
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Литейная технологическая оснастка (модельно-опочный комплект).Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Модельный комплект- комплект технологической оснастки приспособленный и инструментально необходим для изготовления литых форм и стержней. В модельный комплект включают модельные отливки и модельные плиты стержневые ящики, опоки. Модельная отливка - приспособление с помощью которого в литейной форме получают полость с формой и размером соответствующими форме и размерами будущей отливки. Поверхность модели должна быть гладкой и чистой что бы при ее извлечении из формы она легко отделилась от материала формы. Все размеры модели надо увеличить на величину усадки вертикальным поверхностям модели. Предают уклон для того что бы облегчить извлечение модели из формы. Модельная плита – плита на которой закрепляют модель и элемент системы при изготовлении литейной формы. Стержневой ящик – приспособление в котором изготавливают стержни. Они бывают цельными и разъемными. Вертикальные поверхности стержневых ящиков для облегчения готового стержня изготавливают из дерева и из металлов. Опока – деревянная или металлическая рамка (ящик без дна) в которой производят уплотнение формовочной смеси при изготовлении литейной формы из песчаной глинистой смеси.
Ручная формовка является старейшим способом производства отливок. Она широко применяется в условиях мелкосерийного или индивидуального производства, при создании уникальных отливок. Использование для форм современных материалов позволяет получать высококачественные отливки практически любой степени сложности. Необходимо учитывать, что создание модели и подготовка к ручной формовке – дорогостоящая операция. В стоимости отливки при ручной формовке заметную часть составляет стоимость модели. Для сокращения расходов, улучшения качества подготовки модели в настоящее время широко применяют специализированные системы автоматизированного проектирования. Под модельным комплектом понимают набор приспособлений, предназначенных для изготовления рабочих полостей в литейной форме и стержней. Он обычно включает литейную модель, стержневые ящики, модели элементов литниково-питающей системы, формовочные и стержневые шаблоны, а также подмодельные или модельные плиты. Материал для модельного комплекта выбирают в зависимости от типа производства и серийности заказа на изготовление отливок. Литейная модель (рис.3.2) служит для образования в литейной форме отпечатка, соответствующего конфигурации и размерам отливки. В большинстве моделей предусматриваются дополнительные (по отношению к конфигурации отливки) части, называемые знаками, которые образуют в литейной форме базы (гнезда) для установки стержней. Стержень – это элемент литейной формы для образования отверстия, полости или иного сложного контура в отливке.
Рисунок 3.2 – Типы литейных моделей: а – неразъемные; б – разъемные; в – с отъемными частями; 1 – шипы; 2 – знаки; 3 – отъемные части; 4 – гвозди. По конструкции, которая обуславливается удобством формовки, литейные модели подразделяют на неразъемные и разъемные. При этом разъемные модели широко используются при производстве отливок более сложной и разнообразной конфигурации, когда рабочая полость формуется в двух опоках. В единичном и мелкосерийном производстве, когда оформлять выступающие элементы отливок стержнями экономически нецелесообразно, в моделях могут быть предусмотрены отъемные части (рис.3.2, б, в), которые остаются на рабочей поверхности формы после извлечения из нее модели, а затем также извлекаются. Разъемные модели широко применяют при производстве отливок сложной конфигурации. Точное соединение разъемных моделей осуществляется с помощью деревянных шипов или металлических дюбелей. Удобство извлечения модели из полуформы при ручной формовке достигается с помощью металлических приспособлений, закрепляемых на модели, которые называются подъемами. Стержневые ящики (рис.3.3) служат для изготовления стержней ручной и машинной формовкой на встряхивающих, пескодувных и пескострельных машинах. По конструктивным особенностям их подразделяют на три типа: цельные, разъемные и вытряхные. Цельные применяют для изготовления стержней простой конфигурации с большими уклонами на боковых стенках, что обеспечивает их легкое извлечение из ящика. Разъемные ящики наиболее распространены, так как их применяют для изготовления стержней самой разнообразной конфигурации и размеров. Вытряхные деревянные ящики имеют корпус коробчатого типа, в который вставляют четыре специальных вкладыша, оформляющих рабочую поверхность получаемых стержней. При этом тыловые стенки вкладышей исполняются с большими уклонами, что обеспечивает легкость их извлечения из корпуса при его подъеме.
