Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Место листопрокатного производстваСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте РАЗДЕЛ 1. ПОТРЕБИТЕЛИ, СОРТАМЕНТ И ТРЕБОВАНИЯ К ЛИСТОВОЙ ПРОДУКЦИИ Место листопрокатного производства В промышленном комплексе Листовой прокат – основной конструкционный материал в машиностроении и строительстве. Металлоемкость машин и механизмов 75-100%, в строительстве до 55%. Наблюдается преимущественный рост производства листового проката по сравнению с сортовым. Доля листового проката в общем объеме проката составляет от 40 до 70%. Причем, в наиболее развитых странах – США, Японии (с развитой автомобилестроительной промышленностью) она составляет 60-70%. В России – 50%. В Украине – 45-47%. Основные потребители листовой продукции – автомобилестроение; – общее машиностроение, в том числе и транспортное; – строительная промышленность; – мосто- и котлостроение; – электротехническая и электронная промышленности; – легкая и пищевая промышленности; – бытовая техника; – военный комплекс. Сортамент листового проката Толстый горячекатаный лист h=4-160 мм (Украина) -450 мм; b=5350 мм. Тонкий горячекатаный лист h=0,5-3,9 мм; b=2350 мм. Универсальная широкополосная сталь h=6-60 мм; b=200-1050 мм; l=5-12 м. Горячекатаная лента h=1,2-5 мм; b=20-200 мм. Биметаллический лист горячекатаный Холоднокатаный лист h=0,4-5 мм (в листах); h=0,4-3 мм (в рулонах); b до 2300 мм. Холоднокатаная лента h=0,5-3,2 мм; b=100-500 мм. Жесть h=0,10-0,40 мм. Биметаллическая лента. Листовая продукция с защитными покрытиями – горячеоцинкованный лист; – электролитически оцинкованный лист; – горячеосвинцованный лист; – алитированный лист; – лист с органическими покрытиями: пластмассовыми, лакокрасочными. Защитные покрытия жести – покрытие оловом (луженая жесть); – покрытие хромом; – покрытие алюминием. Стандарты и технические условия на листовую продукцию Листовую продукцию поставляют по стандартам (ГОСТы, ДСТУ) или техническим условиям (ТУ). В стандартах на сортамент и технические требования даны классификация, технические требования (химический состав и механические свойства сталей, характеристика отделки поверхности и допускаемые поверхностные дефекты) сортамент, правила приемки и методы испытания горяче- и холоднокатаной стали. Стандарты на технические требования определяют марки стали и общие технические требования к прокату, подразделяют листовую сталь на группы в зависимости от назначения и вида поставки (по механическим свойствам или химическому составу), а также от нормируемых показателей. В этих стандартах приведены требования к содержанию элементов в стали различных марок, регламентирован уровень нормируемых показателей (временного сопротивления, предела текучести, относительного удлинения, изгиб в холодном состоянии). Основными стандартами, регламентирующими требования к листовой и полосовой продукции, являются ГОСТ 19903 Сталь листовая горячекатаная. Сортамент ГОСТ распространяется на горячекатаную листовую сталь шириной 600-3800 мм, толщиной 0,5-160 мм, длиной 1,2-12 м, а также широкополосную сталь толщиной 1,2-12 мм и шириной 500-2200 мм, поставляемую в рулонах. В ГОСТе содержатся требования – по точности прокатки (допустимые отклонения по толщине, ширине и длине для повышенной и нормальной точности прокатки); – по плоскостности (особо высокая, высокая, улучшенная, нормальная); – характеру боковой кромки (необрезная, обрезная); – форме раскроя листов в состоянии поставки (в соответствии с регламентацией размеров). ГОСТ 19904 Сталь листовая холоднокатаная. Сортамент ГОСТ распространяется на холоднокатаную листовую сталь шириной 500-2300 мм, толщиной 0,5-5 мм, длиной 1-6 м, а также рулонную сталь толщиной 0,5-3 мм и шириной 500-2200 мм. В ГОСТе содержатся требования по тем же показателям, что и в ГОСТ 19903. ГОСТ 82 Сталь прокатная широкополосная универсальная. Сортамент ГОСТ распространяется на горячекатаную широкополосную сталь шириной 200-1050 мм, толщиной 6-60 мм и длиной 5-18 