
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обобщенная структурная схема системы автоматического управления (САУ).Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
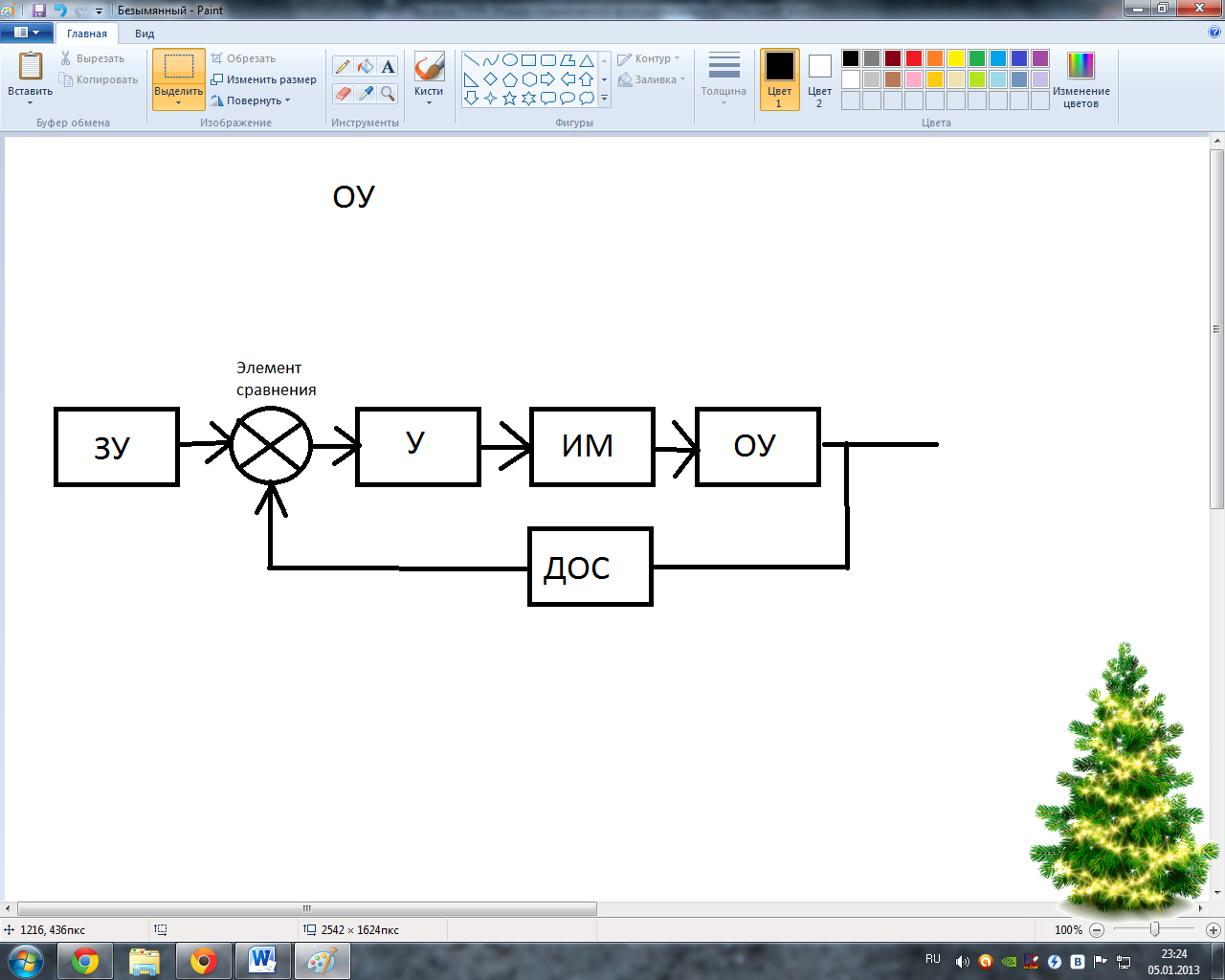
Обобщенная структурная схема системы автоматического управления (САУ). Для любых систем, в которых протекают процессы управления характерно, что отдельные её элементы связаны таким образом, что передают друг другу некоторые сообщения о происходящих в них процессах посредством сигналов. По этому принципу все процессы управления обладают значительным сходством. В технических системах носителями информации могут быть: напряжение, давление и т.д. для получения передачи обработки информации используют определённые звенья. Звено – элемент системы управления, в которой происходит то либо иное преобразование входного параметра в выходной. Обобщенная структурная схема САУ с управлением по отклонению(в конспекте только она):
ЗУ – задающее устройство; У – усилитель; ИМ – исполнительный механизм; ОУ – объект управления; ДОС – датчик обратной связи. ЗУ оказыв управл возд на вход системы, кот может иметь поступающую задан. величину или измен по опрел закону. Возд выхода сист на ее вход наз ОС. Комплекс уст-в, присоед к ОУ и обеспечивающ автоматич поддерж заданного значения его управл величины или автоматич измен этой величины по опред закону, наз уст-ом управления.