Рисунок 3.3 – Стержневые ящики а – цельный; б – разъемный деревянный; в – разъемный металлический; 1 – шипы; 2 – стержни; 3 – скоба; 4 – гайка; 5 – стальная накладка. Большинство деталей, получаемых методом литья, имеют внутренние полости или отверстия, для получения которых в литейную форму вставляют специальные элементы, называемые стержнями. Использование стержней значительно расширяет возможности приближения геометрической формы отливки к конструкции детали, что, соответственно, снижает ее себестоимость за счет повышения выхода годного. С другой стороны, стержни могут значительно усложнить изготовление и особенно сборку литейной формы. Следовательно, для упрощения сборки литейных форм и повышения точности отливки желательно, чтобы количество стержней, вставляемых в одну форму, было возможно меньшим: один-два. Чем проще очертания стержня, тем проще и легче его изготовить. Поэтому сложные по очертаниям стержни расчленяют на несколько простых, которые затем склеивают между собой. Технологические сложности представляет вопрос об укреплении стержней в форме. Следует помнить, что стержни, изготовленные из песчано-глинистой смеси, имеют в несколько раз меньший удельный вес, чем расплавленный металл. Поэтому плохо укрепленный стержень может всплыть и испортить, таким образом, конфигурацию отливки. Кроме того, плохо укрепленный стержень может быть также сдвинут с места или перекошен при установке, при сборке или заливке. Необходимо стремиться к тому, чтобы стержень опирался на форму не одним концом (знаком), а, по крайней мере, двумя. Достаточно часто этого удается добиться, например, простым изменением конструкции отливки. Иногда для укрепления стержня в форме приходится применять специальные фиксирующие приспособления (жеребейки), которые изготавливают из тонколистовой стали (при стальном или чугунном литье) в виде подставок. После заполнения формы металлом жеребейки расплавляются и сплавляются с залитым металлом. Определение полостей и конструктивных элементов, которые будут выполняться с помощью литейных стержней, рекомендуется осуществлять после назначения припусков и напусков. Литейные стержни для выполнения отверстий обычно назначают в том случае, когда диаметр отверстия составляет не менее 20-25 мм. Литейные стержни также не рекомендуют использовать тогда, когда длина отверстия примерно равна или меньше его диаметра. Режим заполнения литейных форм расплавом надлежит регулировать таким образом, чтобы происходило заполнение рабочей полости формы, и в нее не проникали пена, шлаки и другие неметаллические включения, вызывающие загрязнение отливок. Регулируя режим заполнения, необходимо иметь в виду, что от него зависит образование многих дефектов, связанных с тепловыми условиями затвердевания отливки и взаимодействием расплава с материалом формы (усадочные раковины, пористость, трещины, коробление, ужимины и пр.). Режим заполнения форм расплавом регулируют посредством назначения конструкции литниковой системы и места подвода металла в форму. Размеры основных элементов литниковой системы обычно рассчитывают в соответствии с заданной скоростью движения потока расплава, выбираемой из условий достижения максимального качества отливки по вышеперечисленным дефектам. При изготовлении фасонных отливок используют литниковые системы следующих основных типов: верхнюю, нижнюю, боковую и комбинированную. Верхняя литниковая система наиболее проста в изготовлении и обеспечивает хорошую заполняемость при кратчайшем пути металла до полости формы, создает наиболее благоприятные условия для направленного затвердевания отливки снизу и пр. Основной недостаток – каскадный сброс расплава в форму, приводящий к интенсивному захвату воздуха, окислению и перемешиванию металла с образовавшейся пеной. При этом в такой литниковой системе ухудшаются условия задержания шлака и повышается вероятность размыва формы и стержней падающей струей. Поэтому верхние литниковые системы рекомендуется назначать для отливок небольшой высоты (до 100 мм). Нижняя литниковая система в наибольшей степени обеспечивает спокойное заполнение формы, исключающее вспенивание, разбрызгивание и окисление расплава, хорошо задерживает неметаллические включения и способствует удовлетворительной заполняемости и последовательному вытеснению воздуха и газа из формы. Вместе