х
Таблица 2.7
Указатель кодов профессий в машиностроении (выборочно
Наименование профессий
Код
Долбежник
Заточник
Зуборезчик
Зубошлифовщик
Оператор автоматических линий
Оператор станков с ЧПУ
Полировщик
Прессовщик
Протяжчик
Разметчик
Резчик на пилах, ножовках и станках
Резьбофрезеровщик
Резьбошлифовщик
Сверловщик
Слесарь-инструментальщик
Слесарь механосборочных работ
Станочник на специальных станках по обработке металла
Строгальщик
Токарь
Токарь-карусельщик
Токарь-полуавтоматчик
Токарь-расточник
Токарь-револьверщик
Фрезеровщик
Шлифовщик
2.2. Операционная карта
Структура построения операционной карты (ОК) идентична маршрутной. Запись информации выполняется построчно с привязкой к соответствующим служебным символам (см. разд. 2.1).
Указание единиц величины следует выполнять в заголовках или подзаголовках соответствующих граф. Допускается указывать единицы величины параметров технологических режимов после их числовых значений, например, 40 мм; 0,2 мм/об; 36 м/мин.
Указание данных по технологическим режимам следует выполнять после записи состава применяемой технологической оснастки.
При указании данных по технологической оснастке информацию следует записывать в следующей последовательности: 1) приспособления; 2) вспомогательный инструмент; 3) режущий инструмент; 4) средства измерения.
В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение видов: приспособлений - «ПР»; вспомогательного инструмента - «ВИ»; режущего инструмента - «РИ»; средств измерений - «СИ». Например, СИ. АВВХХХ. Пробка Æ 24Р7-пр.
При описании содержания перехода необходимо указывать данные по То и Tв. Это следует выполнять на уровне строки, где заканчивается описание содержания перехода под служебным символом «О».
Большинство граф операционной карты соответствует аналогичным графам маршрутной карты. Информацию по дополнительным графам следует вносить в соответствии с рис. 2.2 и табл. 2.8.
Таблица 2.8
Информация по дополнительным графам операционной карты
Номер пункта поиска пункта
Наименование (условное обозначение графы
Содержание информации
Графы для записи содержания перехода, информации по оснастке, режущему и измерительному инструменту
ПИ
Номер позиции инструментальной наладки. Графа заполняется для станков с ЧПУ
То
Норма основного времени на операцию, мин
Д или В
Расчетный размер обрабатываемого диаметра (ширины) детали. Данные по «Д» или «В» указываются с учетом величины врезания и перебега
Тв
Норма вспомогательного времени на операцию, мин
L
Расчетный размер длины рабочего хода с учетом величины врезания и перебега
t
Глубина резания
i
Число рабочих ходов
S
Подача
n
Частота вращения шпинделя
V
Скорость резания
-
Номер операции
СОЖ
Информация по применяемой смазочно-охлаждающей жидкости
Запись содержания перехода следует выполнять в соответствии с рекомендациями табл. 2.9. Полную запись делают при необходимости перечисления всех вьдерживаемых размеров. Сокращенная используется при ссылке на условное обозначение конструктивного элемента обрабатываемого изделия. Данная запись выполняется при достаточной графической информации. Для промежуточных переходов, не имеющих графических иллюстраций, в содержании следует указывать исполнительные размеры с их предельными отклонениями и при необходимости шероховатость обработанной поверхности и другие технические требования. Например, «Точить поверхность 3, выдерживая d= 40-0,34 и L =100±0,4».
Таблица 2.9
Примеры полной и сокращенной записи содержания переходов обработки резанием ГОСТ 3.1702-79
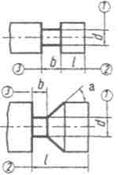
Эскиз и полная запись переходов
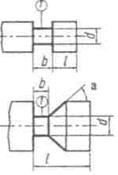
Эскиз и сокращенная запись переходов
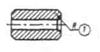
Точить(шлифовать, притереть, полировать т.п.) поверхность, выдерживая размеры 1и 2
Точить(шлифовать, притереть, полировать т.п.) поверхность 1
Точить(шлифовать, довести, полировать т.п.) канавку, выдерживая размеры 1-3 и угол а
infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.148.222 (0.01 с.)



