Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Станки-автоматы для гибки стержневой арматуры.Содержание книги
Поиск на нашем сайте
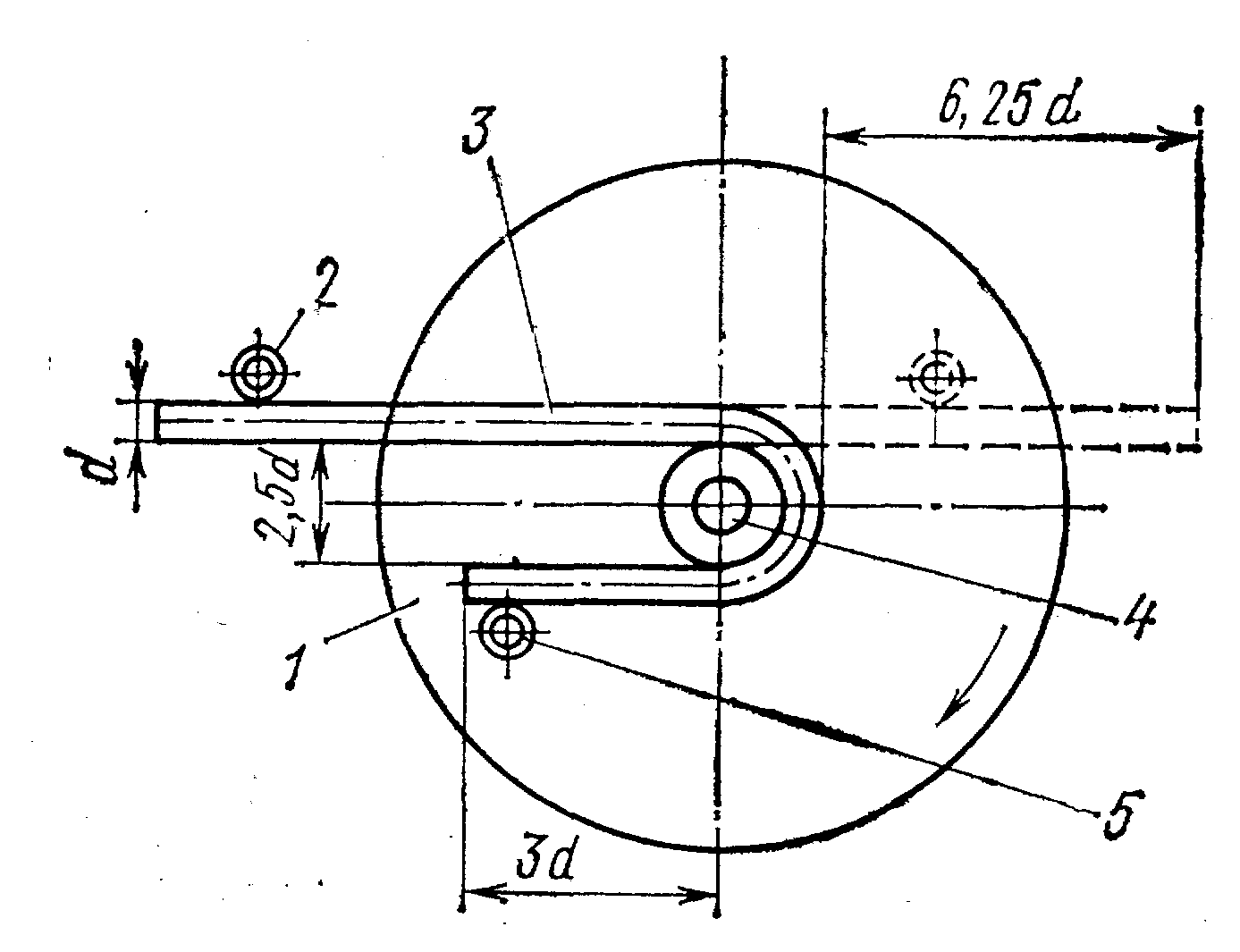
На заводах железобетонных изделий и конструкций для гибки стержневой арматуры обычно применяют стационарные гибочные машины (станки). Машины выполняют как универсальными для гибки на различные углы арматурных прутков разного диапазона, так и специализированными -для производства однотипных арматурных изделий. Универсальные станки производят гибку арматурных стержней гибочным пальцем, расположенным на поворотном диске, вокруг центрального пальца. При этом стержень концом, не подлежащим гибке, опирается на палец, закрепленный на станине станка. Станки изготовляются с подачей арматуры как виде мерных прутков, так и с мотка. В последнем случае они имеют отрезное устройство.
