
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ротационные и гильотинные ножницы, устройство и принцип работы.Содержание книги
Поиск на нашем сайте
Срезанный с листоформовочной машины накат поступает на ленточный подводящий конвейер и далее на резательное устройство — ротационные или гильотинные ножницы. Ротационные ножницы представляют собой литую станину 1 (рис. 9), на которой смонтированы: транспортирующий барабан 9, механизм 8 продольной резки, механизм 11 поперечной резки, прижимные обрезиненные ролики 7 и 10, направляющие металлические листы 3 и 13, пружины 6, винты 5 для регулирования зазора между транспортирующим барабаном 9 и прижимными роликами 7 и 10 и ограждение 4.
Рис. 9 Ротационные ножницы: а – общий вид; б – кинематическая схема Через станину проходит вал 2 контрпривода, на конусе которого закреплена ведущая шестерня, находящаяся в зацеплении с зубчатым колесом транспортирующего барабана. На станине ножниц предусмотрены опоры для валов подводящего и отводящего транспортеров. От главного привода 1 (рис. 9, б) и дополнительной зубчатой пары получает движение вал 2 контрпривода, на конце которого закреплена шестерня 10, передающая вращение шестерне 11 вала барабана подводящего транспортера и зубчатому колесу 9 вала транспортирующего барабана. Зубчатое колесо 9 передает вращение шестерням механизма 4 продольной резки, механизма 6 поперечной резки и второму (по ходу движения) прижимному ролику 5 (верный прижимной ролик на схеме не показан). С вала механизма 6 поперечной резки через цепную и зубчатую передачи движение передается отводящему транспортеру. Транспортеры для обрезков 8 и питающий 7 имеют отдельные приводы. Транспортер 8 передает обрезки в мешалку на переработку. Механизм 4 продольной резки представляет собой вал, приводимый во вращение через зубчатую передачу от вала транспортирующего барабана, и два ножевых диска 3, закрепленных на валу, которые и осуществляют продольную резку наката. Конструкция опор вала механизма продольной резки позволяет, в известных пределах, изменять зазор между транспортирующим барабаном я дисковыми ножами. Механизм 11 поперечной резки (см. рис. 9, а) смонтирован на валу 12, периодически вращающемся через зубчатую передачу от вала транспортирующего барабана 9.
Гильотинные ножницы Гильотинные ножницы используют в технологических линиях по производству крупноразмерных волнистых листов длиной 2000 и 2500 мм. В отличие от ротационных ножниц гильотинные ножницы имеют более сложную конструкцию, но обеспечивают высокую точность длины формата, так как раскрою подвергается неподвижно лежащий накат. Гильотинные ножницы (рис. 10) состоят из приемного транспортера 1, сбрасывателей 2, 4, 10 и 12, поперечных ножниц 3, 5, 7, 9 и 11, транспортеров 6 и 8 раскроя, питающих транспортеров 13, 14, 15 и электроприводов 16, 17, 18, 19 и 20. Работают гильотинные ножницы в такой последовательности. Накат с листоформовочной машины выстилается на приемный транспортер 1 со скоростью, несколько превышающей скорость сукна. Электропривод 20 приемного транспортера включается еще до начала срезания наката с форматного барабана листоформовочной машины. По окончании выстилки электропривод 20 выключается, и накат продолжает двигаться, получая движение от электропривода 19, по транспортеру 8 раскроя наката до тех пор, пока не выселится на транспортерах 6 и 8 под поперечными ножами. После этого электропривод 19 выключается, и ножи разрезают неподвижный накат на два формата.
При раскрое наката на форматы длиной 2000 мм работают по перечные ножницы 5, 7 и 9. Остальные двое ножниц отключены. При раскрое наката на форматы длиной 2500 мм работают ножницы 3, 7 и 11. В первом случае передний и задний обрезки сбрасываются под машину приводными сбрасывателями 4 и 10, а во втором такими же сбрасывателями 2 и 12. Сбрасыватели кинематически связаны с ножевыми устройствами. После раскроя наката электропривод 19 вновь включается и форматы транспортируются далее по питающим транспортерам 13 и 14, движение которым сообщается их приводами 17 и 18. При выстилке форматов на этих транспортерах привода 17 и 18 отключаются. Дальнейшие движения форматов производятся на малой скорости питающего транспортера 15 от привода 16, с которой они выдаются в волнировщик. Повторное включение приводов 17 и 18 происходит последовательно по мере схода с транспортеров 13 и 14 задней кромки второго формата. Питающие транспортеры 13 и 14 приводятся от ведомого вала питающего транспортера 15 посредством нескольких цепных передач через обгонные муфты, установленные на ведущих валах передач.
|
||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 1023; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.211.135 (0.009 с.) |


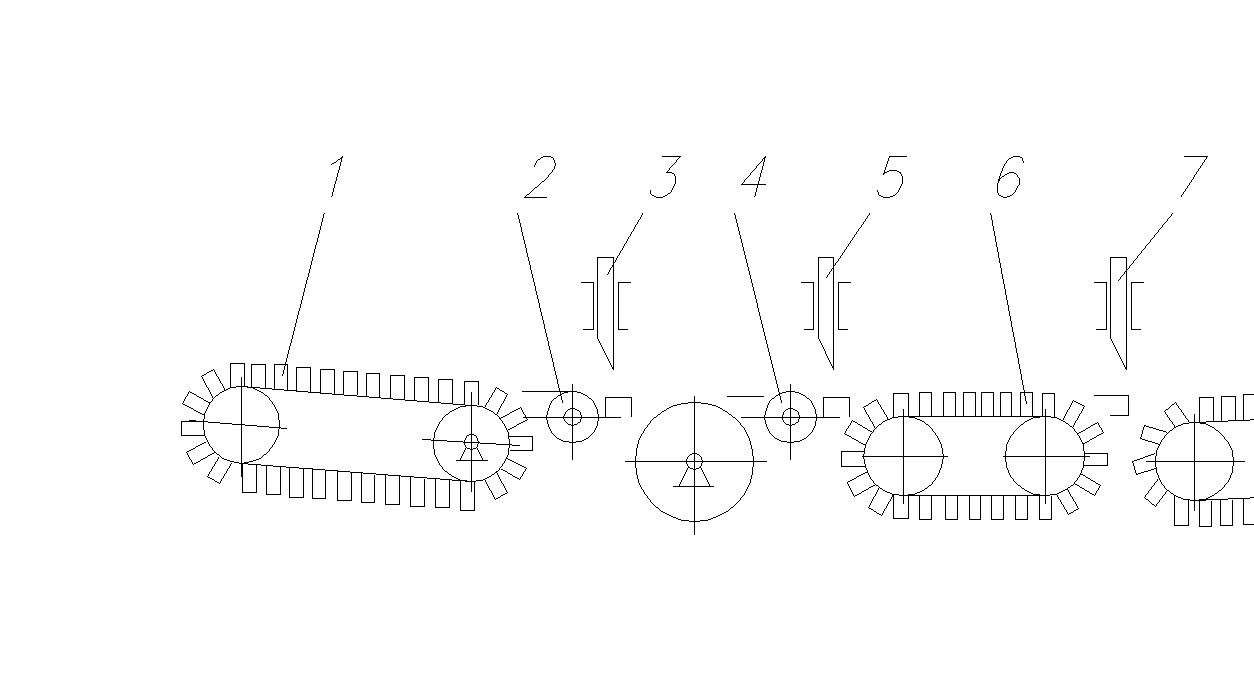 Рис. 10. Кинематическая схема гильотинных ножниц
Рис. 10. Кинематическая схема гильотинных ножниц


