В данном руководстве рассматривается основная программа, которая имеет большое значение для используемого токарного станка с ЧПУ.
Более подробное описание можно найти в Руководстве по эксплуатации, выпущенного производителем устройства ЧПУ.
ЭТАПЫ СОЗДАНИЯ ПРОГРАММЫ
Заготовка
Чертеж
После приведения чертежных размеров к абсолютным размерам устанавливаются координаты обработки.
Чертеж обработки
План обработки
Рассматривает эффективный метод обработки.
Кулачок из мягкого или твердого металла
Ширина зажима
Изготовление оснастки, если необходимо.
Другие специальные патроны
Форма зажимного патрона
Вид режущего инструмента
Количество режущих инструментов
Вид режущих кромок
Выбор режущего инструмента
Определение скорости вращения шпинделя
Определение подачи
Определение глубины резания
Проверка необходимости охлаждающей жидкости.
Выбор условий резания
Установка G50 на каждом режущем инструменте
Схема наладки станка
Запись траектории инструмента и перемещения станка в соответствии с правилом устройства ЧПУ.
Создание маршрутной технологической карты
Ввод управляющей программы станка с ЧПУ
Проверка программы
Для проверки программы следует сравнить информацию о текущем положении и каждой операции (M, S, T. функции) станка с маршрутной технологической картой.
(1) Временная обработка резанием до определения смещения (величины компенсации) каждого инструмента. Справка: [4 СИСТЕМА КООРДИНАТ И НАСТРОЙКА РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА]
(2) Введите значения смещения, соответствующие номеру смещения каждого инструмента, при помощи панели MDI.
(3) Нажмите на [Переключатель проверки программы].
(4) Ускоренное перемещение устанавливается на безопасную скорость.
(5) Переместите начальные точки по X и Z в положительном направлении (+), чтобы осуществить запуск из безопасных положений.
(6) Система должна работать в режиме отдельного кадра.
(7) Определите начальную точку, введите смещение/компенсацию инструмента и осуществите запуск на холостом ходу для проверки интерференции. (В особенности, необходимо следить за тем, чтобы инструмент не ударялся об патрон, и т.д.)
Измерьте заготовку и в случае необходимости повторно введите смещение/компенсацию инструмента.
Работа станка
ОСНОВНЫЕ ФУНКЦИИ И СИМВОЛЫ
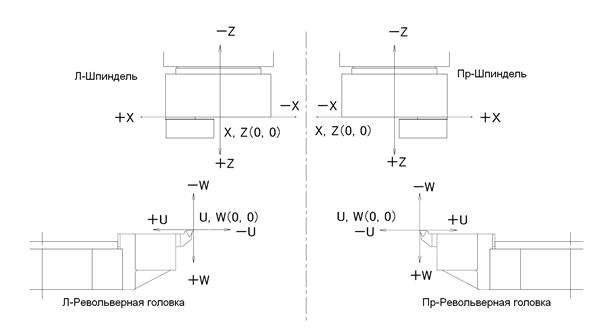
X, Z, C, Y, U, W, H, V
X, Z, C и Y являются символическими адресами, которые используются при вводе абсолютной команды.
Таким образом, они используются для записи значений координат X, Z, C и Y в системе координат. (Ось X - значение диаметра. Ось C и ось H - перемещение шпинделя.)
U, W, H, V являются символическими адресами, которые используются при вводе команды пошагового регулирования.
U ® ось X (длина перемещения)
W ® ось Z (длина перемещения)
H ® ось C (ось вращения, угол)
V ® ось Y (длина перемещения)
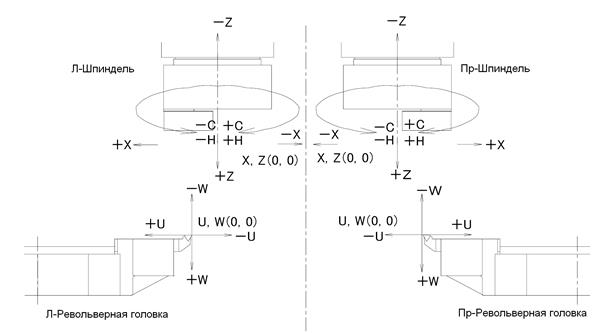
Рис. 3-1(a) Функция и символы (серия TC, TCC, серия TCN, Стандарт)
Рис. 3-1(b) Функция и символы (серия TC, серия TCN, ось C/вращающийся инструмент)
Рис. 3-1(c) Функция и символы (серия TCN, ось Y)
* серия T - только правосторонняя.
