Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Информация, вносимая в ОК/ТКСодержание книги Поиск на нашем сайте
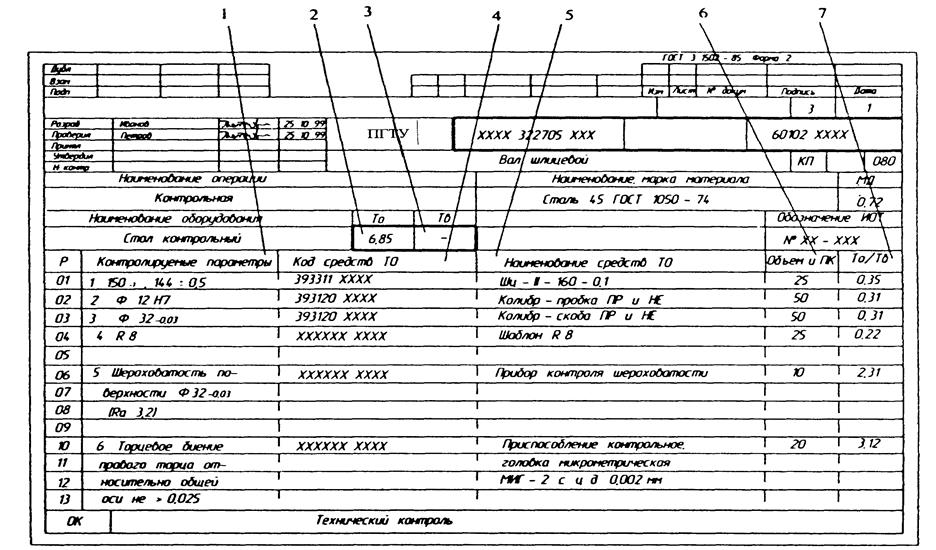
Остальные графы заполняют по аналогии с МК и ОК. При описании операций технического контроля следует применять полную или краткую форму записи содержания переходов. Примеры заполнения ОК/ТК на бланке формы 2 по ГОСТ 3.1502 – 85 «ЕСТД. Формы и правила оформления документов на технический контроль». Пример оформления операции неразрушающего контроля представлен ниже. Пример такого оформления показан ниже.
Допускается оформление операций технического контроля производить на бланках МК (форма 2 по ГОСТ 3.1118 – 82 «ЕСТД. Формы и правила оформления маршрутных карт»).
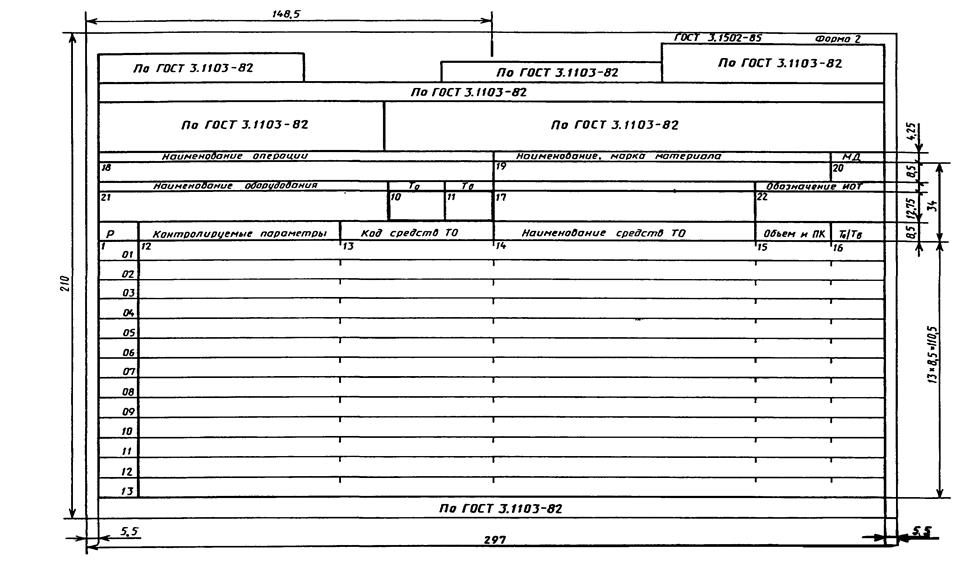
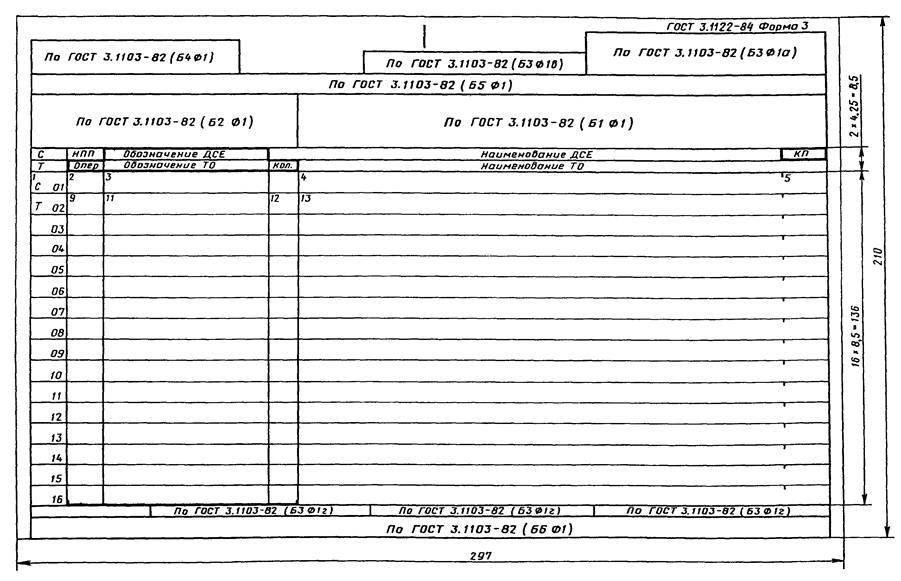
Примечание: при операционном контроле контролёр пользуется операционной картой эскизов на механическую обработку, а при окончательном контроле – использует чертёж детали. . Карта технического контроля (первый или заглавный лист), форма 2
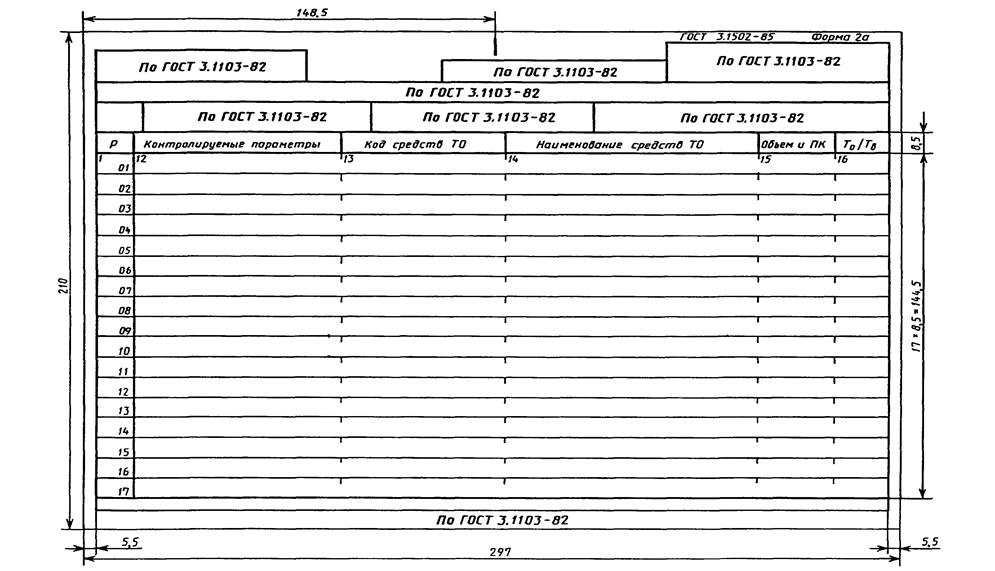
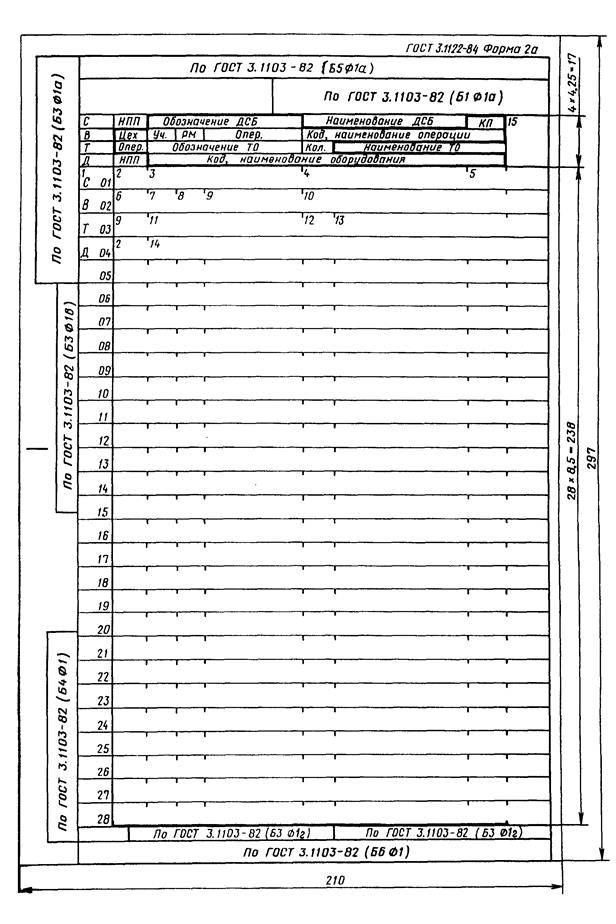
Карта технического контроля (последующие листы), форма 2а