Классификация САУ. Кроме управления по отклонению есть управление по возмущению (выше быстродействие). САУ в котором используется сочетание этих двух способов - комбинированная система. Классифицировать САР можно по различным признакам: По цели управления -системы для получения заданного закона изменения координат К ним относятся разомкнутые системы автоматического регулирования. В свою очередь САР делиться на: +системы автоматического стабилизирования(для поддержания постоянства регулируемой координаты объекта) + системы автоматического воспроизведения (для воспроизведения определенного закона выходной координаты) -система для получения оптимального значения показателя качества процесса по принципу формирования сигналов управления: -с непрерывным сигналом(непрерывная функция времени) - с дискретным сигналом (прерывность управляющего воздействия) По виду математической модели преобразования координат: -линейные -нелинейные (релейные, логические и др.)
По виду управляющих воздействий: -аналоговые -дискретные (прерывные, импульсные, цифровые) Также бывают статические и астатические Разновидности САУ. Система автоматического контроля (САК) предназначена для автоматического контроля различных физических величин (параметров), сведения о которых необходимы при управлении объектом. Система автоматического регулирования (САР) обеспечивает поддержание регулируемой величины (параметра) в заданных пределах или по заданному закону Системой автоматического управления называют такую систему, в которой организация целенаправленных действий осуществляется управляющим элементом, на который подается управляющий сигнал. Этот сигнал может подаваться вручную или автоматически, т. е. системой автоматики другого процесса. Системы могут быть разомкнутыми или замкнутыми. Следящая система — автоматическая система, в которой выходная величина воспроизводит с определенной точностью входную величину, характер изменения которой заранее не известен. Следящие системы используют для различных целей. В качестве выходной величины следящей системы можно рассматривать совершенно различные физические величины. Одной из наиболее широко распространенных разновидностей следящих систем являются системы управления положением объектов. Такие системы можно рассматривать как дальнейшее развитие и усовершенствование систем дистанционной передачи угловых или линейных перемещений, в которых регулируемой величиной обычно является угол поворота объекта. Адаптивная (самоприспособляющаяся) система — система автоматического управления, у которой автоматически изменяется способ функционирования управляющей части для осуществления в каком- либо смысле наилучшего управления. В зависимости от поставленной задачи и методов ее решения возможны различные законы управления, поэтому адаптивные системы разделяют на следующие виды: адаптивные системы функционального регулирования, где управляющее воздействие является функцией какого-либо параметра, например, подача — функция одной из составляющих силы резания, скорость резания — функция мощности; адаптивные системы предельного (экстремального) регулирования, которые обеспечивают поддержание предельного значения одного или нескольких параметров в объекте;
адаптивные системы оптимального регулирования, в которых учитывается совокупность многих факторов с помощью комплексного критерия оптимальности. В соответствии с этим критерием осуществляется изменение регулируемых параметров и величин, например, поддержание в станке режима обработки, обеспечивающего максимальную производительность и наименьшую себестоимость обработки, определяется заданием оптимальных значений параметров (скоростей сил резания, температуры и т. д.), от которых зависят производительность и себестоимость процесса обработки
Следящие САУ. Следящая система управления — это система автоматического управления, в которой управляемая величина воспроизводит произвольно изменяющееся задающее воздействие. Пример следящей системы — радиолокационная станция, в её задачи входит сопровождение цели с заранее неизвестным законом движения. О динамических свойствах следящей системы можно судить по величине ошибки. Также сигнал ошибки в следящих системах является сигналом, в зависимости от величины и «характера» которого осуществляется управление объектом. Различают системы статические и астатические. Статические системы управляются значением ошибки: есть ошибка - есть управление в системе, больше величина ошибки - сильнее реакция системы. Так, если целью сопровождения радиолокационной станции является неподвижно висящий вертолёт, то станция, отработав ошибку, "замирает". Если цель-вертолёт начнёт движение, то появится ошибка и система "оживёт". Если траектория движения цели будет круговой с постоянной скоростью, на постоянной высоте с центром в точке, где находится радиолокационная станция, то ошибка (её "характер") будет постоянной. Системы способные автоматически