Рис. 3-1(d) Функция и символы (серия TT, Стандарт)
* серия T - только правосторонняя.
Рис. 3-1(e) Функция и символы (серия TT, ось C/вращающийся инструмент)
Если торцевая поверхность кулачка патрона и центр шпинделя установлены в рабочее начало координат, (+), (-) область символа X, Z, С выглядят, как показано на рисунке [Рис. 3-1(a) ~ (е)].
Однако, в направлении U, W, символ (+) или (-) определяется в соответствии с условием, что револьверная головка вращается из текущего положения (0,0) в любом направлении.
Также и в направлении H, символ (+) или (-) определяется в соответствии с условием, что шпиндель вращается из текущего положения (0) в любом направлении.
* Команда для X и U подается с диаметром.
* Абсолютное значение может быть использовано вместе с приращением.
* Как правило, нормальные токарные станки использовали инкрементальную систему.
Примечание: (1) G-коды, отмеченные *, устанавливаются при включенном питании.
(2) G-коды в группе 00 не являются модальными. Они действуют только в кадре, в котором они указаны.
(3) Если подается команда G-кода, который отсутствует в списке, отображается сигнал №010.
(4) G-коды из различных групп могут содержаться в одном кадре. Если в одном кадре присутствуют два или более G-кода из одной группы, действует только последний указанный в команде G-код.
(5) Отображается G-код из каждой группы.
M-функция
М-код
Наименование
Содержание и вопросы, которые требуют внимания
M00
Остановка программы
Программа останавливается на отдельном кадре.
Поскольку команды для охлаждающей жидкости, продувки воздухом, вращения шпинделя стираются, необходимо снова запрограммировать команды на подачу охлаждающей жидкости, продувку воздухом, вращение шпинделя на следующий кадр.
* При программировании в одном кадре с другими М-кодами, подается сигнал.
M01
Технологическая остановка
При задействовании технологической остановки при помощи операционного выключателя, программа останавливается на отдельном кадре, аналогичным с M00.
Поскольку команды для охлаждающей жидкости, продувки воздухом, вращения шпинделя стираются, необходимо снова запрограммировать на следующий кадр команды на подачу охлаждающей жидкости, продувку воздухом, вращение шпинделя.
* При программировании в одном кадре с другими М-кодами, подается сигнал.
M02
Конец программы
Несмотря на сброс устройства ЧПУ, программа не возвращается к первой позиции.
* При программировании в одном блоке с другими М-кодами, подается сигнал.
M03
Прямое вращение шпинделя
Данная команда служит для вращения шпинделя вперед. При одновременном программировании скорости вращения шпинделя с S*****, шпиндель вращается c заданной скоростью.
Если команда S не вводится, шпиндель вращается с ранее заданной скоростью.
Шпиндель во время работы проверки программы не вращается. В случае сброса M03 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M04, M05, M19, подается сигнал.
M04
Обратное вращение шпинделя
Данная команда служит для вращения шпинделя в обратную сторону. Способ задания скорости вращения шпинделя такой же, как для M03.
В случае сброса M04 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M03, M05, M19, подается сигнал.
M05
Остановка шпинделя
Данная команда служит для остановки шпинделя.
* При программировании в одном блоке с M03, M04, M19, подается сигнал.
M06
Включение стружкоотвода (TT-350)
Несмотря на то, что осуществляется сход стружки, команда не выполняется во время холостого прогона.
В случае сброса M06 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M09, подается сигнал.
M07
Включение дополнительного охлаждения
Несмотря на применение режима дополнительного охлаждения или схода стружки, она неэффективна в во время холостого прогона.
