

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Поддержание постоянной скорости резания
Похожие статьи вашей тематики
Режим поддержания постоянной скорости резания контролирует вращение шпинделя так, чтобы подача инструмента всегда велась с заданной скоростью резания в зависимости от переменного положения инструмента, путем указания скорости резания (относительная скорость инструмента и заготовки) после подачи команды S.
Скорость резания представлена в следующих единицах.
| Единица ввода
| Единица измерения скорости резания
| | мм
| м/мин
| | дюйм
| фут/мин
| Таблица 3-3 (a) Единицы измерения скорости резания
Поддержание постоянной скорости резания осуществляется следующими G-кодами.
| G-код
| Значение
| Единица измерения
| | G96
| Выполняет поддержание постоянной скорости резания
| м/мин, фут/мин
| | G97
| Назначает скорость вращения шпинделя
| мин-1
| Таблица 3-3 (b) G-код поддержания постоянной скорости резания
Для поддержания постоянной скорости резания, установите систему координат заготовки так, чтобы ось вращения являлась осью Z (X=0).

Рис. 3-3 (a) Поддержание постоянной скорости резания
1. Поддержание максимальной скорости вращения шпинделя
Это значение, имеющее своим пределом G50S, и максимальная скорость шпинделя поддержания постоянной скорости резания может задаваться в мин-1.
G50S________;
Когда на станке поддерживается постоянная скорость резания и скорость вращения шпинделя превышает значение, заданное вышеуказанной программой, следует постоянно поддерживать скорость вращения шпинделя на максимуме.
2. Ускоренное перемещение (G00)
При выполнении кадра ускоренного перемещения, скорость резания рассчитывается исходя из конечной точки.
При режиме ускоренного перемещения резание заготовки не выполняется.
Поэтому, скорость резания, соответствующая положениям, изменяющимся каждую секунду, не рассчитывается.
Примечание: (1) При включенном питании, максимальная скорость вращения шпинделя не поддерживается.
(2) Максимальная скорость вращения шпинделя поддерживается в режиме G96.
(3) G50S0* означает, что скорость придерживаться на 0мин-1.
(4) S-значение, заданное в режиме G96, сохраняется, даже при переходе в режим G97.
При возвращении в режим G96, S-значение восстанавливается.
G96S50; (50м/мин или 50футов/мин)
G97S1000; (1000мин-1)
G96X1000; (50м/мин или 50футов/мин)
(5) Скорость резания, указанная в поддержании постоянной скорости резания служит для запрограммированной траектории.
Она не применяется для расположения значений смещения инструмента.
(6) При блокировке станка, постоянная скорость резания рассчитывается в соответствии с изменением значения координаты X программы.
(7) Поддержание постоянной скорости резания работает при нарезании резьбы.
Следовательно, при нарезании поперечной резьбы и конической резьбы, желательно отменить поддержание постоянной скорости резания при помощи режима G97.
В этом случае для сервосистемы не возникает никаких проблем, чтобы изменять скорость вращения шпинделя.
(8) При подаче в минуту (G98) доступен режим поддержания постоянной скорости резания (G96).
(9) При смене режима из G96 в G97, если в режиме G97 не подается команда S (мин-1), в качестве S режима G97 используется последняя скорость режима G96.
N111G97S800; 800мин-1
N222G96S100; 100м/мин
N333G97; Xмин-1
Режим X является Xмин-1 в кадре до N333. Таким образом, при смене режима G96 на режим G97, скорость вращения шпинделя не меняется.
При смене G97 на G96, S-значение режима G96 становится действующим.
Если S не назначено, оно составляет S=0м/мин (футов/мин).

Рис. 3-3 (b) Пример программы
(Команда диаметра)
N8 G00 X1000. Z1400.;
N9 T0303;
N11 X400. Z1050.;
N12 G50 S3000; (Команда максимальной скорости вращения шпинделя)
N13 G96 S200; (Скорость резания 200м/мин)
N14 G01 Z700. F1000;
N15 X600. Z400.;
N16 Z…;
Поскольку устройство ЧПУ рассчитывает значения, которые назначаются для скорости резания при запрограммированной координате X, то в случае смещения значение X после смещения не рассчитывается.