м, прокатываемую на универсальных станах. ГОСТом регламентированы требования к точности разменов полос. Требования к листовой и рулонной продукции по химическому составу, механическим и технологическим свойствам предусмотрены следующими стандартами. ГОСТ 380 Сталь углеродистая обыкновенного качества ГОСТ регламентирует химический состав и механические свойства стали марок Ст0-Ст6. ГОСТ 14637 Сталь толстолистовая и широкополосная универсальная углеродистая обыкновенного качества ГОСТ устанавливает требования по качеству поверхности, способам зачистки от окалины, состоянию кромки (обрезной, необрезной), условиям поставки. Определены нормируемые характеристики для углеродистой стали по группам А, Б, В. ГОСТ 16523 Сталь листовая углеродистая качественная и обыкновенного качества общего назначения ГОСТ распространяется на горяче- и холоднокатаную углеродистую сталь толщиной до 3,9 мм и регламентирует – качество отделки поверхности (особо высокую, высокую, повышенную, обычную); – способность к вытяжке (глубокая или нормальная); – методы испытаний и показатели механических свойств. Распространяется на стали: – углеродистые обыкновенного качества: Ст0-Ст5; – углеродистые качественные: 05-50. ГОСТ 1577 Сталь горячекатаная толстолистовая качественная углеродистая и легированная конструкционная ГОСТ распространяется на сталь толщиной 4-160 мм из марок 08-70; 15Г-70Г; 10Г2-50Г2; 20Х; 38ХА; 40Х; 45Х и предусматривает поставку листов в термически обработанном состоянии (с непрерывных станов возможна поставка без термообработки, но при условии соблюдения требований по механическим свойствам, указанным в ГОСТ 1577). ГОСТом нормируется уровень механических свойств металла в зависимости от вида термообработки. ГОСТ 4041 Сталь горячекатаная толстолистовая конструкционная качественная углеродистая для холодной штамповки Стандартом предусмотрена поставка листов толщиной 4-14 мм следующих марок стали: 08-40. ГОСТом регламентируется уровень механический свойств металла. Применение термообработки либо обязательно, либо – как и в ГОСТ 1577. ГОСТ 9045 Сталь тонколистовая холоднокатаная малоуглеродистая качественная для холодной штамповки ГОСТ распространяется на сталь марок 08Ю, 08Фкп, 08кп, 08пс толщиной 0,5-3 мм, предназначенную для холодной штамповки деталей весьма глубокой, сложной и особо сложной вытяжки (в том числе и для производства автомобилей). ГОСТ регламентирует – качество отделки поверхности (особо сложной, высокой, повышенной); – способность к вытяжке (глубокая или нормальная); – методы испытаний, уровень механический свойств металла и его структуру; – химический состав. ГОСТ 5520 Сталь листовая углеродистая и низколегированная для котлостроения и сосудов, работающих под давлением ГОСТом предусмотрена поставка листов толщиной 4-160 мм из стали марок: 12-20К, 09Г2С, 10Г2С1 и регламентированы – химический состав стали; – механические свойства и макроструктура металла. ГОСТ 5521 Сталь свариваемая корпусная для судостроения ГОСТ предусматривает поставку как толсто-, так и тонколистовой стали марок: С, ВСт3сп, ВСт3пс, 09Г2, 09Г2С, 10Г2С1Д, 10ХСНД. ГОСТ регламентирует – химический состав стали; – механические свойства металла; – точность прокатки; – условия поставки. ГОСТ 19282 Сталь низколегированная толстолистовая и широкополосная универсальная ГОСТ распространяется на листовую и универсальную сталь для сварных металлоконструкций и нормирует – химический состав стали; – механические свойства; – условия поставки. Марки стали: 09Г2, 09Г2Д, 14Г2, 12ГС-17ГС, 17Г1С, 09Г2С, 09Г2СД, 10Г2С1, 10Г2С1Д, 15ГФ, 15ГФД, 15Г2СФ, 15Г2СФД, 14Г2АФ, 14Г2АФД, 16Г2АФД, 18Г2АФ, 10Г2Б, 10Г2БД, 14ХГС, 10ХСНД, 15ХСНД, 15Г2АФД, 10ХНДП. ГОСТ 6713 Сталь углеродистая горячекатаная для мостостроения ГОСТ распространяется на листовую широкополосную (универсальную) сталь толщиной до 25 мм и более из стали марок М16С и Ст3мост, им регламентируются – химический состав стали; – механические свойства; – наличие наружных дефектов и условия их удаления. ГОСТ 