В случае сброса M07 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M09, подается сигнал.
M08
Включение основного охлаждения
Несмотря на то, что осуществляется выпуск охлаждающей жидкости, во время холостого прогона жидкость не выпускается.
В случае сброса M08 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M09, подается сигнал.
M09
Выключение основного охлаждения
Остановка основного и дополнительного охлаждения.
* При программировании в одном блоке с M06, M07, M08, подается сигнал.
M10
Прямое перемещение шпинделя задней бабки (Опция)
Шпиндель задней бабки перемещается по направлению вперед.
* При программировании в одном блоке с M11, подается сигнал.
M11
Перемещение шпинделя задней бабки назад
(Опция)
Шпиндель задней бабки перемещается в обратном направлении.
* При программировании в одном блоке с M10, подается сигнал.
M12
Включение счетчика
(Опция)
Загорается лампа, сигнализирующая о завершении, и включается счетчик.
M14
Выбор давления ВЫСОКОГО уровня
Гидравлическая система/пневматическая система управляется двумя уровнями давления.
При включении питания, устанавливается M14.
* При программировании в одном блоке с M15, подается сигнал.
M15
Выбор давления НИЗКОГО уровня (Опция)
Гидравлическая система/пневматическая система управляется двумя уровнями давления.
* При программировании в одном блоке с M14, подается сигнал.
M16
Случайный выбор револьверной головки
Револьверная головка вращается случайным образом.
Следует программировать одновременно с T-кодом.
Револьверная головка может вращаться случайным образом, только в случае запрограммированного путем задания значения параметра Т-кода.
* Если запрограммирован только М-код или программа запрограммирована в одном кадре с M17, M18, подается сигнал.
M17
Прямое вращение револьверной головки
Револьверная головка вращается в прямом направлении.
Следует программировать одновременно с T-кодом.
Револьверная головка может вращаться вперед, только в случае запрограммированного путем задания значения параметра Т-кода.
* Если запрограммирован только М-код или программа запрограммирована в одном кадре с M16, M18, подается сигнал.
M18
Обратное вращение револьверной головки
Револьверная головка вращается в обратном направлении.
Следует программировать одновременно с T-кодом.
Револьверная головка может вращаться в обратном направлении только в случае запрограммированного путем задания значения параметра Т-кода.
* Если запрограммирован только М-код или программа запрограммирована в одном кадре с M16, M17, подается сигнал.
M19
Ориентация шпинделя
(Опция)
Шпиндель останавливается с угловой ориентацией. Как правило, несмотря на то, что шпиндель при остановке с ориентацией поддерживается на крутящем моменте остановки, он может принудительно поддерживаться дополнительным оборудованием.
При нажатии на кнопку сброса или переключатели перемещения шпинделя ВПЕРЕД/НАЗАД при ручном режиме, удерживающая сила сбрасывается.
* При программировании во время остановки с угловой ориентацией или если программа запрограммирована в одном блоке с M03, M04, M05, подается сигнал.
M20
Вызов робота (загрузчика)
(Опция)
Могут использоваться робот/загрузчик, и т.д.
M22
M-код запуска программы
При запуске программы с середины программы, станок может столкнуться с другими компонентами в отношении значения координат. Этот М-код следует программировать в начале программы для того, чтобы предотвратить неправильное функционирование, признав, что М-код находится в начале программы.
Блокировка может также быть отменена путем изменения значения параметра.
* При программировании в одном блоке с другими М-кодами, подается сигнал.
* Если в начале программы отсутствует какой-либо M-код, подается сигнал.
M24
Открытие фронтальной двери/
Открытие задвижки
(Опция)
Открывается фронтальная дверь или задвижка для загрузчика.
* При программировании во время вращения шпинделя или если программа запрограммирована в одном блоке с M25, подается сигнал.
Закрывается фронтальная дверь или задвижка для загрузчика.
* При программировании во время вращения шпинделя или если программа запрограммирована в одном блоке с M24, подается сигнал.