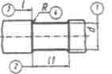
 Точить(шлифовать, притереть, полировать т.п.) поверхность, выдерживая размеры 1и 2
Точить(шлифовать, притереть, полировать т.п.) поверхность, выдерживая размеры 1и 2
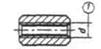
 Точить(шлифовать, притереть, полировать т.п.) поверхность 1
Точить(шлифовать, притереть, полировать т.п.) поверхность 1
 Точить(шлифовать, довести, полировать т.п.) канавку, выдерживая размеры 1-3 и угол а
Точить(шлифовать, довести, полировать т.п.) канавку, выдерживая размеры 1-3 и угол а
 Точить(шлифовать, довести, полировать т.п.) канавку 1
Точить(шлифовать, довести, полировать т.п.) канавку 1
 Точить(шлифовать, полировать т.п.) выточку, выдерживая размеры 1-4
Точить(шлифовать, полировать т.п.) выточку, выдерживая размеры 1-4
 Точить(шлифовать, полировать т.п.) выточку 1
Точить(шлифовать, полировать т.п.) выточку 1
 Точить(шлифовать, полировать т.п.) фаску, выдерживая размеры 1-4
Точить(шлифовать, полировать т.п.) фаску, выдерживая размеры 1-4
 Точить(шлифовать, полировать т.п.) фаску 1
Точить(шлифовать, полировать т.п.) фаску 1
 Точить(шлифовать, притереть т.п.) конус, выдерживая размеры 1 и 2
Точить(шлифовать, притереть т.п.) конус, выдерживая размеры 1 и 2
 Точить(шлифовать, притереть т.п.) конус 1
Точить(шлифовать, притереть т.п.) конус 1
 Точить(шлифовать, полировать т.п.) сферу, выдерживая размеры 1
Точить(шлифовать, полировать т.п.) сферу, выдерживая размеры 1
 Точить(шлифовать, полировать т.п.) сферу 1
Точить(шлифовать, полировать т.п.) сферу 1
 Точить(шлифовать, полировать т.п.) криволинейную поверхность, выдерживая размеры 1-5
Точить(шлифовать, полировать т.п.) криволинейную поверхность, выдерживая размеры 1-5
 Точить(шлифовать, полировать т.п.) криволинейную поверхность 1
Точить(шлифовать, полировать т.п.) криволинейную поверхность 1
 Нарезать (фрезеровать, накатать, шлифовать и т.п.) резьбу, выдерживая размеры 1и 2
Нарезать (фрезеровать, накатать, шлифовать и т.п.) резьбу, выдерживая размеры 1и 2
 Нарезать (фрезеровать, накатать, шлифовать и т.п.) резьбу 1
Нарезать (фрезеровать, накатать, шлифовать и т.п.) резьбу 1
 Накатать рифление выдерживая размеры 1 и 2
Накатать рифление выдерживая размеры 1 и 2
 Накатать рифление 1
Накатать рифление 1
 Центровать торец, выдерживая размеры 1-4
Центровать торец, выдерживая размеры 1-4
 Центровать торец 1
Центровать торец 1
 Сверлить (зенкеровать, развернуть т.п.) отверстие, выдерживая размеры 1и 2
Сверлить (зенкеровать, развернуть т.п.) отверстие, выдерживая размеры 1и 2
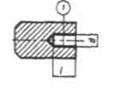 Сверлить (зенкеровать, развернуть т.п.) отверстие 1
Сверлить (зенкеровать, развернуть т.п.) отверстие 1
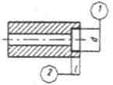
 Сверлить (рассверлить, зенкеровать, т.п.) отверстие, выдерживая размеры 1и 2
Сверлить (рассверлить, зенкеровать, т.п.) отверстие, выдерживая размеры 1и 2
 Сверлить (рассверлить, зенкеровать, т.п.) отверстие 1
Сверлить (рассверлить, зенкеровать, т.п.) отверстие 1
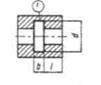
 Расточить (зенкеровать, шлифовать и т. п.) отверстие, выдерживая размеры 1 и 2
Расточить (зенкеровать, шлифовать и т. п.) отверстие, выдерживая размеры 1 и 2
 Расточить (зенкеровать, шлифовать и т. п.) отверстие 1
Расточить (зенкеровать, шлифовать и т. п.) отверстие 1
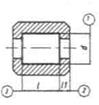
 Расточить (зенкеровать, развернуть и т. п.) коническое отверстие, выдерживая размеры 1 - 3
Расточить (зенкеровать, развернуть и т. п.) коническое отверстие, выдерживая размеры 1 - 3
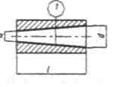 Расточить (зенкеровать, развернуть и т. п.) коническое отверстие1
Расточить (зенкеровать, развернуть и т. п.) коническое отверстие1
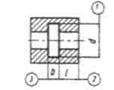 Расточить канавку выдерживая размеры 1 - 3
Расточить канавку выдерживая размеры 1 - 3
 Расточить канавку 1
Расточить канавку 1
 Расточить (полировать, довести и т. п.) выточку, выдерживая размеры 1 - 3