В конечной точке N15 из приведенного выше примера, режущая кромка инструмента (диаметр 600) располагается в радиусе 200м/мин без позиционирования центра револьверной головки. При отрицательном значении X, оно рассчитывается при абсолютном значении.
Примечание: Если система оснащена поддержкой постоянной скорости резания, Т-функция является 4-значной командой.
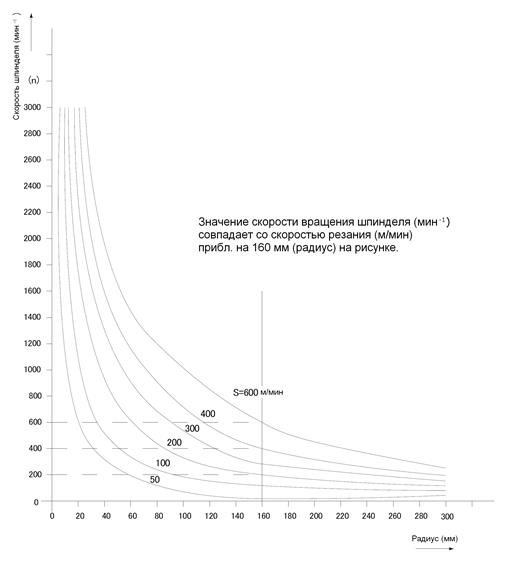
Рис. 3-3 (c) Связь между скоростью вращения шпинделя и скоростью резания
Список G-кодов
С: Стандарт О: Опция
| G-код
| Группа
| Назначение
| Раздел
| | *G00
|
| Позиционирование
| С
| | G01
| Линейная интерполяция
| | G02
| Круговая интерполяция (по часовой стрелке)
| | G03
| Круговая интерполяция (против часовой стрелки)
| | G04
|
| Задержка выполнения программы
| | G10
| Ввод значения смещения
| | G20
|
| Ввод дюймовых данных
| | G21
| Ввод метрических данных
| | G27
|
| Проверка возвращения в исходное положение
| | G28
| Возвращение в исходное положение
| | G32
|
| Нарезание резьбы
| | G50
|
| Установка системы координат
| | G68
|
| Включение зеркального отображения двойной револьверной головки
| О
| | * G69
| Выключение зеркального отображения двойной револьверной головки
| С
| | G90
|
| Цикл резания A
| | G92
| Цикл нарезания резьбы
| | G94
| Цикл резания B
| | G96
|
| Поддержание постоянной скорости резания
| О
| | * G97
| ОТМЕНА поддержания постоянной скорости резания
| | G98
|
| Подача в минуту
| С
| | * G99
| Подача на оборот
|
Таблица 3-4 Список G-кодов
Примечание: (1) G-коды, отмеченные *, устанавливаются при включенном питании.
(2) G-коды в группе 00 не являются модальными.
Они действуют только в кадре, в котором они указаны.
(3) Если подается команда G-кода, который отсутствует в списке, отображается сигнал №010.
(4) G-коды из различных групп могут содержаться в одном кадре.
Если в одном кадре присутствуют два или более G-кода из одной группы, действует только последний указанный в команде G-код.
(5) Отображается G-код из каждой группы.
M-функция
| М-код
| Наименование
| Содержание и вопросы, которые требуют внимания
| | M00
| Остановка программы
| Программа останавливается на отдельном кадре.
Поскольку команды для охлаждающей жидкости, продувки воздухом, вращения шпинделя стираются, необходимо снова запрограммировать команды на подачу охлаждающей жидкости, продувку воздухом, вращение шпинделя на следующий кадр.
* При программировании в одном кадре с другими М-кодами, подается сигнал.
| | M01
| Технологическая остановка
| При задействовании технологической остановки при помощи операционного выключателя, программа останавливается на отдельном кадре, аналогичным с M00.
Поскольку команды для охлаждающей жидкости, продувки воздухом, вращения шпинделя стираются, необходимо снова запрограммировать на следующий кадр команды на подачу охлаждающей жидкости, продувку воздухом, вращение шпинделя.
* При программировании в одном кадре с другими М-кодами, подается сигнал.
| | M02
| Конец программы
| Несмотря на сброс устройства ЧПУ, программа не возвращается к первой позиции.