с тем, нижняя литниковая система плохо обеспечивает заполняемость высоких тонкостенных отливок с развитой поверхностью. Поэтому при отношении высоты отливки к толщине стенки (средней) более 50 для обеспечения заполняемости рекомендуют применять комбинированную систему. Боковая литниковая система обеспечивает заполнение нижней части отливки сверху, а верхней части отливки – снизу. Ее широкое применение обусловлено удобствами выполнения в форме. Прибыль – это часть литниково-питающей системы, предна-значенной для устранения в отливке усадочной раковины и пористости. Принято считать, что для обеспечения нормального процесса затвердевания отливки целесообразно обеспечивать условие, при котором каждая лежащая выше часть отливки служит как бы прибылью по отношению к нижележащей. Эффективность работы прибыли обеспечивается при соблюдении следующих условий: прибыль должна затвердевать после отливки или питаемого термического узла; запас жидкого металла в прибыли должен быть достаточным для питания отливки во время ее затвердевания; форма прибыли и ее расположение должны обеспечивать свободный доступ жидкого металла к отливке и питаемому узлу; размеры и масса прибыли должны быть минимальными. Наиболее распространенными являются открытые прибыли, которые значительно упрощают технологический процесс изготовления литейной формы. Число прибылей, необходимых для заданной отливки, определяется, главным образом, количеством тепловых центров (массивных частей), которые могут сформироваться при затвердевании фасонной отливки. Прибыли в отливке обычно назначают в тех случаях, когда существует высокая вероятность, что усадочные дефекты (раковины или пористость) будут локально располагаться в теле отливки. Прибыли не назначают для отливок из сплавов, которые имеют низкий коэффициент объемной усадки (менее 1,1-1,2%), например, из серого чугуна или силумина. Кроме того, прибыли могут отсутствовать в мелких фасонных отливках, масса литниковой системы которых составляет не менее 10-15% от массы заливаемого металла. В этом случае усадка металла компенсируется за счет металла литникового стояка и выпоров. Модели литниковых систем (рис.3.4) включают в себя все необходимые для подвода металла элементы: питатели, шлакоуловители, стояки, выпоры, литниковую чашу, а также специальные элементы питания отливок (прибыли, питающие бобышки и т.п.). Формовочные литейные шаблоны используют при безмодельном изготовлении форм для получения крупных единичных отливок, имеющих форму тел вращения. Их выполняют в виде плоских скребков с прямолинейной или фасонной режущей кромкой. Подмодельные (подопочные) плиты служат для образования в форме плоскости разъема. При ручной формовке применяют деревянные подмодельные плиты. При машинной формовке используются металлические плиты, на которых жестко закреплены элементы модели и литниковой системы. Эти плиты называются модельными. Контрольные сборочные шаблоны используют для контроля взаимного расположения стержней, а также конфигурации внутренней полости литейной формы. Обычно используются для качественных отливок сложной геометрической формы.
Рисунок 3.4 – Модели литниковых систем с подводом металла в среднюю часть отливки (а) и с верхней литниковой системой и боковым выпором (б): 1 – литниковая чаша; 2 – стояк; 3 – металлоприемник; 4 – лит-никовый ход (коллектор); 5 – питатели; 6 – выпоры. Совокупность технологических операций по изготовлению литейных форм и стержней, способных выдержать воздействие расплавленного металла и сообщить ему свои очертания, называется формовкой. Основными операциями ручной формовки являются наполнение опоки формовочной смесью, уплотнение ее, извлечение модели и сборка формы. Формовка в опоках отличается большим разнообразием приемов, позволяющих обеспечить минимальные затраты труда и расходы при заданной серийности отливок. Формовку рабочей полости литейной формы выполняют с помощью модельного комплекта. Неразъемные модели просты и дешевы в изготовлении и поэтому достаточно широко используются на практике. При использовании неразъемных моделей обеспечивается более высокая производительность, улучшаются условия труда, повышается размерная точность форм и т.п. Процесс изготовления литейной формы при этом объединяет определенную совокупность операций, которая рассмотрена ниже.