M26
Включение продувки воздухом
(Опция)
Включается продувка воздухом
Шпиндель может перемещаться при ПОШАГОВОЙ подаче, а также, возможна одновременная продувка воздухом на время, установленное таймером при задании параметров.
В случае сброса M26 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M27, подается сигнал.
M27
Выключение продувки воздухом
(Опция)
Воздушная продувка по основной стороне прекращается.
* При программировании в одном блоке с M26, подается сигнал.
M28
Вращение при жестком нарезании резьбы
Смена фрезерования
(Опция)
Вращение при жестком нарезании резьбы изменяется при помощи вращающегося инструмента.
* Используется только вращающийся инструмент для многошпиндельного контроля.
M29
Жесткое нарезание резьбы
(Опция)
Жесткое нарезание резьбы осуществляется посредством шпинделя и вращающегося инструмента.
* Поскольку для жесткого нарезания резьбы также требуется G-код, обратитесь к инструкции по эксплуатации FANUC.
M30
Конец информации
Осуществляется сброс устройства ЧПУ, и программа возвращается к первой позиции.
* При программировании в одном блоке с другими М-кодами, подается сигнал.
M31
Включение обхода блокировки
(Опция)
Выполняется временный сброс блокировки всех движений, патрон и двери открываются и закрываются во время вращения шпинделя.
* При программировании в одном блоке с M32, подается сигнал.
M32
Выключение обхода блокировки
(Опция)
Временно сброшенный режим блокировки возвращается к исходному механизму. При включении питания и сбросе устанавливается M32.
* При программировании в одном блоке с M31, подается сигнал.
Включается дополнительная продувка воздухом.
Шпиндель может перемещаться при ПОШАГОВОЙ подаче, а также, возможна одновременная продувка воздухом на время, установленное таймером при задании параметров.
В случае сброса M35 при M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M36, подается сигнал.
Дополнительная продувка воздухом отключается.
* При программировании в одном блоке с M35, подается сигнал.
M40
Разблокирование шпинделя
(TCN-3500)
Выполняется снятие блокировки шпиндельной катушки командами M41 и M42. Если скорость вращения шпинделя превышает 317мин-1, обмотка катушки двигателя автоматически переключается с катушки низкой скорости на катушку высокой скорости.
При включении питания устанавливается M40.
* При программировании в одном блоке с M41, M42, подается сигнал.
Обмотка катушки двигателя шпинделя устанавливается на низкой скорости.
* При программировании в одном блоке с M40, M42, подается сигнал.
M42
Включение ВЫСОКОГО диапазона вращения шпинделя
(TCN-3500)
Обмотка катушки двигателя шпинделя устанавливается на высокой скорости.
* При программировании в одном блоке с M40, M41, подается сигнал.
M48
Выключение сброса ручной коррекции
Запрограммированная скорость шпинделя может регулироваться в пределах 70%~120%.
Запрограммированная скорость перемещения по оси (скорость подачи) может регулироваться в пределах 0%~150%. Для работы, обратитесь к [РУКОВОДСТВУ ПО ЭКСПЛУАТАЦИИ].
При включении питания устанавливается M48.
* При программировании в одном блоке с M49, подается сигнал.
M49
Включение сброса ручной коррекции
Скорость вращения шпинделя и скорость перемещения по оси может задаваться программой, после чего не может применяться регулировка при помощи круговой шкалы.
* При программировании в одном блоке с M48, подается сигнал.
M61
Вызов барфидера 2 (Опция)
Заготовка требует выходной сигнал устройству автоматической подачи.
* Проверьте характеристики барфидера.
M62
Вызов барфидера 3 (Опция)
Заготовка требует выходной сигнал устройству автоматической подачи.
* Проверьте характеристики барфидера.
M63
Подготовительная команда барфидеру
Заготовка требует выходной сигнал устройству автоматической подачи.
* Проверьте характеристики барфидера.
M66
Включение обнаружения ошибки
Обнаружение ошибок приводится в действие.
Более подробное описание действий приводится в Руководстве по эксплуатации FANUC.
* При программировании в одном блоке с M67, подается сигнал.