1542 Сталь листовая легированная конструкционная общего назначения ГОСТ распространяется на горяче- и холоднокатаную листовую сталь толщиной до 4 мм включительно. Листы и рулоны изготавливают из марок стали 60Г-70Г, 20Х-40Х, 12Г2, 16Г2, 38ХА, 30ХМ, 30ХМА, 20ХГСА, 25ХГСА, 30ХГС, 30ХГСА, 35ХГСА и 25ХГФ. Листы и рулоны поставляют в термически обработанном (отожженном или отпущенном) состоянии, допускаются поставки в нормализованном состоянии, а по соглашению сторон и после закалки с отпуском. Химический состав стали должен соответствовать требованиям ГОСТ 1050 и ГОСТ 4543, а для сталей 12Г2, 16Г2 и 25ХГФ требования по химическому составу регламентируются ГОСТ 1542. Регламентируется также уровень механических свойств, дефекты поверхности и условия поставки. ГОСТ 1050 Сталь углеродистая качественная конструкционная На листовую и широкополосную сталь этот ГОСТ распространяется только в отношении норм химического состава на марки стали: 05-85, 60Г, 65Г, 70Г. ГОСТ 14918 Сталь тонколистовая оцинкованная с непрерывных линий ГОСТ распространяется на оцинкованную сталь, поставляемую в листах или рулонах и предназначенную для холодного профилирования (группа Б), изготовления штампованных деталей (группа А), кровли, тары и других металлических изделий (общего назначения - группа В). Сталь группы А по способности к вытяжке подразделяют на категории: ВГ - весьма глубокая вытяжка; Г - глубокая вытяжка; Н - нормальная вытяжка. Оцинкованную сталь категории Б поставляют толщиной 0,5-1,5 мм, шириной 710-1500 мм. ГОСТ 14918 регламентирует – наличие дефектов металла; – качество цинкового покрытия; – прочность сцепления цинка с металлом; – структуру и механические свойства металла; – плоскостность и ребровую кривизну (сабельность) полос; – условия поставки. Нагрев слитков Для нагрева слитков, доставляемых из стрипперного отделения, предусмотрены нагревательные колодцы, расположенные в отдельном пролете (отделение нагревательных колодцев). Слитки в пролет подают по железнодорожной колее, которая на слябингах проходит вдоль между двух рядов (ОАО «МарМК им.Ильича» колодцев или сбоку вдоль одного ряда нагревательных колодцев (ОАО «Запорожсталь»). В пролете нагревательных колодцев на ОАО «МарМК им.Ильича» установлено в два ряда 26 групп колодцев, на ОАО «Запорожсталь» – 14 групп. Длина пролета составляет 200 м. Слитки массой 17-24 т, поступающие из стрипперного отделения, загружают в нагревательные колодцы для подогрева или нагрева до 1150-1300°С перед прокаткой. Загрузку слитков в колодцы производят кранами с клещевым захватом. На слябингах обычно применяют нагревательные колодцы рекуперативного типа либо с одной горелкой, расположенной в центре подины, либо с одной верхней горелкой. В рекуперативных колодцах (рис.1) с центральной нижней горелкой пламя движется вверх, ударяется о крышку, растекается по ее поверхности и омывает стены и слитки сверху вниз. После этого дымовые газы через керамические рекуператоры, расположенные с обеих сторон каждой камеры (всего их в рекуператорном колодце две) попадают в трубчатые металлические рекуператоры, расположенные за керамическими. В керамических рекуператорах подогревают воздух до 800-850°С, в трубчатом рекуператоре подогревают горючий газ до температуры 300-350°С. Емкость каждой камеры 6-22 слитка.
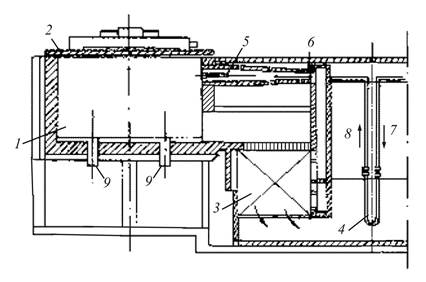
С 60-х годов прошлого века на слябингах и в цехах с толстолистовыми станами горячей прокатки, использующих в качестве заготовки и слитки для производства плит, начали применять нагревательные колодцы с одной верхней горелкой. На рис.2 показана схема нагревательного колодца для нагрева слитков на стане 3600 ОАО «Азовсталь» (колодцы аналогичной конструкции применяют на слябингах). На стане 3600 имеется четыре группы колодцев, каждая из которых состоит из независимых друг от друга ячеек. Размеры ячейки, показанной на рис.2, таковы: длина по оси 9850, ширина по оси 3330, высота ячейки 4564 мм, площадь пода 32,5 м2, объем рабочей камеры – 134,9 м3.
