Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройство монолитных бетонныхСодержание книги
Поиск на нашем сайте И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Бетонные и железобетонные конструкции во всех видах строительства занимают в России если не доминирующее, то близкое к нему положение. Причин тому много как объективных, так и не совсем. Конструкции могут быть сборными, сборно-монолитными и монолитными. Каждый из вариантов, естественно, имеет свои преимущества и недостатки. Применение монолитного бетона позволяет уменьшить расход стали на 7-20%, бетона – до 12% за счет оптимизации конструктивных решений, переходу к неразрезным пространственным системам, учета совместной работы элементов. В монолитных конструкциях легче решается проблема стыков, улучшаются теплозащитные свойства ограждающих конструкций, снижаются эксплуатационные затраты. Однако при этом возрастают энергетические и трудовые затраты на строительной площадке, так как основной объем работ при строительстве из монолитного железобетона приходится на строительную площадку. В настоящем разделе курса мы рассмотрим только технологию возведения монолитных бетонных и железобетонных конструкций, специфика которых заключается в наличии «мокрых процессов», необходимости выдерживания для набора прочности забетонированных конструкций. Монтаж сборных конструкций рассматривается в другом разделе, а заводское производство конструкций – вовсе в отдельном курсе. При возведении монолитных конструкций в комплекс работ входят процессы изготовления и установки опалубки, изготовления и установки арматуры, приготовления, транспортирования и укладки бетонной смеси, разборки опалубки (распалубка). При этом устройство опалубки и армирование относят к подготовительным работам. Изготовление опалубки, арматурных каркасов, армоопалубочных блоков, приготовление товарной бетонной смеси – это в основном процессы заводского производства, установка опалубки и арматуры, транспортирование и укладка бетонной смеси, выдерживание бетона, демонтаж опалубки – это процессы построечные.
Опалубочные работы Опалубочная система – понятие, включающее опалубку и элементы, обеспечивающие ее жесткость и устойчивость – крепеж, леса, поддерживающие конструкции. Опалубка – это форма, в которую укладывается бетонная смесь при возведении бетонных и железобетонных конструкций непосредственно на месте их расположения в возводимом здании или сооружении. Конструкция опалубки должна гарантировать необходимую точность запроектированных размеров бетонируемых конструкций. Внутренние поверхности опалубки, контактирующие с бетоном, должны обеспечить требуемое качество лицевых бетонируемой конструкции. Для этого опалубка должна: · точно соответствовать проектным размерам; · сохранить эти размеры и форму под воздействием собственного веса, веса арматуры и бетонной смеси, ветровых нагрузок, нагрузок, возникающих в процессе производства работ (вибрация, вес монтажников, механизмов, температурные нагрузки в случае применения термоактивной опалубки); · иметь гладкие внутренние поверхности с минимальной адгезией к свежеуложенному бетону; · быть технологичной и экономичной, т.е. простой в сборке и разборке, нетрудоемкой и недорогой. Прочность и жесткость опалубки обеспечивается расчетом при ее проектировании. Качество поверхности, а также снижение адгезии к забетонированной конструкции достигается применением смазок. Смазки бывают от самых простых (отработанное моторное масло) до экзотических, одноразовых и многоразовых, в зависимости от материала опалубки и возможностей строительной организации. В качестве материала для устройства опалубки используют древесину, сталь алюминиевые сплавы, влагостойкую фанеру и древесные плиты, железобетон, армоцемент, стеклопластик, полипропилен с наполнителем повышенной прочности, прорезиненные ткани. Комбинирование материалов при устройстве опалубки позволяют эффективно использовать специфические свойства каждого из них. Поддерживающие элементы опалубки обычно выполняют из стали и алюминиевых сплавов, что позволяет достичь их высокой оборачиваемости. При использовании фанеры и пластика оборачиваемость опалубки достигает 50 раз и более, при этом существенно возрастает качество покрытия за счет низкой адгезии материала к бетону. В стальной опалубке используют листы толщиной 2-6 мм, что делает такую опалубку достаточно тяжелой. Опалубку из