Рисунок 3.5 - Технологический процесс формовки по неразъемной модели
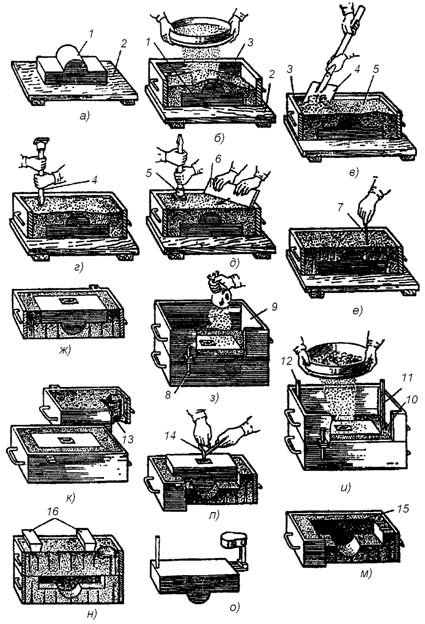
Полученная в результате выполнения технологических операций отливка с литниковой системой показана на рис.3.5, о. Формовка по разъемной модели является наиболее распространенной для изготовления различных по конфигурации отливок. Наиболее часто применяют модели с горизонтальной плоскостью разъема формы. Последовательность выполнения основных технологических операций формовки в этом случае достаточно близка к формовке по неразъемной модели, рассмотренной в предыдущем разделе. Исключение составляют дополнительные операции, связанные с установкой и извлечением верхней полумодели, а также установкой стержня в форму (при его наличии). Схема процесса и последовательность выполнения основных технологических операций формовки в двух опоках по разъемной модели показаны на рис.3.6.
Рисунок 3.6 – Технологический процесс формовки по разъемной модели: а, б – нижняя и верхняя полуформы; в – собранная под заливку форма; г - отливка с литниковой системой; 1 и 2 – верхняя и нижняя опоки; 3 – вентилляционные каналы; 4 – литниковая чаша; 5 – стержень; 6 – стояк; 7 – груз; 8 – штыри. Машинная формовка является в настоящее время основным способом изготовления литейных форм. При машинной формовке механизируются наиболее трудоемкие операции уплотнения формовочной смеси и извлечения модели из формы, а также ряд вспомогательных операций. В результате этого резко повышается производительность труда по сравнению с ручной формовкой, возрастает точность отливок по размерам и массе, облегчается труд, и улучшаются санитарно-гигиенические условия работы, сокращается производственный цикл изготовления отливки. Процесс изготовления форм в парных опоках может быть практически полностью механизирован за счет механического дозирования подачи формовочной смеси, уплотнения с использованием специальных машин, и т.п. Наиболее распространенным методом машинной формовки является уплотнение прессованием. Этот метод заключается в придании смеси определенной плотности посредством приложения регламентированного усилия, передаваемого через прессовую колодку. На практике используют как верхнее, так и нижнее прессование (рис. 3.7). Выбор метода прессования определяется в зависимости от целого ряда технологических факторов. В ряде случаев прессование осуществляют одновременно с вибрационным воздействием. В результате этого смесь уплотняется равномернее, а процесс прессования происходит более эффективно и качественно. Кроме метода прессования в литейном производстве используются пескометные, пескодувные и пескострельные агрегаты, а также импульсные и вакуумные технологии уплотнения. Характерной особенностью такого рода технологических агрегатов является высокая степень их автоматизации, универсальность, маневренность, а также высокая производительность. При нарушении технологической дисциплины в отливке возможно образование дефектов. В ГОСТ 19200-92 дефекты разделяют на следующие группы:
