
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разновидности вибрационных методов формования.Содержание книги
Поиск на нашем сайте
1. Формование на виброплощадках: в промышленности сборного железобетона примеяют виброплощадки с круговыми, горизонтально или вертикальнонаправленными колебаниями.
Схемы виброплощадок: а) с круговыми колебаниями, б) горизонтально-направленными колебаниями, в) вертикально-направленными. Для хорошей работы виброплощадки с круговыми колебаниями необходимо обеспечить соосность дебалансного вала виброплощадки и центра тяжести формы с уплотняемой массой. В противном случае траектории круговых колебаний смеси превращаются в эллипсоидные с неодинаковой амплитудой в различных точках изделия, что приводит к разноплотности изделия. При формовании широких изделий на выборках одного типа отмечается повышенное засасывание воздуха у стенок формы. Виброплощадки с вертикальнонаправленными колебаниями отличаются равномерным распределением амплитуд колебаний и следовательно равномерным уплотнением смеси при изготовлении широких изделий относительно не большой высоты. К недостаткам их следует отнести более сложную по сравнению с типом круговых колебаний конструкцию, а так же сильные шумы при работе, за частую превышающие допустимые нормы. На виброплощадках с горизонтальными колебаниями смесь получает колебания от поддона и боковых стенок формы в касательном направлении. Они хорошо зарекомендовали себя при формовании длинномерных изделий. 2. Формование изделий внутренними вибраторами. 3. Формование поверхностными вибраторами: Поверхностное вибрирование создается через подвижную вибрированную плоскость укладываемую на поверхность заполнившей форму бетонной смеси (виброрейка, виброштампа). 4. Формование изделий наружным вибрированнием: осуществляется через стенки или днище формы к которым прикреплены вибраторы. Невибрационные методы формования. Центробежный способ (центрифугирование). Две основные стадии центрифугирования (распределение и уплотнение бетонной смеси). Скорости вращения центрифуги на стадиях распределения и уплотнения бетонной смеси. Схемы центрифуг. Под центрифугированием (труб, опор для линий электропередач и т. д.) в промышленности строительных материалов понимают процесс уплотнения неоднородных смесей в поле центробежных сил.
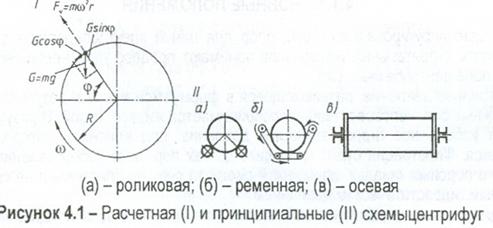
Неравноплотность: более крупные зерна за счет большей центробежной силы прижимаются к наружной поверхности, а мелкие зерна концентрируются ближе к внутренним слоям. Поэтому центрифугированные массы в отличие от вибрированных имеют меньшую однородность распределения зерен заполнителя по толщине изделия. Этот органический недостаток центрифугированных масс может быть устранен при послойном уплотнении. При малых толщинах последовательно загружаемых и уплотняемых слоев отдельные фракции заполнителя распределяются в них более равномерно. В процессе уплотнения последующего слоя крупные зерна заполнителя внедряются во внутреннюю часть предыдущего слоя и вытесняют более дисперсную часть связующего во внешнюю часть второго слоя. Аналогичные явления происходят и при уплотнении последующих слоев. В результате достигается более равномерная структура смеси по толщине изделия. Число слоев при раздельном их уплотнении при прочих равных условиях зависит от толщины стенки: чем она больше, тем больше должно быть уплотняемых слоев. Послойный способ формования целесообразно применять к смесям, имеющим большую разницу в массах отдельных частиц (например, бетонные смеси) и нежелательно для смесей, масса отдельных частиц которых близка по величине. Для центрифугирования применяют подвижные бетонные смеси с ОК = 4...8 см и расходом цемента 350...450 кг/м3. Наибольшая крупность заполнителя не должна превышать 15...20 мм. При центрифугировании, как отмечено выше, часть воды отжимается из бетона. Так, при первоначальном В/Ц = 0,3; 0,45; 0,6 остаточное В/Ц будет соответственно 0,26; 0,34; 0,36 и затвердевший бетон имеет высокую плотность (водопо-глощение не более 3%). Уплотнение смеси методом центрифугирования производят в специальных машинах, называемых центрифугами. По способу закрепления форм различают центрифуги роликовые со свободным вращением форм, ременные с подвеской формы на бесконечных ремнях, огибающих холостые и приводные шкивы, и осевые или шпиндельные (рис. 1, II).
Осевые центрифуги (рис. 4.1, в) имеют высокие скорости вращения и позволяют уплотнять более жесткие смеси. Недостаток их - сложность конструкции и трудность загрузки смеси в форму. Применяются они для производства относительно коротких изделий.
Роликовые центрифуги (рис. 4.1 а) проще в изготовлении, однако их недостаток -значительный шум при работе. Кроме того, они требуют высокой степени сбалансированности формы, в противном случае возможно сбрасывание формы со станка. Ременные центрифуги (рис. 4.1, б) менее чувствительны к балансировке форм, менее шумны при работе, но требуют повышенного ухода из-за износа ремней. Уплотнение смеси следует производить при такой скорости вращения, которая обеспечивает необходимую начальную прочность изделия, достаточную для транспортировки его в формах на последующие технологические посты (например, в пропарочные камеры). На рис. 4.2 показана схема силового воздействия на частицу, находящуюся в поле центробежных сил.
FЦ – центробежная сила; G –вес частицы; m – ее масса, ω – угловая скорость вращения; r – радиус вращения центра тяжести частицы. Процесс формования изделий центрифугированием включает две основные стадии: - распределение бетонной смеси; - уплотнение бетонной смеси. Бетонная смесь распределяется в форме при минимальной частоте вращения центрифуги
Здесь m - масса частицы; r - радиус вращения центра тяжести частицы, м; g - ускорение силы тяжести, м/с2; n - частота вращения центрифуги, об/мин. Отсюда
Если принять, что
С учетом возможной вибрации, толчков и других отклонений от равномерного вращения реальная скорость распределения увеличивается по сравнению с расчётной в 1.5...2 раза. На второй стадии формования происходит уплотнение бетонной смеси. Частота вращения центрифуги на стадии уплотнения равна:
С учетом запаса nупл принимается в 1,5…2 раза больше
R, r – внешний и внутренний радиус формуемой трубы.
|
||||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 110; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.183.78 (0.008 с.) |

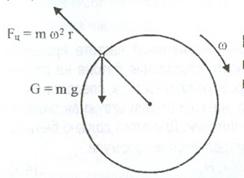
 , при которой исключается возможность расслоения бетона на составные части (цемент, песок, щебень, воду), имеющие разную плотность, а, следовательно, и разную величину центробежной силы. Кроме того, на этой стадии окружная скорость способна удерживать частицы бетона в верхнем положении. Для этого должно быть соблюдено условие F Ц ≥ G, где центробежная сила определяется по формуле:
, при которой исключается возможность расслоения бетона на составные части (цемент, песок, щебень, воду), имеющие разную плотность, а, следовательно, и разную величину центробежной силы. Кроме того, на этой стадии окружная скорость способна удерживать частицы бетона в верхнем положении. Для этого должно быть соблюдено условие F Ц ≥ G, где центробежная сила определяется по формуле:
 , то получим:
, то получим:
 .
. - уплотняющее давление, необходимое на наружной поверхности трубы (для транспортировки).
- уплотняющее давление, необходимое на наружной поверхности трубы (для транспортировки).


