Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Настройка режущей кромки инструмента
После выбора стандартного инструмента № 1, следует осуществить обработку резанием произвольного внешнего диаметра заготовки и отпустить инструмент в направлении оси Z, не перемещая инструмент направлении оси X. Остановите шпиндель и измерьте внешний диаметр заготовки.
<Пример> В случае, если фактический измеренный наружный диаметр составляет 50 мм.
Рис. 4-2 (a) Настройка режущей кромки инструмента
Последовательность действий заключается в следующем. (1) Нажмите на функциональную клавишу (2) Нажмите [OFFSET] (Смещение).
(3) Нажмите [FORM] (Форма). (4) Установите кнопку перемещения курсора на номер смещения.
(5) Нажмите [ OPERATION ] (Действие).
При вводе X50.0. и нажатии [ MEASUREMENT ] (Измерение), автоматически рассчитанное численное значение вводится в X смещения № 1.
Примечание: Z смещения № 1 равен нулю (0). 1. Настройка режущей кромки инструмента, предназначенного для обработки наружного диаметра, за исключением стандартного инструмента (1) Приведите в соприкосновение инструмент № 2 с поверхностью наружного диаметра, обрабатываемого при помощи инструмента, за исключением стандартного инструмента. (2) Приведите в соприкосновение инструмент № 2 с торцом, обрабатываемым в режиме смещения системы координат заготовки.
Рис. 4-2 (b) Настройка режущей кромки инструмента, предназначенного для обработки наружного диаметра, за исключением стандартного инструмента 2. Настройка режущей кромки инструмента, предназначенного для обработки внутреннего диаметра, за исключением стандартного инструмента
(1) После выбора стандартного инструмента № 3 для внутреннего диаметра, следует осуществить обработку резанием произвольного внутреннего диаметра заготовки и отпустить инструмент в направлении оси Z, не перемещая инструмент направлении оси X. (2) Приведите в соприкосновение инструмент № 3 с торцом, обрабатываемым в режиме смещения системы координат заготовки.
Рис. 4-2 (c) Настройка режущей кромки инструмента, предназначенного для обработки внутреннего диаметра, за исключением стандартного инструмента 3. Инструмент В для обработки внутреннего диаметра. (1) Приведите в соприкосновение инструмент № 4 с поверхностью внутреннего диаметра, обрабатываемого при помощи инструмента №3 для внутреннего диаметра. (2) Приведите в соприкосновение инструмент № 4 с торцом, обрабатываемым в режиме смещения системы координат заготовки.
Рис 4-2 (d) Инструмент В для обработки внутреннего диаметра ПРИМЕР УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
Пример точения
Материал: S45C
Рис. 5-1 Пример точения
ПРИМЕЧАНИЕ: При применении G00 взамен G50, используйте "Автоматическую установку системы координат" и "Смещение заготовки". Грубая обработка резанием наружного диаметра G00 X100.0 Z50.0; G96 S140 M03 T100; X35.0 Z2.0 T01 M08; G01 Z-66.9 F0.4; X44.0; G00 Z2.0; X23.5; G01 X30.5 Z-1.5; Z-18.0; X34.5 Z-43.0; G02 X33.851 Z-66.9 R20.0; G01 X44.0; G00 X100.0 Z50.0 T00; M01;
Окончательная обработка резанием наружного диаметра G00 X100.0 Z50.0; G96 S200 M03 T200; X23.0 Z2.0 T02; G01 X30.0 Z-1.5 F0.15; Z-18.0; X34.0 Z-43.0 F01; G02 X34.0 Z-67.0 R20.0; G01 X39.0; X41.0 Z-68.0; X44.0; G00 X100.0 Z50.0 T00; M01; Контроль наружного диаметра G00 Z100.0 Z50.0; G96 S130 M03 T30; X34.0 Z-18.0 T03; G01 X26.0 F0.08; G04 U0.1; G01 X34.0 F0.5; G00 X100.0 Z50.0 T00; M01;
Нарезание резьбы на наружном диаметре G00 X100.0 Z50.0 G97 S1300 M03 T400; X40.0 Z2.0 T04; G92 X29.4 Z-16.0 F-1.0; X29.0; X28.8; X28.7 G00 X100.0 Z50.0 T00 M09; M05; M30; Пример точения вращающимся инструментом
M76 G98; G0 X280. Z100; T0600 M16; G97 S1500 M3; X50. Z2. C90 T6; G1 Z-3. F100; G0 Z2; C180; G1 Z-3.; G0 Z2.; X280. Z-100. T0; M01;
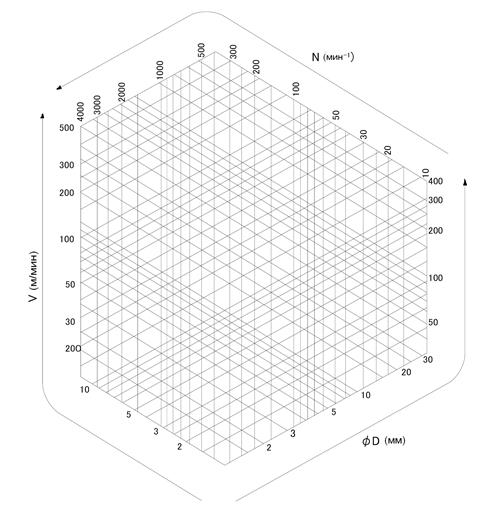
КАРТА СКОРОСТЕЙ РЕЗАНИЯ
Рис. 6 Карта скоростей резания
|
|||||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 253; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.128.94.171 (0.012 с.) |

 , чтобы показать экран смещения.
, чтобы показать экран смещения.