
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основные типы и элементы сварных соединенийСодержание книги
Поиск на нашем сайте
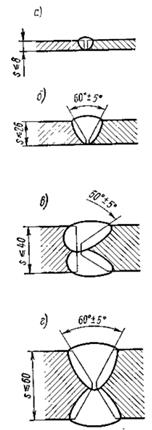
В зависимости от взаимного расположения соединяемых элементов применяют следующие типы сварных соединений. Стыковые соединения. Простые и наиболее надежные из всех сварных соединений, их рекомендуют в конструкциях, подверженные воздействию переменных напряжений. На рис. 7.12, а – г показаны различные варианты стыковых швов, выполненных ручной дуговой сваркой при разной толщине соединяемых элементов. При автоматической сварке происходит более глубокое проплавление металла, шов образуется в основном за счет основного металла, а не металла электрода, как при ручной сварке. Выступ стыкового шва над основным металлом является концентратором напряжений. Поэтому в ответственных соединениях его удаляют механическим способом. Встык можно сваривать листы, полосы, трубы, швеллеры, уголки и другие фасонные профили.
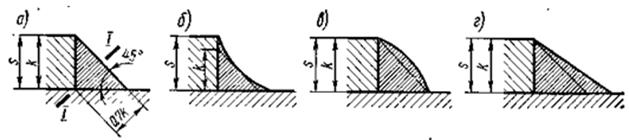
Рис. 7.14. Угловые швы
Нахлесточные соединения (рис 7.13, а – в). Их выполняют угловыми швами с различной формой сечения: нормальные (рис. 7.14, а), профиль которых представляет собой равнобедренный треугольник; вогнутые (рис. 7.14, б) применяют в ответственных конструкциях при переменных нагрузках, так как вогнутость обеспечивает плавный переход, вследствие чего снижается концентрация напряжений; вогнутый профиль получают последующей механической обработкой шва, что повышает стоимость соединения; выпуклые (рис. 7.14, в) – нерациональны, так как вызывают повышенную концентрацию напряжений; улучшенные (рис. 7.14, г), профиль которых представляет собой неравнобедренный прямоугольный треугольник, применяют при переменных нагрузках, так как они значительно снижают концентрацию напряжений. За катет шва k принимают катет вписанного в сечение шва равнобедренного треугольника (см. рис. 7.14, б). В большинстве случаев значение k принимают равным толщине δ свариваемых деталей, но не менее 3 мм. В нахлесточных соединениях возникает изгибающий момент Тавровые соединения. В этих соединениях свариваемые элементы располагаются во взаимно перпендикулярных плоскостях. Соединение может быть выполнено угловыми (рис. 7.15, а) или стыковыми (рис. 7.15, б) швами.
Рис. 7.15. Тавровые соединения
|
||||||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 69; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.159.237 (0.009 с.) |

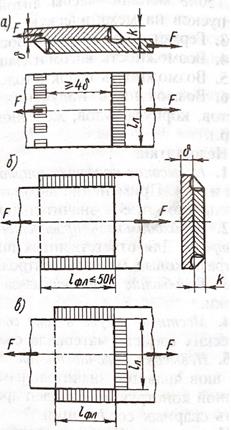
 (см. рис. 7.13, а) от внецентренного действия растягивающих или сжимающих сил, что является недостатком соединений.
(см. рис. 7.13, а) от внецентренного действия растягивающих или сжимающих сил, что является недостатком соединений.