деревянных материалов защищают синтетическими покрытиями. Пленки на поверхности опалубки наносят методом горячего прессования с использованием для пропитки древесины бакелитовых жидких смол, эпоксидно-фенольных лаков, используют стеклоткань, пропитанную фенолформальдегидом. В настоящее время наиболее широкое распространение получила влагостойкая фанера толщиной 18-22 мм, выпускаемая в г. Чудове. Для покровного слоя используют стеклопластики, слоистые пластики, винипласты. Находят применение пластмассовые опалубки, особенно армированные стекловолокном. Они обладают высокой прочностью при статической нагрузке, химически совместимы с бетоном. Опалубки из полимерных материалов отличаются небольшой массой, стабильностью формы и устойчивостью против коррозии. Возможные повреждения легко устраняются нанесением нового покрытия. Недостаток пластмассовых опалубок – их несущая способность резко снижается при термообработке с повышением температуры до 60 град. С. Появились комбинированные опалубки, когда на металлическую палубу наносится листовой полипропилен. Использование композитов с токопроводящим наполнителем позволяет получать греющие покрытия с регулируемыми режимами теплового воздействия на бетон. По признаку повторяемости использования различают опалубку инвентарную, т.е. многократно используемую, и стационарную, используемую только для одного сооружения. В конструктивном отношении опалубка может быть: разборно-переставная мелкощитовая и крупнощитовая, объемно-переставная (блочная), скользящая; катучая; несъемная и индивидуальная. Разборно-переставную опалубку используют при бетонировании фундаментов, перекрытий, колонн, балок, реже стен и других конструкций. Это, пожалуй, наиболее универсальный тип опалубки. Чаще всего в качестве материалов для такой опалубки применяются пиломатериалы, металлопрокат и их сочетания. Элементы, из которых собирается сборно-переставная опалубка, - щиты, короба, кружала, стойки, а также отдельные бруски и стойки. Элементы деревянной опалубки собираются из досок и брусков и сшиваются гвоздями. Доски берут воздушно-сухие, толщиной не менее 25 мм с обрезанными кромками. Для получения ровной и гладкой поверхности бетона опалубку со стороны, прилегающую к бетону, строгают. Эта же поверхность перед бетонированием смазывается олифой, известью или окрашивается красками (лаками). Представление о конструкции такой опалубки дают примеры, представленные на рис. 7.1 и 7.2.
Рис. 7.1. Опалубка для фундаментов
Рис.7.2. Опалубка балок и плит перекрытия (а) и колонн (б)
Деревянная разборно-переставная опалубка не отличается длительным сроком службы. Отдельные ее элементы редко выдерживают более 10-15 оборотов. Поэтому естественно стремление создать конструкции более долговечные, например, с использованием металлопроката, т.е. деревометаллической и металлической опалубки. В настоящее время на строительных площадках страны находят применение множество опалубочных систем различных иностранных фирм («Дока», «Мева», «Далли», «Тиссен», «НОЕ», «Утинор» и др.). Особенностями таких систем являются следующие конструктивные отличия. В качестве несущих элементов используется металлический каркас (стальной или алюминиевый), а в качестве материала палубы – водостойкая фанера или стальные оцинкованные листы с порошковым покрытием. Тщательная обработка поверхности материала палубы дает возможность эксплуатировать ее до 200 оборотов, легко и быстро очищать от остатков бетонной смеси, обеспечивая высокое качество поверхности бетонируемых конструкций. Простота крепления щитов к каркасу позволяет быстро заменить изношенную палубу. Кроме того, для соединения элементов опалубки между собой применяются быстродействующие и универсальные зажимные приспособления (Рис. 7.3). Увеличение срока службы до 100 и более оборотов влечет за собой стремление к созданию опалубочных систем, которые можно использовать для различных видов конструкций. Так, возникает унифицированная разборно-переставная опалубка, отличающаяся от обычной б о льшей взаимозаменяемостью элементов, повышенной жесткостью и наличием инвентарных приспособлений, облегчающих собираемость опалубки. Например, мелкощитовая опалубка «Фрамэко» фирмы «Дока», разработанная для бетонирования колонн, позволяет опалубить колонны с поперечным сечением до 75х75 см с шагом 5 см., или разборно-переставные опалубки для бетонирования перекрытий любых размеров.