Рисунок 3.7 – Методы верхнего (а) и нижнего (б) прессования при машинной формовке: 1 – неподвижная траверса; 2 – подмодельная плита; 3 – модель; 4 – опока; 5 – наполнительная рамка; 6 – прессовая колодка; 7 – прессовый стол. Дефекты в общем случае делят на две групы - неисправимые и исправимые. Отливка с неисправимыми (обычно крупными) дефектами идет на переплавку. Исправимые (обычно мелкие) дефекты устраняют. Наиболее распространенными дефектами являются раковины и трещины. Газовые раковины – пузыри воздуха или газов, которые остались в теле отливки после ее затвердевания в форме. Газовые раковины образуются из-за недостаточной газопроницаемости и повышенной влажности формовочных смесей, плотной набивки смеси в форме, низкой температуры заливаемого металла, неправильной конструкции литниковой системы. Песчаные раковины образуются из-за разрушения или обвала отдельных частей формы при заливке металла. Усадочные раковины – открытые или закрытые полости в теле отливки, имеющие неровную внутреннюю поверхность. Они могут образовываться при неправильном подводе металла расплава в полость формы или слишком высокой температуре расплава. Усадочные трещины – разрывы тела отливки в местах небольшой толщины и значительной длины, в местах значительного перепада толщин. Холодные трещины образуются вследствие внутренних напряжений, возникающих из-за различий в скорости охлаждения тонких и толстых мест отливки. Горячие трещины образуются в процессе формирования отливки при высокой температуре металла и потому имеют темную окисленную поверхность. Причины – плохое раскисление расплава, низкая податливость стержней, а также ранняя выбивка отливок из формы (см. табл. 3.1). Таблица 3.1 – Режимы охлаждения чугунных отливок в форме
Машинная формовка
Машинная формовка повышает качество и точность литья, облегчает труд формовщика и обеспечивает более высокую производительность и меньшую стоимость отливок. Она применяется для получения мелкого и среднего лнтья в крупносерийном и массовом производстве. При машинной формовке литейные формыизготавливаются с помощью формовочных машин, предназначенных для механизации уплотнения формовочной смеси и извлечения моделей из форм. Наибольшее распространение при машинной формовке имеют встряхивающие машины с подпрессовкой верхней поверхности формы. Они уплотняют формовочную смесь благодаря встряхиванию ее в опоке. На столе машины закрепляется модельная плита с установленными на ней моделями отливки и элементов литниковой системы и опокой. В опоку засыпается формовочная смесь. Под действием сжатого воздуха, поступающего через отверстие 3 в цилиндр, поршень 2 со столом поднимается. В определенный момент воздух выпускается через отверстие 4, и стол вместе с плитой и опокой падает, ударяясь о твердую опору. При ударе формовочная смесь уплотняется. Этот процесс повторяется до получения требуемой плотности формовочной смеси. При формовке на встряхивающей машине смесь в опоке уплотняется неравномерно: слои, расположенные близ модели» уплотняются больше. Поэтому верхняя поверхность формыдополнительно подпрессовывается. Помимо встряхивающих машин, для изготовления литейных форм применяются прессовые машины с верхним и нижним прессованием» где формовочная смесь уплотняется за счет давления. Применяются также пескометы, выбрасывающие с большой скоростью формовочную смесь в опоку, благодаря чему достигается нужная плотность формы. Смесь из бункера через загрузочное окно поступает к головке пескомета 2. Ковш толовкн быстро вращается и выбрасывает смесь с большой скоростью через отверстие 3 в опоку 4.
Формовка в кессонах
|
||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 3179; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.220.239 (0.011 с.) |







 Изготовление литейных форм вручную — процесс трудоемкий и малопроизводительный. Кроме того, ручная формовка не всегда обеспечивает требуемое качество получаемых отливок.