Расточить (полировать, довести и т. п.) выточку, выдерживая размеры 1 - 3
 Расточить (полировать, довести и т. п.) выточку 1
Расточить (полировать, довести и т. п.) выточку 1
 Зенкеровать (шлифовать, полировать, и т. п.) торец, выдерживая размер 1
Зенкеровать (шлифовать, полировать, и т. п.) торец, выдерживая размер 1
 Зенкеровать (шлифовать, полировать, и т. п.) торец 1
Зенкеровать (шлифовать, полировать, и т. п.) торец 1
 Подрезать (шлифовать, полировать, и т. п.) торец буртика, выдерживая размер 1
Подрезать (шлифовать, полировать, и т. п.) торец буртика, выдерживая размер 1
 Подрезать (шлифовать, полировать, и т. п.) торец буртика 1
Подрезать (шлифовать, полировать, и т. п.) торец буртика 1
 Подрезать (шлифовать, полировать, и т. п.) дно отверстия, выдерживая размер 1
Подрезать (шлифовать, полировать, и т. п.) дно отверстия, выдерживая размер 1
 Подрезать (шлифовать, полировать, и т. п.) дно отверстия 1
Подрезать (шлифовать, полировать, и т. п.) дно отверстия 1
 Фрезеровать (строгать, шлифовать, и т. п.) поверхность, выдерживая размер 1
Фрезеровать (строгать, шлифовать, и т. п.) поверхность, выдерживая размер 1
 Фрезеровать (строгать, шлифовать, и т. п.) поверхность 1
Фрезеровать (строгать, шлифовать, и т. п.) поверхность 1
 Фрезеровать (строгать, шлифовать, и т. п.) фаску, выдерживая размер 1 и 2
Фрезеровать (строгать, шлифовать, и т. п.) фаску, выдерживая размер 1 и 2
 Фрезеровать (строгать, шлифовать, и т. п.) фаску 1
Фрезеровать (строгать, шлифовать, и т. п.) фаску 1
 Фрезеровать (строгать, шлифовать, и т. п.) уступ, выдерживая размер 1 и 2
Фрезеровать (строгать, шлифовать, и т. п.) уступ, выдерживая размер 1 и 2
 Фрезеровать (строгать, шлифовать, и т. п.) уступ 1
Фрезеровать (строгать, шлифовать, и т. п.) уступ 1
 Фрезеровать (строгать, шлифовать, и т. п.) галтель, выдерживая размер 1
Фрезеровать (строгать, шлифовать, и т. п.) галтель, выдерживая размер 1
 Фрезеровать (строгать, шлифовать, и т. п.) галтель 1
Фрезеровать (строгать, шлифовать, и т. п.) галтель 1
 Подрезать(шлифовать, полировать и т. п.) торец, выдерживая размер 1
Подрезать(шлифовать, полировать и т. п.) торец, выдерживая размер 1
 Подрезать(шлифовать, полировать и т. п.) торец 1
Подрезать(шлифовать, полировать и т. п.) торец 1
 Подрезать(шлифовать, полировать и т. п.) торец буртика, выдерживая размер 1
Подрезать(шлифовать, полировать и т. п.) торец буртика, выдерживая размер 1
 Подрезать(шлифовать, полировать и т. п.) торец буртика 1
Подрезать(шлифовать, полировать и т. п.) торец буртика 1
 Подрезать(шлифовать, полировать и т. п.) дно отверстия, выдерживая размер 1
Подрезать(шлифовать, полировать и т. п.) дно отверстия, выдерживая размер 1
 Подрезать(шлифовать, полировать и т. п.) дно отверстия 1
Подрезать(шлифовать, полировать и т. п.) дно отверстия 1
 Фрезеровать (строгать, шлифовать, и т. п.) поверхность, выдерживая размер 1
Фрезеровать (строгать, шлифовать, и т. п.) поверхность, выдерживая размер 1
 Фрезеровать (строгать, шлифовать, и т. п.) поверхность 1
Фрезеровать (строгать, шлифовать, и т. п.) поверхность 1
 Фрезеровать (строгать, шлифовать, и т. п.) фаску, выдерживая размер 1 и 2
Фрезеровать (строгать, шлифовать, и т. п.) фаску, выдерживая размер 1 и 2
 Фрезеровать (строгать, шлифовать, и т. п.) фаску 1
Фрезеровать (строгать, шлифовать, и т. п.) фаску 1
 Фрезеровать (строгать, шлифовать, и т. п.) уступ, выдерживая размер 1 и 2
Фрезеровать (строгать, шлифовать, и т. п.) уступ, выдерживая размер 1 и 2
 Фрезеровать (строгать, шлифовать, и т. п.) уступ 1
Фрезеровать (строгать, шлифовать, и т. п.) уступ 1
 Фрезеровать (строгать, шлифовать, и т. п.) галтель, выдерживая размер 1
Фрезеровать (строгать, шлифовать, и т. п.) галтель, выдерживая размер 1
 Фрезеровать (строгать, шлифовать, и т. п.) галтель 1
Фрезеровать (строгать, шлифовать, и т. п.) галтель 1
 Фрезеровать (строгать, протянуть, и т. п.) паз, выдерживая размер 1-3
Фрезеровать (строгать, протянуть, и т. п.) паз, выдерживая размер 1-3
 Фрезеровать (строгать,
Фрезеровать (строгать, 