M67
Отключение обнаружения ошибки
Обнаружение ошибок становится недействующим.
При включении питания устанавливается M67.
* При программировании в одном блоке с M66, подается сигнал.
M68
Зажим патрона
В случае зажимного патрона с М-функцией, патрон зажимается.
* При программировании в одном блоке с M69, подается сигнал.
M69
Разжим патрона
В случае зажимного патрона с М-функцией, патрон разжимается.
* При программировании в одном блоке с M68, подается сигнал.
M82
Перемещение улавливателя деталей ВПЕРЕД (Опция)
В случае улавливателя деталей с разгрузочным устройством заготовок, улавливатель деталей перемещается вперед, чтобы принять заготовку.
* При программировании в одном блоке с M83, подается сигнал.
M83
Перемещение улавливателя деталей НАЗАД
(Опция)
В случае улавливателя деталей с разгрузочным устройством заготовок, улавливатель деталей принимает заготовку и выгружает ее.
* При программировании в одном блоке с M82, подается сигнал.
M84
Вызов барфидера (Опция)
Заготовка требует выходной сигнал устройству автоматической подачи.
* Проверьте характеристики барфидера.
M86
Проверка команды верхнего среза (Опция)
Подтверждение сигнала команды верхнего среза от устройства автоматической подачи.
* Проверьте характеристики барфидера.
M87
Отключение режима верхнего среза (Опция)
Подтверждение сигнала [ОТКЛЮЧЕНИЯ] верхнего среза от устройства автоматической подачи.
* Проверьте характеристики барфидера.
M88
Зажим закрытием патрона
Зажим в патроне заготовки (наружный диаметр) осуществляется путем закрытия кулачков.
При внесении изменений в настройку, программа выполняется в режиме MDI.
Завершение осуществляется с помощью кнопки сброса.
(Для специальных операций обратитесь к руководству по эксплуатации.)
* При программировании в режиме РЕДАКТИРОВАНИЯ или в одном блоке с M89, подается сигнал.
M89
Зажим открытием патрона
Зажим в патроне заготовки (внутренний диаметр) осуществляется путем открытия кулачков.
При внесении изменений в настройку, программа выполняется в режиме MDI.
Завершение осуществляется с помощью кнопки сброса.
(Для специальных операций обратитесь к руководству по эксплуатации.)
* При программировании в режиме РЕДАКТИРОВАНИЯ или в одном блоке с M88, подается сигнал.
M90
Включение снятия фасок
Может быть выполнено снятие фаски в резьбовом отверстии. При включении питания устанавливается M90.
* При программировании в одном блоке с M91, подается сигнал.
M91
Выключение снятия фасок
Отключается функция снятия фаски в резьбовом отверстии.
* При программировании в одном блоке с M90, подается сигнал.
M92
Выключение буферизации (Опция)
Это М-код, при котором перестает действовать буферизация.
M98
Вызов подпрограммы
Подпрограмма вызывается из основной программы и осуществляется ее выполнение.
* Более подробное описание действий приводится в Руководстве по эксплуатации FANUC.
M99
Конец программы
Подпрограмма останавливается и возвращается к следующему блоку основной программы (M98).
* Более подробное описание действий приводится в Руководстве по эксплуатации FANUC.
* Управление оси Cs (опция)
М-код
Наименование
Содержание и вопросы, которые требуют внимания
M70
Вращение вращающегося инструмента ВПЕРЕД
Вращающийся инструмент вращается в прямом направлении.
При одновременном программировании скорости вращения шпинделя с S*****, шпиндель вращается c заданной скоростью.
Вращение во время работы проверки программы останавливается.
В случае отмены команды M70 командой M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M71, M72, M79, подается сигнал.
M71
Вращение вращающегося инструмента НАЗАД
Вращающийся инструмент вращается в обратном направлении. Способ задания скорости вращения шпинделя такой же, как для M70. Вращение во время работы проверки программы останавливается. В случае отмены команды M71 командой M00 (M01), следует ее запрограммировать снова, если потребуется.
* При программировании в одном блоке с M70, M72, M79, подается сигнал.