Изготовление литейных форм вручную — процесс трудоемкий и малопроизводительный. Кроме того, ручная формовка не всегда обеспечивает требуемое качество получаемых отливок.
 Ручная формовка может производиться в опоках и в почве, по модели и по шаблону. Инструментами для формовки являются лопаты, трамбовки (ручные или пневматические), карасики — для прорезания каналов и отделки формы, крючки для извлечения из формы осыпавшейся формовочной смеси, гладилки — для выглаживания формы, душники для образования в форме отверстий для выхода газов, а также другие инструменты и приспособления.
Формовка в двух опоках по разъемной модели. Опоки представляют собою ящики без дна из чугуна, стали или алюминиевых сплавов. По форме они могут быть прямоугольными, круглыми или фасонными, в зависимости от очертания отливок. Для удерживания формовочной смеси крупные опоки снабжаются внутренними перегородками; мелкие опоки перегородок не имеют, и формовочная смесь удерживается стенками опоки и буртиками 3. Соединение опок производится с помощью штырей, которые вставляются в отверстия приливов 2. Подъем и переноска мелких опок осуществляется с помощью скоб, крупных (крановых)—с помощью цапф.
На подмодельную доску кладут половину модели, имеющую формовочные уклоны на вертикальных поверхностях, и ставят нижнюю опоку. Модель припудривают припылом, затем через сито покрывают облицовочной формовочной смесью слоем 20—мм; этот слой уплотняют руками, после чего в опоку набрасывают наполнительную формовочную смесь и утрамбовывают ее доопределенной плотности. Избыток земли удаляют линейкой и в формовочной смеси душником накалывают отверстия для отвода газов. Этим заканчивается формовка нижней опоки.
Далее нижнюю опоку накрывают второй подмодельной доской и переворачивают, после чего первую подмодельную доску снимают и поверхность разъема формы посыпают разделительным песком. На заформованную половину модели накладывают вторую половину, направляя шипы последней в гнезда первой. Затем верхнюю опоку ставят на нижнюю и положение ее фиксируют штырями, которые вставляют в отверстия приливов.
Для образования литника и выпора применяют отдельные модели. Наполнение верхней опоки формовочными смесями производится так же, как нижней. Когда набивка верхней опоки закончена и проколоты отверстия для отвода газов, модели литника и выпора вынимают, прорезают литниковый канал и, осторожно произведя расколотку, извлекают из формы половинки модели. После этого с помощью карасиков и гладилок производят подправку формы там, где оборвалась смесь, крючками удаляют осыпавшуюся смесь и полость формы покрывают формовочной краской (при формовке всухую) или припыливают молотым древесным углем (при формовке всырую). В знаки нижней половина формы кладут стержень, после чего форму собирают и она готова к ааливке.
Отливка втулки с необрубленным литником и выпором.
При массовом производстве мелких отливок применяют съемные и разъемные опоки размеоом до 300 X 600 мм. При помощи одного комплекта таких опок можно изготовить большое количество форм.
Формовка в двух опоках по неразъемной модели. Изготовление разъемных моделей сложно и дорого. Поэтому часто прибегают к формовке по целой модели с применением особых приемов формовки; например, с подрезкой формовочной смеси.
При формовке с подрезкой модель кладут на подмодельную доску и заформовывают в нижнюю опоку, затем опоку переворачивают и срезают ту часть смеси, которая препятствует извлечению модели из опоки (фиг. 113, б.) Далее, на нижнюю опоку ставят верхнюю, поверхность формовочной смеси в нижней опоке посыпают разделительным песком, ставят модели для литника и выпора и производят набивку верхней опоки обычным порядком. Затем производится разборка формы, и модель легко вынимается.
Отливки сложной конфигурации иногда не представляется возможным заформовать в двух опоках. В этих случаях прибегают к формовке в трех, четырех и более опоках. Модели для таких отливок имеют несколько плоскостей разъема.
Увеличение количества опок усложняет операцию формовки и ухудшает качество литья. Поэтому всегда стремятся производить формовку в наименьшем возможном количестве опок и придавать модели наименьшее количество разъемов.