Пример заполнения карты технического контроля
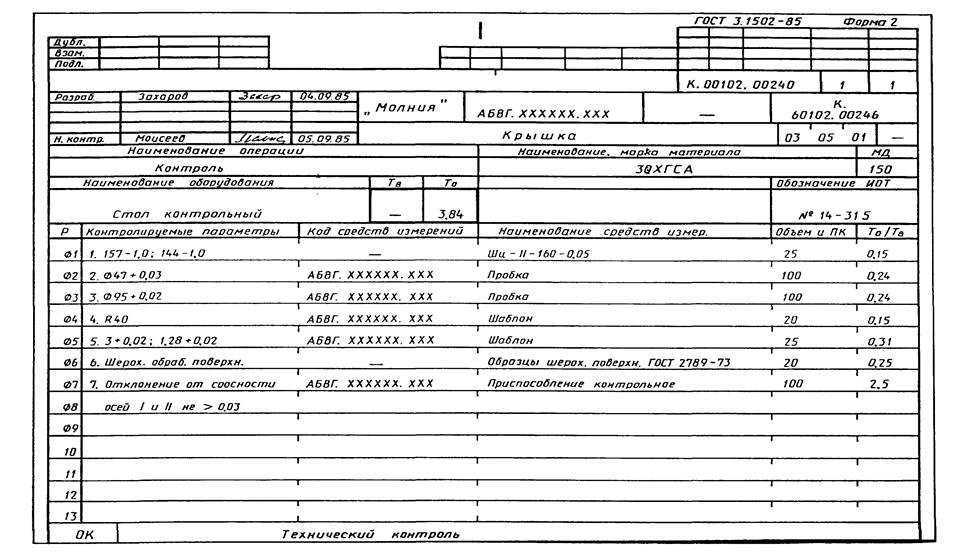
Пример заполнения карты технического контроля
Оформление ведомости оснастки (ВО)
Унифицированная форма ведомости оснастки и ведомости оборудования (первый или заглавный лист)
Унифицированная форма ведомости оснастки и ведомости
Ведомость оснастки (первый или заглавный лист)
Ведомость оснастки (последующие листы)
Пример оформления ведомости оснастки
Оформление карты наладки инструмента (КН/П) производят в соответствии с ГОСТ 3.1404 – 86 «ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием». В КН/П содержатся все сведения, необходимые при наладке станка на конкретную операцию. По КН/П производятся установка заготовки на станке и режущих инструментов в резцовой головке или магазине, устанавливается порядок смены инструмента вручную (при необходимости) и изменения положения заготовки. КН/П состоит из графической части и таблицы. В графической части изображают эскизы заготовки после обработки на каждом установе, схему базирования и закрепления заготовки на станке и схему размещения инструментов. На эскизах указывают размеры и шероховатость обрабатываемых поверхностей. На схеме установки также указывают