M72
Остановка вращающегося инструмента
Осуществляется остановка вращающегося инструмента.
* При программировании в одном блоке с M70, M71, M79, подается сигнал.
M75
Режим вращения
Система переходит в режим вращения шпинделя. При программировании команд M03, M04 в режиме вращения шпинделя может осуществляться вращение шпинделя.
* При программировании в одном блоке с M76, подается сигнал.
M76
Режим оси C
Система переходит в режим оси C.
Шпиндель может вращаться вокруг оси С в режиме оси С.
* При программировании в одном блоке с M75, подается сигнал.
M77
Включение тормозной системы оси C
Ось C зажимается.
* При программировании в одном блоке с M78, подается сигнал.
* В состоянии, в котором предусматривается высокое давление в тормозной системе оси C, не допускается выполнение обработки в режиме полярно-координатной интерполяции (G12.1) и режиме цилиндрической интерполяции (G07.1). (Подается сигнал сервосистемы.)
M78
Выключение тормозной системы оси C
Ось C разжимается.
* При программировании в одном блоке с M77, подается сигнал.
M80
ВЫСОКОЕ давление в тормозной системе оси C
(Опция)
Давление в тормозной системе оси C устанавливается на высокий уровень по оси С.
* При программировании в одном блоке с M81, подается сигнал.
M81
НИЗКОЕ давление в тормозной системе оси C
(Опция)
Давление в тормозной системе оси C устанавливается на низкий уровень по оси С.
* При программировании в одном блоке с M80, подается сигнал.
S-функция
4-значная S команда
Скорость вращения шпинделя непосредственно задается 4-значным значением команды.
Вышеприведенное значение составляет 1500мин-1.
(Без поддержания постоянной скорости резания)
При поддержании постоянной скорости резания, максимальная скорость устанавливается на 1400мин-1.
Поддерживается постоянная скорость резания, равная 120м/мин.
T-функция
4-значная T команда
Номер смещения инструмента
Номер инструмента (Номер револьверной головки)
Номер смещения инструмента
Эта функция используется для компенсации проскальзывания резцов, износа инструмента и т.д., и имеются 16 номеров смещения, которые могут задавать значения смещения (OFX и OFZ), в соответствии с каждым номером смещения инструмента.
Максимальное значение команды составляет +999.999 ~ -999.999.
№ смещения
OFX
(Значение смещения по оси Х)
OFZ
(Значение смещения по оси Z)
0,010
0,020
0,000
0,000
~
~
~
0,100
1,340
Таблица 3-7 Номер смещения инструмента
T0000;
Если номер смещения - 00, смещение отменяется.
Установка системы координат
Рис. 4-1 (a) Набор инструментальных средств
< Пример > Набор инструментальных средств
№ 1 Инструмент для обработки наружного диаметра (стандартный инструмент)
№ 2 Инструмент для обработки наружного диаметра
№ 3 Инструмент для обработки внутреннего диаметра
№ 4 Инструмент для обработки внутреннего диаметра
№ 5 Сверло
ПРИМЕЧАНИЕ: Все значения по оси Х являются диаметрами.
1. Автоматическая установка системы координат
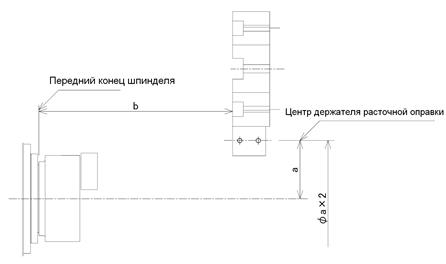
Если ручное или автоматическое возвращение в исходное положение осуществляется путем автоматической установки системы координат, установка системы координат может быть выполнена, как показано на следующем Рис. 4-1 (b) Рисунок автоматической установки системы координат.
Заданное значение зависит от модели станков.
Обратитесь к следующим [Таблицам 4-1 (a)~(с)].