Ручная формовка может производиться в опоках и в почве, по модели и по шаблону. Инструментами для формовки являются лопаты, трамбовки (ручные или пневматические), карасики — для прорезания каналов и отделки формы, крючки для извлечения из формы осыпавшейся формовочной смеси, гладилки — для выглаживания формы, душники для образования в форме отверстий для выхода газов, а также другие инструменты и приспособления.
Формовка в двух опоках по разъемной модели. Опоки представляют собою ящики без дна из чугуна, стали или алюминиевых сплавов. По форме они могут быть прямоугольными, круглыми или фасонными, в зависимости от очертания отливок. Для удерживания формовочной смеси крупные опоки снабжаются внутренними перегородками; мелкие опоки перегородок не имеют, и формовочная смесь удерживается стенками опоки и буртиками 3. Соединение опок производится с помощью штырей, которые вставляются в отверстия приливов 2. Подъем и переноска мелких опок осуществляется с помощью скоб, крупных (крановых)—с помощью цапф.
На подмодельную доску кладут половину модели, имеющую формовочные уклоны на вертикальных поверхностях, и ставят нижнюю опоку. Модель припудривают припылом, затем через сито покрывают облицовочной формовочной смесью слоем 20—мм; этот слой уплотняют руками, после чего в опоку набрасывают наполнительную формовочную смесь и утрамбовывают ее доопределенной плотности. Избыток земли удаляют линейкой и в формовочной смеси душником накалывают отверстия для отвода газов. Этим заканчивается формовка нижней опоки.
Далее нижнюю опоку накрывают второй подмодельной доской и переворачивают, после чего первую подмодельную доску снимают и поверхность разъема формы посыпают разделительным песком. На заформованную половину модели накладывают вторую половину, направляя шипы последней в гнезда первой. Затем верхнюю опоку ставят на нижнюю и положение ее фиксируют штырями, которые вставляют в отверстия приливов.
Для образования литника и выпора применяют отдельные модели. Наполнение верхней опоки формовочными смесями производится так же, как нижней. Когда набивка верхней опоки закончена и проколоты отверстия для отвода газов, модели литника и выпора вынимают, прорезают литниковый канал и, осторожно произведя расколотку, извлекают из формы половинки модели. После этого с помощью карасиков и гладилок производят подправку формы там, где оборвалась смесь, крючками удаляют осыпавшуюся смесь и полость формы покрывают формовочной краской (при формовке всухую) или припыливают молотым древесным углем (при формовке всырую). В знаки нижней половина формы кладут стержень, после чего форму собирают и она готова к ааливке.
Отливка втулки с необрубленным литником и выпором.
При массовом производстве мелких отливок применяют съемные и разъемные опоки размеоом до 300 X 600 мм. При помощи одного комплекта таких опок можно изготовить большое количество форм.
Формовка в двух опоках по неразъемной модели. Изготовление разъемных моделей сложно и дорого. Поэтому часто прибегают к формовке по целой модели с применением особых приемов формовки; например, с подрезкой формовочной смеси.
При формовке с подрезкой модель кладут на подмодельную доску и заформовывают в нижнюю опоку, затем опоку переворачивают и срезают ту часть смеси, которая препятствует извлечению модели из опоки (фиг. 113, б.) Далее, на нижнюю опоку ставят верхнюю, поверхность формовочной смеси в нижней опоке посыпают разделительным песком, ставят модели для литника и выпора и производят набивку верхней опоки обычным порядком. Затем производится разборка формы, и модель легко вынимается.
Отливки сложной конфигурации иногда не представляется возможным заформовать в двух опоках. В этих случаях прибегают к формовке в трех, четырех и более опоках. Модели для таких отливок имеют несколько плоскостей разъема.
Увеличение количества опок усложняет операцию формовки и ухудшает качество литья. Поэтому всегда стремятся производить формовку в наименьшем возможном количестве опок и придавать модели наименьшее количество разъемов.



