Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Наличие удобных и надежных базСодержание книги
Поиск на нашем сайте
Для обеспечения требуемого взаимного положения всех поверхностей детали необходимо при обработке соблюдать принцип совмещения баз, в качестве технологических применять те конструкторские базы (как правило, основные), относительно которых на чертеже заданы точность расположения (симметричность, биения, соосность, параллельность и пр.) и исполнительные размеры, получаемых на данной установке поверхностей. Поэтому при анализе технологичности нужно выявить основные базы детали и проверить для них соблюдение следующих обязательных принципов: установочная база должна быть наибольших установочных размеров, направляющая или двойная направляющая наибольшей протяженности, опорная или двойная опорная ~ наименьших габаритных размеров и т. д. Для приближенной оценки протяженности поверхности деталей сравнительно несложной коробчатой формы можно воспользоваться общими выражениями: LкрYа=f(Lx+Lz) LкрZа=f(Lx+Ly) LкрXа=f(Ly+Lz) где LкрXа,LкрYа,,LкрZа — наименьшие допустимые (критические) протяженности поверхностей для угловой ориентации детали относительно осей X, Y,Z соответственно; Lx, Ly, Lz, — наибольшие (габаритные) размеры детали в направлениях, соответствующих индексу. На рис. 1.3 для угловой ориентации детали относительно оси Y наименьший допустимый размер базирующих поверхностей в направлениях Х,Z следуетопределять с учетом габаритных размеров Lx = 100 мм и Lz = 140 мм. Раскрытие функциональной зависимости по определению критической протяженности базы и представление ее (зависимости) в явном виде является достаточно сложным, поскольку при этом в каждом конкретном случае должны учитываться конфигурация детали, положение ее центра тяжести, схема приложения усилий закрепления й т. д. Для приближенной оценки протяженности поверхности деталей сравнительно сложной коробчатой формы можно воспользоваться выражением LкрYа=0,25f(Lx+Lz) Для угловой ориентации относительно других осей соответственно меняются индексы. Критическая протяженность поверхностей для детали, чертеж которой представлен на рис. 1.3, найденная по приведенному выражению, составляет 60 мм.
Рис. 1.3. Выбор баз при угловой ориентации деталей
Таким образом, для ориентации детали в направлении Lx могут использоваться только поверхности 1 и 2, так как их протяженность в нужном направлении превышает критическую величину. Поверхности 3 и 4 могут использоваться только как опорные базы.
Если основные базы являются явными, конструктивно должна быть предусмотрена возможность их обработки на первой операции с базированием по поверхностям, остающимся необработанными. Если основные базы скрытые, то в конструкции детали должна быть предусмотрена возможность их материализации желательно с применением самоцентрирующих установочно-зажимных приспособлений — другими поверхностями, которые уже занимают требуемое положение относительно соответствующих основных баз. На первых операциях основные скрытые базы обычно материализуют необрабатываемыми свободными поверхностями детали или исходными поверхностями заготовки, а на последующих операциях - уже прошедшими обработку поверхностями вспомогательных баз или исполнительными поверхностями либо используют предусмотренные конструкцией детали специальные технологические базы. Специальные технологические базы могут быть временными (например, срезаемая бобышка на днище поршня) или постоянными (например, центровые отверстия у валов, базисные площадки у шатунов, центрирующий поясок юбки поршня, установочные отверстия у корпусных деталей для установки на плоскость и два отверстия, на плоскость и три отверстия, по двум плоскостям и отверстию). Специальные технологические базы облегчают использование принципов единства и постоянства баз.
Рис. 1.4. Корпус червячного редуктора Рассмотрим несколько примеров анализа чертежей деталей. У корпуса червячного редуктора (рис. 1.4) основными базами являются: поверхность платиков — установочная явная база, ось 1 - 1 - двойная упорная скрытая база, ось 2—2 — упорная скрытая база, используемая для наложения связи, лишающей деталь поворота вокруг оси 1—1.
Рис. 1.5. Схемы базирования при обработке корпуса червячного редуктора Конструктивно предусмотрены возможности установки заготовки по внутренней необрабатываемой поверхности при обработке платиков (рис. 1.5, а), материализации оси 1—1 поверхностью бобышки Æ92 (рис. 1.5, б) и оси 2 - 2 - поверхностями бобышек Æ96 (рис. 1.5, а) на первых операциях и центральными отверстиями этих бобышек на последующих операциях (рис. 1.5, в). Возможно использование отверстий в платиках в качестве специальных технологических баз с установкой по плоскости и двум отверстиям (рис. 1.5, г).
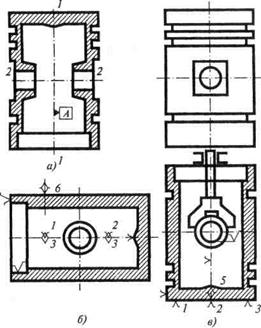
У поршня (рис. 1.6, а) основными базами являются: ось 1 — 1:- двойная направляющая скрытая база и ось 2 — 2— двойная упорная скрытая база, которая накладывает связи, лишающие деталь перемещения вдоль оси 1 — 1 и поворота вокруг этой оси. Ось 1—1 можно материализовать на первой операций необработанной внутренней поверхностью с применением самоцентрирующей плунжерной оправки (рис. 1.6, б), а на последующих — специальным технологическим пояском юбки или обработанной наружной цилиндрической поверхностью поршня. На первых операциях для лишения' заготовки перемещения вдоль оси 1—1 используют внутреннюю свободную поверхность днища (рис. 1.6, б), а для лишения заготовки поворота вокруг оси 1—1 — необрабатываемые свободные поверхности бобышек (рис. 1.6, в); на последующих операциях материализуют ось 2— 2 обработанными поверхностями отверстий под палец.
Рис. 1.6, Базирование поршня на первых операциях обработки
У шатунов автомобильных и тракторных двигателей основные базы: ось стержня шатуна — двойная направляющая скрытая база, ось большой головки — двойная опорная скрытая база, лишающая перемещения вдоль оси стержня и поворота вокруг этой оси. На первых операциях установку проводят по исходным поверхностям стержня и головок, на последующих — по специальным базам — на трех или четырех центрах или по торцам головок и пяти базисным площадкам. Рассмотренные примеры показывают, как в процессе анализа чертежа и выявления основных баз детали намечаются контуры проектируемого технологического процесса, примерное содержание и последовательность его основных операций.
|
||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 411; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.219.12.88 (0.009 с.) |