Рис. 8. Схема гнутья арматурного прутка: 1 - рабочий поворотный диск; 2 - упорный палец с роликом; 3 - арматурный стержень; 4 - центральный палец с роликом; 5 - гибочный палец с роликом отрезное устройство. Специализированные станки имеют один или несколько рабочих органов, изгибающих арматуру в одной или в двух плоскостях. В качестве рабочих органов используют перемещающиеся возвратно-поступательно пуансоны, поворотные рычаги, барабаны, а также поворотные диски с гибочными роликами. Автоматизация станков различная и базируется как на механической взаимосвязи отдельных механизмов, так и на применении электроники.
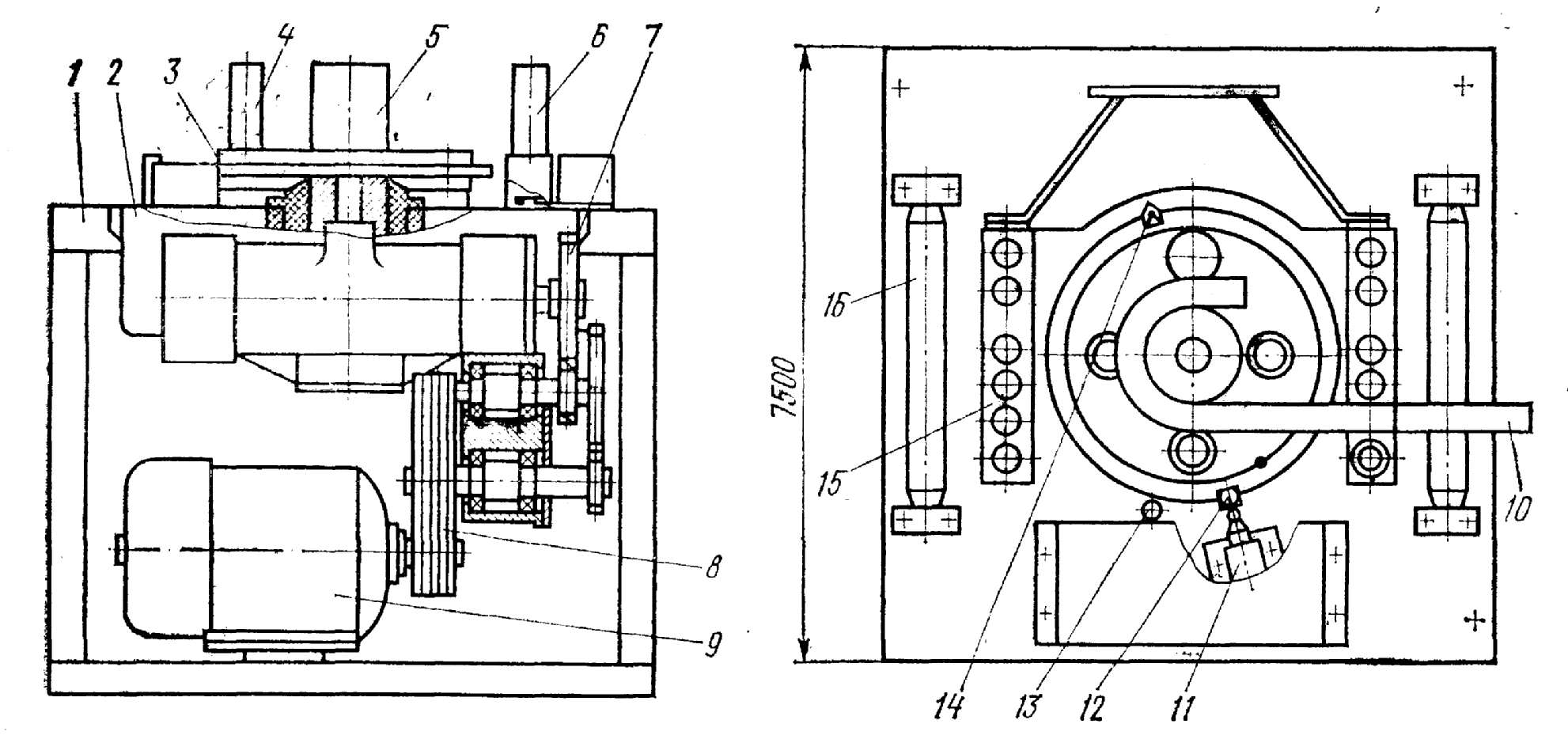
Рис. 9. Станок СМЖ-173А для гибки арматурных прутков: 1 - рама; 2 - редуктор; 3 - поворотный диск; 4 …6 - гибочный, центральный и опорный пальцы; 7 - зубчатая передача; 8 - клиноременная передача; 9 - электродвигатель; 10 - изгибаемый арматурный пруток; 11, 13 - конечные выключатели; 12, 14 - кулачки; 15 - брусок; 16 - ролик При гибке арматурных прутков необходимо соблюдать допустимые минимальный диаметр и максимальный угол их гибки, зависящие от диаметра и материала прутков. Для холодной гибки арматурных прутков применяются универсальные станки СМЖ-173А (С-14СБ, СТА-46) и СМЖ-179А (СГА-90). Станок СМЖ-173А (рис. 9) состоит из рамы, редуктора, плиты, гибочного устройства, электрооборудования и механизма управления. На верхней части рамы установлены плита с редуктором и механизм для гибки прутков, а на нижней части - каретка с электродвигателем. Плита служит крышкой редуктора и рабочим столом станка. К плите приварены бруски с отверстиями под упорные штыри и установлены ролики для опирания арматурных прутков. Механизм для гибки прутков состоит из гибочного диска с пальцем, центрального пальца с роликом и упорного пальца с роликом. На гибочном диске имеются отверстия с втулками для установки гибочного пальца, а также отверстия для кулачков останова и реверса, воздействующие на соответствующие конечные выключатели. Привод гибочного диска осуществляется от двигателя через клиноременную передачу, две открытые зубчатые передачи и червячный редуктор. Частоту вращения гибочного диска можно изменить перестановкой шестерен.
Станок СМЖ-179А имеет двухскоростной электродвигатель для изменения частоты вращения гибочного диска, редуктор, коническую зубчатую передачу, клиноременную передачу и тормоз 14). Необходимый угол изгиба прутка устанавливается путем настройки реле времени. Настройка станка на требуемый угол изгиба стержня производится вращением ручек, устанавливающих стрелки на соответствующих делениях двух шкал и соответственно передвигающих по винтовым валикам кулачки, воздействующие на конечные выключатели.