* При программировании в одном блоке с другими М-кодами, подается сигнал.
| | M03
| Прямое вращение шпинделя
| Данная команда служит для вращения шпинделя вперед. При одновременном программировании скорости вращения шпинделя с S*****, шпиндель вращается c заданной скоростью.
Если команда S не вводится, шпиндель вращается с ранее заданной скоростью.
Шпиндель во время работы проверки программы не вращается. В случае сброса M03 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M04, M05, M19, подается сигнал.
| | M04
| Обратное вращение шпинделя
| Данная команда служит для вращения шпинделя в обратную сторону. Способ задания скорости вращения шпинделя такой же, как для M03.
В случае сброса M04 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M03, M05, M19, подается сигнал.
| | M05
| Остановка шпинделя
| Данная команда служит для остановки шпинделя.
* При программировании в одном блоке с M03, M04, M19, подается сигнал.
| | M06
| Включение стружкоотвода (TT-350)
| Несмотря на то, что осуществляется сход стружки, команда не выполняется во время холостого прогона.
В случае сброса M06 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M09, подается сигнал.
| | M07
| Включение дополнительного охлаждения
| Несмотря на применение режима дополнительного охлаждения или схода стружки, она неэффективна в во время холостого прогона.
В случае сброса M07 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M09, подается сигнал.
| | M08
| Включение основного охлаждения
| Несмотря на то, что осуществляется выпуск охлаждающей жидкости, во время холостого прогона жидкость не выпускается.
В случае сброса M08 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M09, подается сигнал.
| | M09
| Выключение основного охлаждения
| Остановка основного и дополнительного охлаждения.
* При программировании в одном блоке с M06, M07, M08, подается сигнал.
| | M10
| Прямое перемещение шпинделя задней бабки (Опция)
| Шпиндель задней бабки перемещается по направлению вперед.
* При программировании в одном блоке с M11, подается сигнал.
| | M11
| Перемещение шпинделя задней бабки назад
(Опция)
| Шпиндель задней бабки перемещается в обратном направлении.
* При программировании в одном блоке с M10, подается сигнал.
| | M12
| Включение счетчика
(Опция)
| Загорается лампа, сигнализирующая о завершении, и включается счетчик.
| | M14
| Выбор давления ВЫСОКОГО уровня
| Гидравлическая система/пневматическая система управляется двумя уровнями давления.
При включении питания, устанавливается M14.
* При программировании в одном блоке с M15, подается сигнал.
| | M15
| Выбор давления НИЗКОГО уровня (Опция)
| Гидравлическая система/пневматическая система управляется двумя уровнями давления.
* При программировании в одном блоке с M14, подается сигнал.
| | M16
| Случайный выбор револьверной головки
| Револьверная головка вращается случайным образом.
Следует программировать одновременно с T-кодом.
Револьверная головка может вращаться случайным образом, только в случае запрограммированного путем задания значения параметра Т-кода.
* Если запрограммирован только М-код или программа запрограммирована в одном кадре с M17, M18, подается сигнал.
| | M17
| Прямое вращение револьверной головки
| Револьверная головка вращается в прямом направлении.
Следует программировать одновременно с T-кодом.
Револьверная головка может вращаться вперед, только в случае запрограммированного путем задания значения параметра Т-кода.
* Если запрограммирован только М-код или программа запрограммирована в одном кадре с M16, M18, подается сигнал.
| | M18
| Обратное вращение револьверной головки
| Револьверная головка вращается в обратном направлении.
Следует программировать одновременно с T-кодом.
Револьверная головка может вращаться в обратном направлении только в случае запрограммированного путем задания значения параметра Т-кода.
* Если запрограммирован только М-код или программа запрограммирована в одном кадре с M16, M17, подается сигнал.
| | M19
| Ориентация шпинделя
(Опция)
| Шпиндель останавливается с угловой ориентацией. Как правило, несмотря на то, что шпиндель при остановке с ориентацией поддерживается на крутящем моменте остановки, он может принудительно поддерживаться дополнительным оборудованием.
При нажатии на кнопку сброса или переключатели перемещения шпинделя ВПЕРЕД/НАЗАД при ручном режиме, удерживающая сила сбрасывается.