Рис. 4-1 (b) Автоматическая установка системы координат
Параметр ЧПУ 1250 (по оси Х) =с, 1250 (по оси Z) =d
После установки вышеприведенных значений, а затем возвращения в исходное положение, POS (индикация положения) предварительно задается при тех же условиях, что и при выполнении G50 Хе Zf;.
Станки
Пункты
TC-100
TC-200 (L3)
TC-200 (L6)
T8
T12
T8
T12
T8
T12
T12CM
a
По оси Х:
Исходная координата
b
По оси Z:
Исходная координата
с
По оси Х:
Заданное значение автоматической системы координат
d
По оси Z:
Заданное значение автоматической системы координат
e
По оси Х:
Заданное значение
220.
170.
340.
310.
340.
310.
320.
f
По оси Z:
Заданное значение
280.
280.
450.
450.
750.
750.
750.
Станки
Пункты
TC-350 (L5)
TC-350 (L10)
T10
T12
T12CM
T10
T12
T12CM
a
По оси Х:
Исходная координата
b
По оси Z:
Исходная координата
с
По оси Х:
Заданное значение автоматической системы координат
d
По оси Z:
Заданное значение автоматической системы координат
e
По оси Х:
Заданное значение
430.
460.
440.
430.
460.
440.
f
По оси Z:
Заданное значение
665.
665.
620.
1165.
1165.
1120.
Станки
Пункты
TCC-2000 (L2)
TCC-2000 (L3)
TC-1000
T8
T12
T8
T12
T8
T12
a
По оси Х:
Исходная координата
b
По оси Z:
Исходная координата
с
По оси Х:
Заданное значение автоматической системы координат
d
По оси Z:
Заданное значение автоматической системы координат
e
По оси Х:
Заданное значение
350.
320.
350.
320.
220.
170.
f
По оси Z:
Заданное значение
330.
330.
430.
430.
280.
280.
Таблица 4-1 (a) Заданное значение автоматической системы координат (серия TC, серия TCC)
Станки
Пункты
TCN-2000 (L6)
TCN-2500 (L3)
TCN-2500 (L6)
T8
T12CM
T8
T8
a
По оси Х:
Исходная координата
b
По оси Z:
Исходная координата
c
По оси Х:
Заданное значение автоматической системы координат
d
По оси Z:
Заданное значение автоматической системы координат
e
По оси Х:
Заданное значение
410.
350.
410.
410.
f
По оси Z:
Заданное значение
750.
685.
410.
710.
Станки
Пункты
TCN-3500(L5)
T8
T10
T12
T12CM
a
По оси Х:
Исходная координата
b
По оси Z:
Исходная координата
c
По оси Х:
Заданное значение автоматической системы координат
d
По оси Z:
Заданное значение автоматической системы координат
e
По оси Х:
Заданное значение
430.
430.
460.
440.
f
По оси Z:
Заданное значение
665.
665.
665.
620.
Станки
Пункты
TCN-3500(L10)
T8
T10
T12
T12CM
a
По оси Х:
Исходная координата
b
По оси Z:
Исходная координата
c
По оси Х:
Заданное значение автоматической системы координат
d
По оси Z:
Заданное значение автоматической системы координат
e
По оси Х:
Заданное значение
430.
430.
460.
440.
f
По оси Z:
Заданное значение
1165.
1165.
1165.
1120.
Таблица 4-1 (b) Заданное значение автоматической системы координат (серия TCN)
Станки
Пункты
TT-160
TT-200
T-200
TT-350
T8
T10
T12
T12CM
a
По оси Х:
Исходная координата
b
По оси Z:
Исходная координата
с
По оси Х:
Заданное значение автоматической системы координат
d
По оси Z:
Заданное значение автоматической системы координат
e
По оси Х:
Заданное значение
220.
300.
300.
610.
610.
640.
620.
f
По оси Z:
Заданное значение
265.
310.
310.
505.
505.
505.
460.
Станки
Пункты
TT-1600, TT-2000
a
По оси Х:
Исходная координата
b
По оси Z:
Исходная координата
с
По оси Х:
Заданное значение автоматической системы координат
d
По оси Z:
Заданное значение автоматической системы координат
infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.156.26 (0.009 с.)