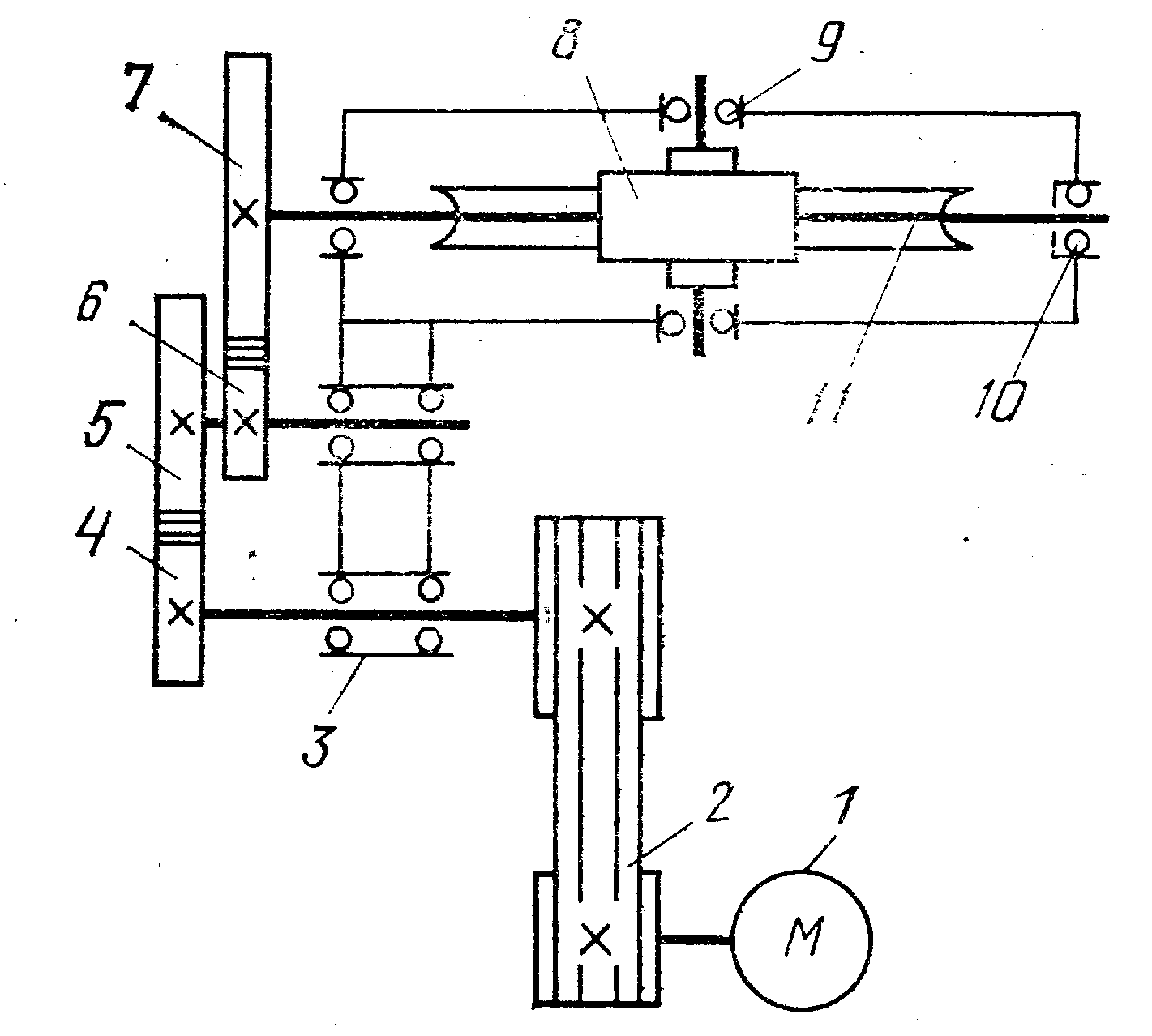
Рис. 10. Кинематическая схема станка СМЖ-173А: 1 - электродвигатель; 2 - клиноременная передача; 3, 9, 10 - подшипниковьте опоры; 4...7 - зубчатые колеса; 8 - червяк; 11 - червячное колесо
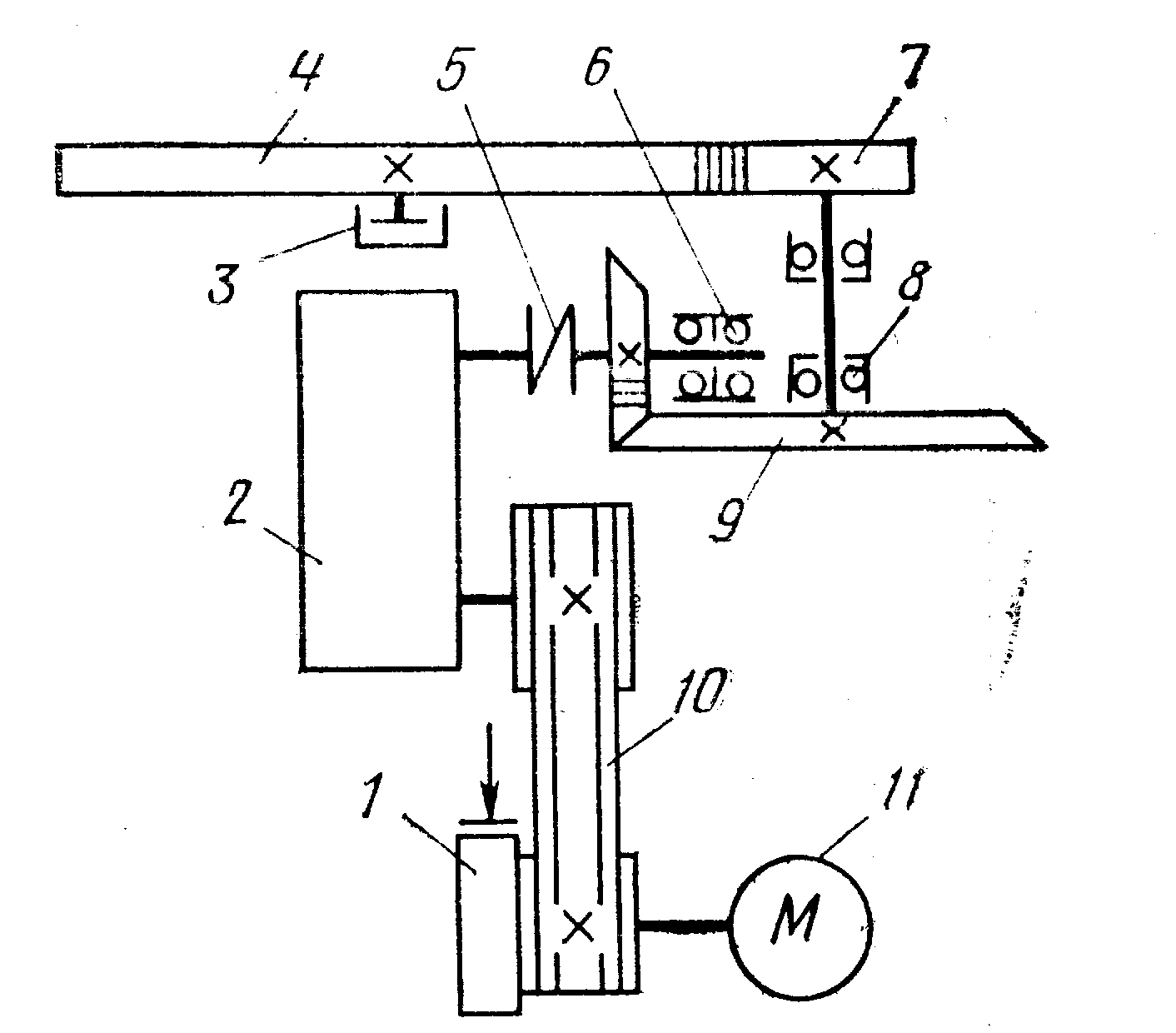
Рис. 11. Кинематическая схема станка СМЖ-179А: 1 - тормоз; 2 - редуктор; 3, 6, 8 - подшипниковые опоры; 4, 7 - зубчатое колесо и шестерня; 5 - муфта; 9 - коническая передача; 10 - клиноременная передача; 11 – электродвигатель В арматурных цехах заводов железобетонных изделий применяют специальные станки-автоматы для гибки стержневой арматуры. В автоматизированном станке СМЖ-212А арматурная сталь диаметром до 12 мм подается с мотка, а диаметром до 18 мм — в виде мерных прутков. Имеются станки для гибки строповочных петель треугольной конструкции в одной плоскости вокруг оправки с помощью механизмов с пневмоцилиндрами. Для гибки П-образных монтажных петель применяется станок с электромеханическим приводом. Он имеет два диска, закрепленных на горизонтально расположенном валу. В дисках имеются пазы, в которые закладываются прямые прутки так, что их концы выступают за внешние торцы дисков. При вращении дисков концы прутков загибаются неподвижными роликами, закрепленными на станине с внешних сторон дисков.
При расчете станков определяются скорости перемещения рабочих органов, конструктивные параметры, нагрузки в элементах станка, мощность привода, производительность и другие параметры. Частоту вращения гибочного диска обычно принимают равной 0,2... 0,35 с-1.
|
||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 1030; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.113.43 (0.007 с.) |