* При программировании во время остановки с угловой ориентацией или если программа запрограммирована в одном блоке с M03, M04, M05, подается сигнал.
| | M20
| Вызов робота (загрузчика)
(Опция)
| Могут использоваться робот/загрузчик, и т.д.
| | M22
| M-код запуска программы
| При запуске программы с середины программы, станок может столкнуться с другими компонентами в отношении значения координат. Этот М-код следует программировать в начале программы для того, чтобы предотвратить неправильное функционирование, признав, что М-код находится в начале программы.
Блокировка может также быть отменена путем изменения значения параметра.
* При программировании в одном блоке с другими М-кодами, подается сигнал.
* Если в начале программы отсутствует какой-либо M-код, подается сигнал.
| | M24
| Открытие фронтальной двери/
Открытие задвижки
(Опция)
| Открывается фронтальная дверь или задвижка для загрузчика.
* При программировании во время вращения шпинделя или если программа запрограммирована в одном блоке с M25, подается сигнал.
| | M25
| Закрытие фронтальной двери/
Закрытие задвижки
(Опция)
| Закрывается фронтальная дверь или задвижка для загрузчика.
* При программировании во время вращения шпинделя или если программа запрограммирована в одном блоке с M24, подается сигнал.
| | M26
| Включение продувки воздухом
(Опция)
| Включается продувка воздухом
Шпиндель может перемещаться при ПОШАГОВОЙ подаче, а также, возможна одновременная продувка воздухом на время, установленное таймером при задании параметров.
В случае сброса M26 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M27, подается сигнал.
| | M27
| Выключение продувки воздухом
(Опция)
| Воздушная продувка по основной стороне прекращается.
* При программировании в одном блоке с M26, подается сигнал.
| | M28
| Вращение при жестком нарезании резьбы
Смена фрезерования
(Опция)
| Вращение при жестком нарезании резьбы изменяется при помощи вращающегося инструмента.
* Используется только вращающийся инструмент для многошпиндельного контроля.
| | M29
| Жесткое нарезание резьбы
(Опция)
| Жесткое нарезание резьбы осуществляется посредством шпинделя и вращающегося инструмента.
* Поскольку для жесткого нарезания резьбы также требуется G-код, обратитесь к инструкции по эксплуатации FANUC.
| | M30
| Конец информации
| Осуществляется сброс устройства ЧПУ, и программа возвращается к первой позиции.
* При программировании в одном блоке с другими М-кодами, подается сигнал.
| | M31
| Включение обхода блокировки
(Опция)
| Выполняется временный сброс блокировки всех движений, патрон и двери открываются и закрываются во время вращения шпинделя.
* При программировании в одном блоке с M32, подается сигнал.
| | M32
| Выключение обхода блокировки
(Опция)
| Временно сброшенный режим блокировки возвращается к исходному механизму. При включении питания и сбросе устанавливается M32.
* При программировании в одном блоке с M31, подается сигнал.
| | M35
| Включение дополнительной продувки воздухом
(Опция)
| Включается дополнительная продувка воздухом.
Шпиндель может перемещаться при ПОШАГОВОЙ подаче, а также, возможна одновременная продувка воздухом на время, установленное таймером при задании параметров.
В случае сброса M35 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M36, подается сигнал.
| | M36
| Выключение дополнительной продувки воздухом
(Опция)
| Дополнительная продувка воздухом отключается.
* При программировании в одном блоке с M35, подается сигнал.
| | M40
| Разблокирование шпинделя
(TCN-3500)
| Выполняется снятие блокировки шпиндельной катушки командами M41 и M42. Если скорость вращения шпинделя превышает 317мин-1, обмотка катушки двигателя автоматически переключается с катушки низкой скорости на катушку высокой скорости.
При включении питания устанавливается M40.
* При программировании в одном блоке с M41, M42, подается сигнал.
| | M41
| Включение НИЗКОГО диапазона вращения шпинделя
(TCN-3500)
| Обмотка катушки двигателя шпинделя устанавливается на низкой скорости.
* При программировании в одном блоке с M40, M42, подается сигнал.
| | M42
| Включение ВЫСОКОГО диапазона вращения шпинделя
(TCN-3500)
| Обмотка катушки двигателя шпинделя устанавливается на высокой скорости.