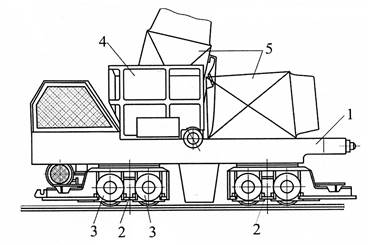
Колодцы отапливают природным газом. Максимальный расход газа на один колодец составляет 1100 м3/ч. Для подогрева воздуха до 800-850°С каждая ячейка оборудована керамическим рекуператором с поверхностью нагрева 580 м2. Воздух из керамического рекуператора инжектируется к горелкам компрессорным воздухом, предварительно подогреваемым до температуры 300°С в металлическом трубчатом рекуператоре. Каждая ячейка оснащена инжекционной горелкой, установленной в торцевой стенке и имеет отдельный дымоход с шибером, что позволяет регулировать в ней необходимый тяговый режим. Заданный тепловой режим колодцев поддерживают устройствами автоматического регулирования и теплового контроля. Продукты горения от каждых двух групп колодцев отводятся через одну трубу. На колодцах предусмотрено сухое шлакоудаление. Для этого в подине каждой ячейки установлены две шлаковые летки. В зависимости от химического состава, стали разделяют на группы по режимам нагрева. Их может быть от 4 до 6. В частности, для нагревательных колодцев стана 3600 ОАО «Азовсталь» предусмотрены следующие группы марок стали: Первая группа: Ст0, Ст1кп, Ст1пс, Ст2кп, Ст2пс, Ст3кп, Ст3пс, Ст4кп, Ст4пс, 05кп, 05пс, 08кп, 08пс, 10кп, 10пс, 15кп, 15пс, 20кп, 20пс, 25пс Вторая группа: Ст1сп, Ст2сп, Ст3сп, Ст3Гпс, Ст4сп, 08, 10, 15, 20, 25, 30, 15Г, 20Г, 25Г, 30Г, 18Гпс, 12К, 15К, 16К, 18К, 20К Третья группа: Ст5пс, Ст5сп, Ст5Гсп, Ст6пс, Ст6сп, 35, 40, 45, 35Г, 40Г, 45Г, 09Г2, 14Г2, 12ГС, 16ГС, 17ГС, 09Г2С, 15ГФ Четвертая группа: 14ХГС, 10ХСНД, 15ХСНД, 10Г2С1, 10Г2С1Д Пятая группа: 50, 55, 60, 65, 70, 75, 80, 85, 50Г, 60Г, 65Г, 70Г. Время нагрева зависит, главным образом, от химического состава (группы) стали, температуры посада слитков в колодцы (горячий посад – 500-1000, теплый – 100-500°С и холодный – температуры окружающей среды) и их массы. Оно находится в диапазоне от 3 до 20 часов. Режим нагрева слитков до 1150-1300°С состоит из двух или трех периодов. Обязательными являются периоды нагрева и томления. Может быть применена и выдержка при определенных температурах. Транспортировка слитков Нагретые слитки извлекают из колодца клещевыми кранами и либо доставляют к стационарному опрокидывателю на приемный рольганг (из ближних групп нагревательных колодцев), либо укладывают на тележку слитковоза (из дальних групп нагревательных колодцев). На рис.3 показан слитковоз, способный перемещать слиток массой до 25 т. Он представляет собой самоходную тележку, состоящую из рамы, которая опирается на две двухосные приводные тележки. Шарнирные опоры позволяют тележкам отклоняться на некоторый угол от оси слитковоза при прохождении криволинейного участка пути. Каждая из двух самоходных тележек слитковоза выполнена двухосной и состоит из рамы, в проемах нижней части которой размещены подпружиненные буксы приводного и неприводного скатов. Скаты, кроме ходовых колес, имеют с одной стороны два колеса меньшего диаметра, которые служат для прохождения слитковозом криволинейного пути. В слитковозе применены тепловозные электродвигатели. Люлька цапфами опирается через подшипники скольжения на раму слитковоза. Слиток устанавливают в люльку в вертикальном положении, а при подходе к приемному рольгангу люлька специальным устройством поворачивается вместе со слитком в горизонтальное положение. Масса слитковоза 111 т.
Подготовка заготовок к горячей прокатке и их нагрев РАЗДЕЛ 1. ПОТРЕБИТЕЛИ, СОРТАМЕНТ И ТРЕБОВАНИЯ К ЛИСТОВОЙ ПРОДУКЦИИ Место листопрокатного производства В промышленном комплексе Листовой прокат – основной конструкционный материал в машиностроении и строительстве. Металлоемкость машин и механизмов 75-100%, в строительстве до 55%. Наблюдается преимущественный рост производства листового проката по сравнению с сортовым. Доля листового проката в общем объеме проката составляет от 40 до 70%. Причем, в наиболее развитых странах – США, Японии (с развитой автомобилестроительной промышленностью) она составляет 60-70%. В России – 50%. В Украине – 45-47%.
|
||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 662; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.013 с.) |