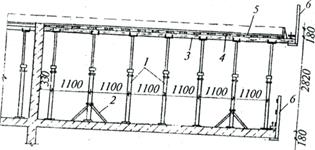
Рис. 7.3. Опалубка перекрытия в сборе: / — стойки телескопические; 2 — тренога; 3 — балка продольная; 4 — балка поперечная; 5 — листы ламинированной фанеры; 6 — ограждение
Наличие на стройплощадке грузоподъемных механизмов и больших объемов работ приводит к естественному укрупнению элементов и превращению разборно-переставной опалубки в просто переставную, т.е. опалубки, переставляемой целиком. Среди такой опалубки можно выделить блочно-переставную для фундаментов, колонн, объемно-переставную П-образную для бетонирования одновременно стен и перекрытий, подъемно-переставную для бетонирования высотных сооружений, в том числе конусных или другого изменяющегося по высоте сечения. Одна из разновидностей переставной опалубки опалубка пневматическая. Ее успешно используют для возведения коллекторов, покрытий купольных сооружений и сводчатых тонкостенных конструкций. Этот вид опалубки выполняют в виде гибкой оболочки из высокопрочной прорезиненной ткани или прочной полимерной пленки, пленки из резинолатексных материалов. Армирование используют либо дисперсное рубленым стекловолокном, либо тонкими арматурными сетками. Бетон наносят набрызгом или послойно. Рабочие располагаются на автогидроподъемнике, толщина слоя контролируется с помощью заранее установленных маяков проектной толщины. Для бетонирования линейно протяженных сооружений, имеющих постоянное поперечное сечение, таких как подпорные стенки, тоннели и коллекторы подземных сооружений и коммуникаций, возводимых открытым способом, используется катучая опалубка с механическим устройством для складывания опалубки внутри забетонированной конструкции и установленная на рельсовой тележке внутри бетонируемой конструкции. (Рис. 7.4).
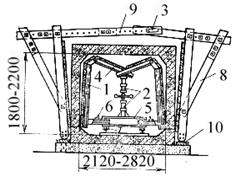
Рис. 7.4. Катучая опалубка для бетонирования прямоугольного туннеля (разрез): 1 – боковые щиты; 2 – центральная стойка с домкратом; 3 – продолговатое отверстие; 4 – горизонтальные щиты; 5 – тележка; 6 – уголок, соединяющий рамы; 7 – катки; 8 – рама наружной опалубки; 9 – накладка; 10- направляющая доска
Скользящая опалубка подвижна, ее поднимают вверх без перерыва в бетонировании и применяют при возведении высотных железобетонных сооружений с монолитными вертикальными стенами постоянного, а в последнее время и переменного сечения. Применение такой опалубки особенно эффективно при возведении сооружений, в стенах которых отсутствуют или присутствуют в незначительных количествах проемы (силосы, дымовые трубы, градирни, ядра жесткости высотных зданий, резервуары, радио- и телевизионные башни). Опалубка состоит из двух одинаковой высоты внутренних и наружных щитов неизменяемой конструкции. Перемещается опалубка с помощью домкратов с полыми винтами, опирающимися на домкратные стержни с помощью специальных букс. Домкратные стержни могут быть оставлены в бетоне в качестве дополнительной арматуры, могут извлекаться из специально для этого предназначенных труб, могут располагаться в стороне от опалубки. Расстояние между домкратными стержнями 1.2-2.0 м. Бетонирование может осуществляться непрерывно по мере перемещения опалубки вверх со скоростью 1-4 см в минуту, или послойно с цикличным подъемом щитов опалубки на 70-80 см. Рациональным направлением в строительстве является разумное сочетание монолитного железобетона и сборных конструкций. Часто эффективными оказывается комбинированное применение сборных и монолитных ограждающих конструкция стен, цоколей, фундаментов и других конструктивных элементов. Несъемная опалубка после укладки монолитного бетона и завершения последующих процессов остается в теле забетонированной конструкции и работает с ней как одно целое. Опалубка не только образует форму сооружения, его архитектурное оформление, но и защищает поверхность от атмосферных воздействий, повышает прочностные характеристики конструкции, улучшает режим твердения бетона. Выпуски арматуры и неровная, шероховатая внутренняя поверхность опалубки способствуют лучшему контакту с укладываемым монолитным бетоном. Применение несъемной опалубки способствует существенному повышению производительности труда. В зависимости от функционального назначения опалубку используют как формообразующую конструкцию, опалубку-облицовку, и опалубку-изоляцию, часто совмещая все или часть этих функций. В любом случае эти элементы являются наружной поверхностью возводимой конструкции, поэтому могут иметь как различную фактуру, так и отделку различными плитками и другими материалами, наносимыми в заводских условиях. Учитывая заводское или полигонное изготовление опалубки, ее размеры, форма, конфигурация могут быть различны в зависимости от требований проекта. В качестве материала несъемной опалубки можно применять стальной профилированный настил, различный листовой материал, керамические и стеклянные боки и даже металлические сетки. Опалубку можно выполнить также из плоских, ребристых и корытообразных профильных плит, изготовляемых из железобетона, бетона, армоцемента, стеклоцемента, фиброцемента.