* При программировании в одном блоке с M40, M41, подается сигнал.
| | M48
| Выключение сброса ручной коррекции
| Запрограммированная скорость шпинделя может регулироваться в пределах 70%~120%.
Запрограммированная скорость перемещения по оси (скорость подачи) может регулироваться в пределах 0%~150%. Для работы, обратитесь к [РУКОВОДСТВУ ПО ЭКСПЛУАТАЦИИ].
При включении питания устанавливается M48.
* При программировании в одном блоке с M49, подается сигнал.
| | M49
| Включение сброса ручной коррекции
| Скорость вращения шпинделя и скорость перемещения по оси может задаваться программой, после чего не может применяться регулировка при помощи круговой шкалы.
* При программировании в одном блоке с M48, подается сигнал.
| | M61
| Вызов барфидера 2 (Опция)
| Заготовка требует выходной сигнал устройству автоматической подачи.
* Проверьте характеристики барфидера.
| | M62
| Вызов барфидера 3 (Опция)
| Заготовка требует выходной сигнал устройству автоматической подачи.
* Проверьте характеристики барфидера.
| | M63
| Подготовительная команда барфидеру
| Заготовка требует выходной сигнал устройству автоматической подачи.
* Проверьте характеристики барфидера.
| | M66
| Включение обнаружения ошибки
| Обнаружение ошибок приводится в действие.
Более подробное описание действий приводится в Руководстве по эксплуатации FANUC.
* При программировании в одном блоке с M67, подается сигнал.
| | M67
| Отключение обнаружения ошибки
| Обнаружение ошибок становится недействующим.
При включении питания устанавливается M67.
* При программировании в одном блоке с M66, подается сигнал.
| | M68
| Зажим патрона
| В случае зажимного патрона с М-функцией, патрон зажимается.
* При программировании в одном блоке с M69, подается сигнал.
| | M69
| Разжим патрона
| В случае зажимного патрона с М-функцией, патрон разжимается.
* При программировании в одном блоке с M68, подается сигнал.
| | M82
| Перемещение улавливателя деталей ВПЕРЕД (Опция)
| В случае улавливателя деталей с разгрузочным устройством заготовок, улавливатель деталей перемещается вперед, чтобы принять заготовку.
* При программировании в одном блоке с M83, подается сигнал.
| | M83
| Перемещение улавливателя деталей НАЗАД
(Опция)
| В случае улавливателя деталей с разгрузочным устройством заготовок, улавливатель деталей принимает заготовку и выгружает ее.
* При программировании в одном блоке с M82, подается сигнал.
| | M84
| Вызов барфидера (Опция)
| Заготовка требует выходной сигнал устройству автоматической подачи.
* Проверьте характеристики барфидера.
| | M86
| Проверка команды верхнего среза (Опция)
| Подтверждение сигнала команды верхнего среза от устройства автоматической подачи.
* Проверьте характеристики барфидера.
| | M87
| Отключение режима верхнего среза (Опция)
| Подтверждение сигнала [ОТКЛЮЧЕНИЯ] верхнего среза от устройства автоматической подачи.
* Проверьте характеристики барфидера.
| | M88
| Зажим закрытием патрона
| Зажим в патроне заготовки (наружный диаметр) осуществляется путем закрытия кулачков.
При внесении изменений в настройку, программа выполняется в режиме MDI.
Завершение осуществляется с помощью кнопки сброса.
(Для специальных операций обратитесь к руководству по эксплуатации.)
* При программировании в режиме РЕДАКТИРОВАНИЯ или в одном блоке с M89, подается сигнал.
| | M89
| Зажим открытием патрона
| Зажим в патроне заготовки (внутренний диаметр) осуществляется путем открытия кулачков.
При внесении изменений в настройку, программа выполняется в режиме MDI.
Завершение осуществляется с помощью кнопки сброса.
(Для специальных операций обратитесь к руководству по эксплуатации.)
* При программировании в режиме РЕДАКТИРОВАНИЯ или в одном блоке с M88, подается сигнал.
| | M90
| Включение снятия фасок
| Может быть выполнено снятие фаски в резьбовом отверстии. При включении питания устанавливается M90.
* При программировании в одном блоке с M91, подается сигнал.
| | M91
| Выключение снятия фасок
| Отключается функция снятия фаски в резьбовом отверстии.