выполнять свои функции при наличии ошибки постоянной величины называют астатическими. Следящая система может быть реализована с любым фундаментальным принципом управления и отличается от аналогичной системы программного управления тем, что вместо датчика программы в ней будет размещено устройство слежения за изменениями внешних воздействий. В следящих системах управляющее воздействие также является величиной переменной, но математическое описание его во времени не может быть установлено, так как источником сигнала служит внешнее явление, закон изменения которого заранее неизвестен. Так как следящие системы предназначены для воспроизведения на выходе управляющего воздействия с возможно большей точностью, то ошибка, так же как и в случае систем программного регулирования, является той характеристикой, по которой можно судить о динамических свойствах следящей системы. Ошибка в следящих системах, как и в системах программного регулирования, является сигналом, в зависимости от величины которого осуществляется управление исполнительным двигателем. 5. Классификация УЧПУ. УЧПУ, алгоритмы работы которого реализуются схемным путем (специальным построением полупроводниковых схем — функциональных узлов и блоков) и не могут быть изменены после изготовления устройства, называется аппаратным устройством числового программного управления (NC). УЧПУ, алгоритмы работы которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления устройства, называется программируемым устройством числового программного управления (CNC). УЧПУ типа CNC, как правило, строится на базе микроЭВМ и может быть совмещено с ЭВМ. Числовое программное управление группой станков от ЭВМ, имеющей общую память для хранения управляющих программ, распределяемых по запросам станков, называется групповым числовым программным управлением станками (DNC).
По числу потоков информации системы могут быть [25]: – разомкнутые (один поток от ЧПУ к станку). Основное преимущество такой системы – простота; – замкнутые (два потока от ЧПУ к станку) и наоборот (датчики положения скорости). Основное преимущество - более точное перемещение исполнительных органов; – адаптивные (самонастраивающиеся) системы. Представляют собой управление, при котором обеспечивается автоматическое приспосабливание процесса к изменяющимся условиям обработки по определенным критериям. Системы ЧПУ можно классифицировать по виду управления движения: позиционные(Позиционные УЧПУ обеспечивают автоматическое перемещение рабочего органа станка в координату, заданную программой, без обработки детали в процессе перемещения. Вид траектории при перемещении из одной координаты в другую не задается.), контурные(перемещением органов станка по заданной траектории и с заданной скоростью для получения необходимого контура детали) и комбинированные. Функциональные блоки УЧПУ. Все функции систем ЧПУ можно разделить на 4 класса: геометрическая задача ЧПУ - управление формированием детали; логическая задача ЧПУ - управление дискретной автоматикой станка; технологическая задача ЧПУ - управление рабочим процессом станка; терминальная задача ЧПУ - задача взаимодействия с окружающей производственной средой, проявляющаяся через диалог с оператором, и информационный обмен с управляющей ЭВМ более высокого ранга. Сущность ГЗ ЧПУ состоит в получении детали, соответствующей чертежу, при управлении приводами подачи станка Это тот минимум возможностей, который требуется от автоматизации действующего оборудования. Поскольку ГЗ ЧПУ раньше упрощенно сводили к интерполяции, то устройства ЧПУ первых поколений нередко называли интерполяторами. Развитие логической задачи ЧПУ (JI3 ЧПУ) явилось следствием автоматизации на станке большого числа многообразных вспомогательных простых или циклических операций: зажимы-разжимы; подводы-отводы; переключения; пуски-остановки; автоматическая смена инструмента и другие. Именно обилие операций составляет специфику ЛЗ ЧПУ и проявляется в большом количестве дискретных обменных сигналов между устройством ЧПУ и объектом.
Технологическая задача ЧПУ (ТхЗ ЧПУ) присутствует лишь в тех случаях, когда основной рабочий процесс сам становится объектом управления либо с целью его поддержания, либо с целью его оптимизации. Примерами оптимизируемых рабочих процессов являются фрезерование или токарная обработка, управление которыми состоит в изменении подачи и скорости резания с целью увеличения производительности, снижения приведенных затрат, повышения качества обработки. Терминальная задача ЧПУ (ТрЗ ЧПУ) поддерживается устройством ЧПУ как персональным компьютером. Диалог с оператором охватывает управление объектом и устройством ЧПУ в различных режимах операций управляющей программы, некоторые действия системного характера. Информационный обмен с ЭВМ более высокого уровня необходим в интегрированной пространственно-распределенной системе управления, имеющей признаки управляющей локальной вычислительной сети.
