
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристики способов пайкиСодержание книги
Поиск на нашем сайте
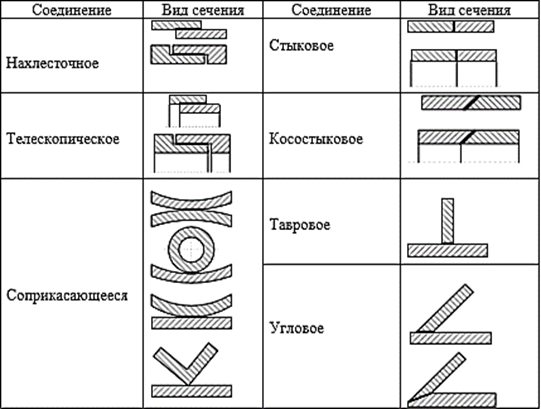
Таблица 11 Основные типы и виды сечений паяных соединений
Стыковые соединения, имеющие ограниченную площадь пайки, менее прочны, чем нахлесточные. При действии значительных нагрузок применять стыковые соединения не рекомендуется, но при повышенных нагрузках стыковых соединений в случае необходимости можно рекомендовать косостыковые соединения (см. табл. 11), у которых больше площадь пайки и выше несущая способность. Стыковые соединения допустимы для изделий, паяные швы которых работают на сжатие и при весьма малых нагрузках.
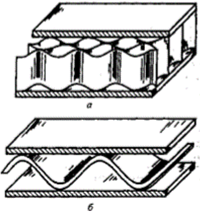
Рис. 8.1. Паяные конструкции с сотовым (а) и гофровым (б) заполнением Как мы уже отмечали, для соединения деталей посредством пайки используют специальные средства – припои. Припои делятся на высокотемпературные с температурой плавления При любом типе паяного соединения между деталями необходим зазор порядка 0,01...0,4 мм, чтобы в это пространство мог затекать расплавленный припой. Зазоры зависят от вида припоя и материалов деталей соединения и в значительной степени определяют прочность соединений. Их уменьшение до некоторого предела увеличивает прочность паяных соединений. Поэтому перед пайкой требуется более точная по сравнению со сваркой механическая обработка и сборка деталей соединения.
Таблица 12 Припои и рекомендации по их применению
Хорошее соединение пайкой можно получить лишь при исключительно чистых поверхностях соединяемых деталей. Поэтому непосредственно перед пайкой поверхность очищают от грязи и масел, удаляют оксидные пленки, декапируют (обезжиривают). Для уменьшения окисления поверхностей деталей применяют специальные флюсы, которые подразделяют на низкотемпературные с Расчет паяных стыковых и нахлесточных соединений на прочность Стыковые паяные соединения рассчитывают на прочность как целые детали по номинальному сечению соединяемых деталей (рис. 8.2, а), так как сечения соединяемых деталей и сечение пайки идентичны. При действии на соединение центральной растягивающей силы F и изгибающего момента М условие прочности стыкового паяного соединения находят по формуле
где σ – действующие напряжения; W – момент сопротивления сечения деталей соединения в месте пайки; [σ] – допускаемые напряжения растяжения для паяных соединений, определяемые прочностью применяемого припоя (табл. 13).
Таблица 13
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 183; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.006 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 ≥ 450 °С и низкотемпературные с
≥ 450 °С и низкотемпературные с  <450°С. Основными компонентами высокотемпературных припоев являются медь, никель и серебро, а низкотемпературных – олово и свинец. Основные припои и рекомендации по их применению приведены в табл. 12.
<450°С. Основными компонентами высокотемпературных припоев являются медь, никель и серебро, а низкотемпературных – олово и свинец. Основные припои и рекомендации по их применению приведены в табл. 12.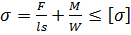 , (8.1)
, (8.1)