взаимное расположение нулевых точек станка и заготовки и основные размеры заготовки. На схеме резания инструментов отмечают координаты положения вершины инструментов по осям z и x и порядок расположения инструментов в резцовой головке. В табличной части приводятся сведения по исходной заготовке, инструменту, оснастке: указывают материал и основные размеры исходной заготовки; шифр и материал режущей части инструмента; номер корректора, закреплённого за инструментом; наименование и шифр оснастки. Для каждого установа заготовки приводят численные значения координат вершин инструментов по осям z и x и наладочные размеры. Сведения о применяемом режущем инструменте записывают в строгой последовательности вступления инструмента в работу. Кроме указанных сведений, в карту наладки включают наименование и номер чертежа детали, модель и номер станка, номер программы. Для наладки станка с ЧПУ в производственных условиях, как правило, вычерчивают траекторию движения инструмента, приведённую ниже. Схему движения инструментов вычерчивают в масштабе 10: 1 или 5: 1. Сплошными линиями указывают рабочие движения, а штриховыми линиями холостые ходы Последовательно расположенные опорные точки, в которых происходит изменение направления движения инструмента или режимов резания, обозначают арабскими цифрами с числовым индексом. Цифра соответствует номеру опорной точки, а индекс – номеру инструмента в резцовой головке. Опорные точки, в которых происходят изменения направления движения инструмента, называют геометрическими опорными точками, а точки, в которых изменяется режим резания – технологическими. Если в обработке заготовки участвуют от одного до трёх инструментов при небольшом количестве опорных точек, то вычерчивают общую схему для всех инструментов. Во избежание ошибок целесообразно схему движения режущих инструментов составлять одновременно с расчётно-технологической картой.
Траектория перемещения инструментов при токарной обработке: а – схема обработки; б – траектория перемещения чернового резца; в – траектория перемещения чистового резца (цифрами показана последовательность выполнения переходов)
Информация, вносимая в карту наладки инструмента
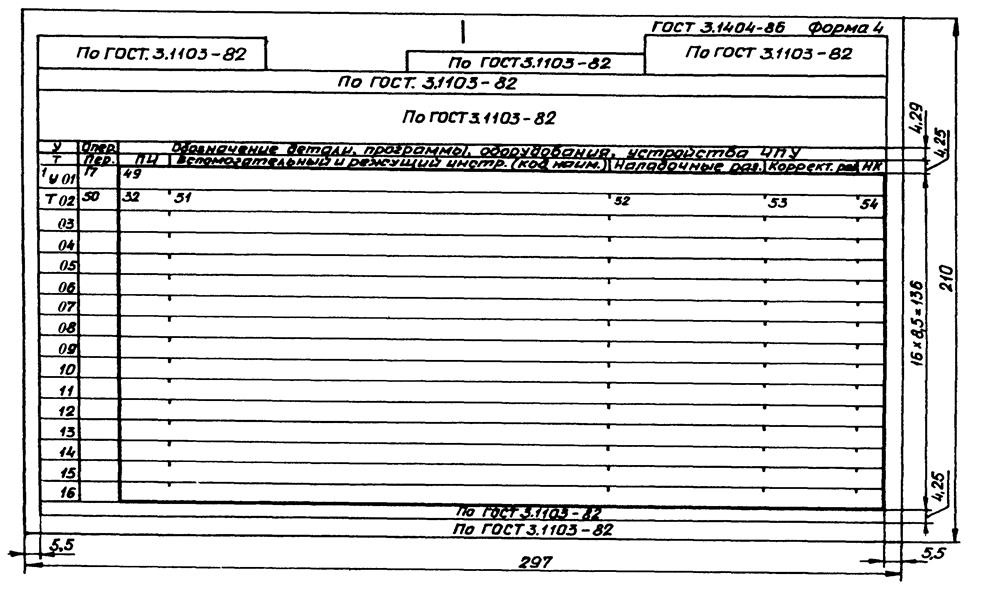
Карта наладки инструмента
|
||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-10; просмотров: 841; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.41.109 (0.005 с.) |