Арматурные работы Известно, что бетон, как материал конструкции плохо сопротивляется растягивающим напряжениям, которые возникают в конструкциях неизбежно. Для восприятия растягивающих напряжений используют арматуру из материалов, хорошо сопротивляющихся растяжению. В качестве таких материалов используют в первую очередь сталь и в ограниченных размерах – неметаллическую арматуру. Надо кстати заметить, что иногда в тяжелонагруженных конструкциях, особенно при невозможности увеличивать размер их сечений, арматура воспринимает также и сжимающие усилия. В качестве материала неметаллической арматуры используются стеклопластиковые прутья для стержневого армирования и рубленое синтетическое или асбестовое волокна при дисперсном армировании. Эти материалы прочны, не подвержены коррозии, но некоторые их свойства делают проблематичным их массовое использование для армирования бетона. Исключение – асбестоцементные конструкции. Особенно незначителен опыт использования неметаллической арматуры в построечных условиях, которые рассматриваются в настоящем разделе курса. Поэтому пока исключим неметаллическую арматуру из нашего рассмотрения. Стальная арматура может быть использована для: линейного армирования – отдельными прутьями, арматурными прядями, канатами, отдельными проволоками и проволочными пучками; плоского армирования – плоскими арматурными каркасами или сетками; объемного армирования – объемными арматурными каркасами; дисперсного армирования – рубленой проволокой диаметром до 2,5 мм. При изготовлении железобетонных конструкций применяют отдельные арматурные изделия – закладные детали и монтажные элементы. Для армирования железобетонных конструкций применяется арматура, отвечающая требованиям одного из следующих нормативов: СНиП 2.03.01-84*. Бетонные и железобетонные конструкции (старая НТД) или ГОСТ 10884-94 (новая НТД). Согласно СНиП используется: - стержневая арматурная сталь горячекатаная гладкая класса A-I; - стержневая арматурная сталь горячекатаная периодического профиля классов A-I, A-II, A-III, A-IV, A-V и А-VI; - стержневая арматурная сталь термически и термомеханически упрочненная периодического профиля классов Aт-IIIС, Aт-IV, Aт-IVС, Aт-IVК, Aт-V Aт-V Aт-VК Aт-VСК Aт-VС, Ат-VIК, Aт-VII; - арматурная холоднотянутая проволока обыкновенная периодического профиля класса Вр-I; - арматурная холоднотянутая проволока высокопрочная гладкая класса В-II; - арматурная холоднотянутая проволока высокопрочная периодического профиля класса Вр-II; - арматурные канаты спиральные семипроволочные класса К-7; - арматурные канаты спиральные девятнадцатипроволочные класса К-19. Допускается применять также арматуру других видов, в том числе после упрочнения вытяжкой на предприятиях стройиндустрии, класса А-IIIв. В обозначении классов термически и термохимически упрочненной стержневой арматуры с повышенной стойкостью к коррозионному растрескиванию под напряжением добавляется буква «К», к свариваемой – буква «С». В обозначении горячекатаной стержневой арматуры буква «в» употребляется для арматуры, упрочненной вытяжкой, а буква «с» – для арматуры специального назначения. Сталь арматурную термохимически упрочненную, изготавливаемую по межгосударственному стандарту, также подразделяют на классы в зависимости от механических свойств и эксплуатационных характеристик. Арматурную сталь изготавливают классов Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат800, Ат800К, Ат1000, Ат100К, и Ат1200. Классам арматурной стали по ГОСТ 10884-94 соответствуют следующие обозначении по СНиП 2.03.01-84: Ат400С – А-I, Ат500С – А-II, Ат600 – Ат-IV, Ат600С – Ат-IVС, Ат600К – Ат-IVК, Ат800 – Ат-V, Ат800К – Ат-VК, Ат1000 – Ат-VI, Ат1000К – Ат-VIК, Ат1200 – Ат-VI. Арматурную сталь изготавливают с периодическим профилем согласно ГОСТ. Она представляет собой круглые стержни с двумя продольными ребрами или без них и с расположенными под углом к продольной оси стержня поперечными серповидными ребрами, идущими по многозаходной винтовой линии, имеющей на сторонах профиля разное направление. Профилирование арматуры осуществляется с целью увеличения сцепления ее с бетоном в конструкции. Холоднотянутая арматура – проволока, упрочняемая в процессе протяжки через фильеры