* При программировании в одном блоке с M90, подается сигнал.
| | M92
| Выключение буферизации (Опция)
| Это М-код, при котором перестает действовать буферизация.
| | M98
| Вызов подпрограммы
| Подпрограмма вызывается из основной программы и осуществляется ее выполнение.
* Более подробное описание действий приводится в Руководстве по эксплуатации FANUC.
| | M99
| Конец программы
| Подпрограмма останавливается и возвращается к следующему блоку основной программы (M98).
* Более подробное описание действий приводится в Руководстве по эксплуатации FANUC.
|
* Управление оси Cs (опция)
| М-код
| Наименование
| Содержание и вопросы, которые требуют внимания
| | M70
| Вращение вращающегося инструмента ВПЕРЕД
| Вращающийся инструмент вращается в прямом направлении.
При одновременном программировании скорости вращения шпинделя с S*****, шпиндель вращается c заданной скоростью.
Вращение во время работы проверки программы останавливается.
В случае отмены команды M70 командой M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M71, M72, M79, подается сигнал.
| | M71
| Вращение вращающегося инструмента НАЗАД
| Вращающийся инструмент вращается в обратном направлении. Способ задания скорости вращения шпинделя такой же, как для M70. Вращение во время работы проверки программы останавливается. В случае отмены команды M71 командой M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M70, M72, M79, подается сигнал.
| | M72
| Остановка вращающегося инструмента
| Осуществляется остановка вращающегося инструмента.
* При программировании в одном блоке с M70, M71, M79, подается сигнал.
| | M75
| Режим вращения
| Система переходит в режим вращения шпинделя. При программировании команд M03, M04 в режиме вращения шпинделя может осуществляться вращение шпинделя.
* При программировании в одном блоке с M76, подается сигнал.
| | M76
| Режим оси C
| Система переходит в режим оси C.
Шпиндель может вращаться вокруг оси С в режиме оси С.
* При программировании в одном блоке с M75, подается сигнал.
| | M77
| Включение тормозной системы оси C
| Ось C зажимается.
* При программировании в одном блоке с M78, подается сигнал.
* В состоянии, в котором предусматривается высокое давление в тормозной системе оси C, не допускается выполнение обработки в режиме полярно-координатной интерполяции (G12.1) и режиме цилиндрической интерполяции (G07.1). (Подается сигнал сервосистемы.)
| | M78
| Выключение тормозной системы оси C
| Ось C разжимается.
* При программировании в одном блоке с M77, подается сигнал.
| | M80
| ВЫСОКОЕ давление в тормозной системе оси C
(Опция)
| Давление в тормозной системе оси C устанавливается на высокий уровень по оси С.
* При программировании в одном блоке с M81, подается сигнал.
| | M81
| НИЗКОЕ давление в тормозной системе оси C
(Опция)
| Давление в тормозной системе оси C устанавливается на низкий уровень по оси С.
* При программировании в одном блоке с M80, подается сигнал.
|
S-функция
4-значная S команда
|
| | Скорость вращения шпинделя непосредственно задается 4-значным значением команды.
Вышеприведенное значение составляет 1500мин-1.
(Без поддержания постоянной скорости резания)
| 
|
| | При поддержании постоянной скорости резания, максимальная скорость устанавливается на 1400мин-1.
| 
|
| | Поддерживается постоянная скорость резания, равная 120м/мин.
|
T-функция
4-значная T команда
|
| | Номер смещения инструмента
Номер инструмента (Номер револьверной головки)
|
Номер смещения инструмента
Эта функция используется для компенсации проскальзывания резцов, износа инструмента и т.д., и имеются 16 номеров смещения, которые могут задавать значения смещения (OFX и OFZ), в соответствии с каждым номером смещения инструмента.
Максимальное значение команды составляет +999.999 ~ -999.999.
| № смещения
| OFX
(Значение смещения по оси Х)
| OFZ
(Значение смещения по оси Z)
| |
| 0,010
| 0,020
| |
| 0,000
| 0,000
| | ~
| ~
| ~
| |
| 0,100
| 1,340
|
Таблица 3-7 Номер смещения инструмента
T0000;
Если номер смещения - 00, смещение отменяется.
|




