Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Система координат и Настройка режущей кромки инструментаСодержание книги
Поиск на нашем сайте
Установка системы координат
Рис. 4-1 (a) Набор инструментальных средств
< Пример > Набор инструментальных средств № 1 Инструмент для обработки наружного диаметра (стандартный инструмент) № 2 Инструмент для обработки наружного диаметра № 3 Инструмент для обработки внутреннего диаметра № 4 Инструмент для обработки внутреннего диаметра № 5 Сверло ПРИМЕЧАНИЕ: Все значения по оси Х являются диаметрами. 1. Автоматическая установка системы координат Если ручное или автоматическое возвращение в исходное положение осуществляется путем автоматической установки системы координат, установка системы координат может быть выполнена, как показано на следующем Рис. 4-1 (b) Рисунок автоматической установки системы координат. Заданное значение зависит от модели станков. Обратитесь к следующим [Таблицам 4-1 (a)~(с)].
Рис. 4-1 (b) Автоматическая установка системы координат
Параметр ЧПУ 1250 (по оси Х) =с, 1250 (по оси Z) =d После установки вышеприведенных значений, а затем возвращения в исходное положение, POS (индикация положения) предварительно задается при тех же условиях, что и при выполнении G50 Хе Zf;.
Таблица 4-1 (a) Заданное значение автоматической системы координат (серия TC, серия TCC)
Таблица 4-1 (b) Заданное значение автоматической системы координат (серия TCN)
Таблица 4-1 (c) Заданное значение автоматической системы координат (серия TT) 2. Смещение системы координат заготовки В связи с тем, что необходимо переместить систему координат на предыдущую страницу, в системе координат, которая указывает на зажим заготовки набором инструментов, следует ввести численные данные непосредственно в смещение системы координат заготовки. После выбора стандартного инструмента № 1, следует осуществить обработку резанием произвольной торцевой поверхности заготовки и отпустить инструмент в направлении оси X, не перемещая инструмент направлении оси Z. Остановите шпиндель и измерьте торец заготовки.
< Пример > Если запрограммированное исходное положение заготовки по оси Z располагается в 60мм от левого края, как показано ниже, а обрабатываемый в данный момент конец расположен в 62мм от левого края, обрабатываемый в данный момент конец имеет по программе Z2.0.
Формула расчета: при ширине запрограммированного исходного положения 60, торец равен нулю (0), при фактической измеренной ширине 62, он равен 2 мм плюс (+) и 59, 1 мм минус (-).
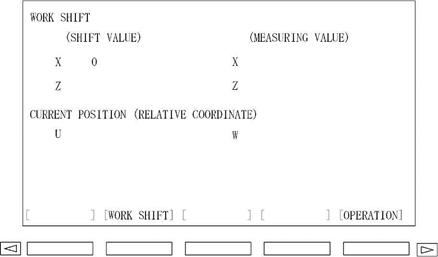
Рис. 4-1 (c) Смещение системы координат заготовки Последовательность действий заключается в следующем. (1) Несколько раз нажмите на функциональную клавишу (2) При нажатии на клавишу выбора подраздела [WORK SHIFT] (Рабочее смещение), на экране появится экран рабочего смещения.
(3) Посредством кнопки перемещения курсора установите курсор на измеряемую величину Z и при помощи десятичной клавиатуры введите значение 2.0 до ввода [INPUT]. (При величине минус 1 мм, введите значение -1.0)
Примечание: Убедитесь, что значение смещения X равно 0. После этого смещенная система координат устанавливается после возвращения в исходное положение. Значение СМЕЩЕНИЯ может быть непосредственно введено нажатием кнопки [INPUT] после установки курсора на значении смещения X или Z. При этом в случае нажатия на [+INPUT], значение смещения прибавляется к предыдущему значению смещения.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 226; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.82.22 (0.007 с.) |




 , чтобы показать экран смещения.
, чтобы показать экран смещения.