за счет получения наклепа, предел прочности такой арматуры зависит от ее диаметра – чем он меньше, тем выше предел прочности. Для закладных деталей используется лист, прокатный профиль. Заводами изготавливаются рулонные и тканые сетки. В соответствии с требованиями ГОСТа арматурную сталь диаметром 10 мм и более изготавливают в виде стержней длины, оговоренной в заказе. Арматурная сталь диаметром 6 и 8 мм поставляют в бухтах, что также допускается для стали классов Ат400С, Ат500С и Ат600С диаметром 10 мм. Стержни изготавливают мерной длины от 5,3 до 13,5 м. Допускается изготовление стержней мерной длины до 26 м по требованию потребителя. Стержни упаковывают в связки массой до 10 т, перевязанные проволокой, по требованию потребителя – до 3 т. При поставке стали диаметром 5-8 мм в бухтах, каждая бухта должна состоять из одного отрезка арматурной стали, масса бухты – до 3 т. Все арматурные работы можно объединить в две группы: предварительное изготовление арматурных элементов и установка их в проектное положение. Изготовление арматурных элементов производится, как правило, в заводских условиях централизованно и включает работы подготовительные и сборочные. В состав подготовительных работ входят очистка, правка, резка, гнутье. Очистка, правка и резка на нужные размеры арматуры, поставляемой в бухтах, осуществляется на правильно-отрезных станках. Арматура из пачек режется арматурными ножницами различных конструкций. Гнутье арматурных заготовок осуществляется гибочными станками различных конструкций, начиная от ручных и заканчивая станками с компьютерным управлением. При подготовке арматуры к сборке желательно пользоваться безотходными технологиями – из отдельных прутьев сваривается бесконечная плеть на стыкосварочной машине, а затем от нее отрезаются заготовки необходимых размеров. Сборочные работы – это сборка плоских сеток и каркасов и сварка закладных деталей. Сетки и каркасы варятся контактной сваркой на одноточечных и многоточечных сварочных станках. Закладные детали – дуговой сваркой или контактной под слоем флюса. На строительной площадке производится укрупнительная сборка арматурных элементов и подготовка арматуры, монтируемой отдельными стержнями, устанавливают (монтируют) арматурные блоки, пространственные каркасы, сетки, стержни, соединяют монтажные единицы в проектное положение в единую армоконструкцию. При установке арматуры в опалубку особое внимание необходимо уделять обеспечению проектной толщины защитного слоя арматуры, для чего используются подкладки бетонные или проволочные (лягушки), металлические или пластмассовые фиксаторы (Рис. 7.5, 7.6). Стальные фиксаторы в виде удлиненных стержней и скобок выходя на поверхность бетона и поэтому коррозируют. Пластмассовые подвержены старению, деформируются под нагрузкой, что приводит к образованию трещин.
Рис. 7.5. «Лягушка» и «козелок» для обеспечения защитного слоя бетона в перекрытиях: а — «лягушка», для обеспечении защитного слоя нижней арматурной сетки; б — «коэелки», для обеспечении защитного слоя верхней арматурной сетки
Рис. 7.6. Способы обеспечения защитного слоя арматуры: а, б – в балках иребрах плит при помощи упоров; в— в балках посредством бетонной подкладки с проволочной скруткой; г — бетонной пробкой с пружинной скобой; д — упругим пластмассовым фиксатором; е — металлическими штампованными подставками Этих недостатков лишены растворные фиксаторы, но они при вибрации могут менять положение, вызывая нарушение толщины защитного слоя. Армирование предварительно напряженных конструкций производится либо с натяжением арматуры на бетон, либо на форму (электротермическое или механическое с использованием домкратов, гаек, зажимов различных конструкций). Одним из видов предварительного напряжения арматуры является непрерывное армирование арматурной проволокой или проволочными прядями с помощью навивочных машин. Бетонные работы Бетонные работы состоят из следующих основных технологических процессов: приготовления бетонной смеси, транспортирования ее к месту укладки, укладки в опалубку и ухода за бетоном в период его твердения.
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-29; просмотров: 454; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.014 с.) |