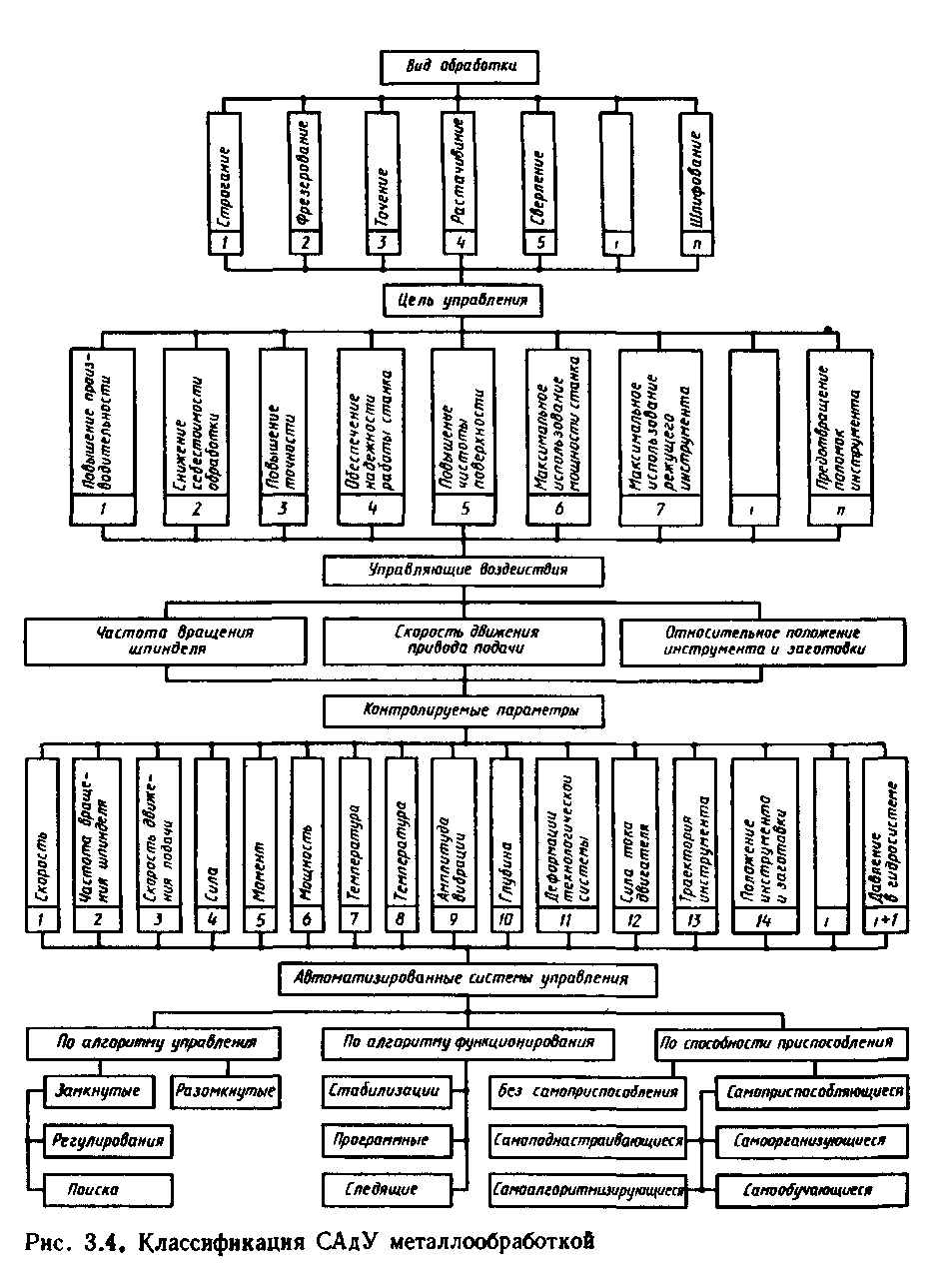
Адаптивные САУ. Адаптивные системы управления – системы автоматического управления у которых автоматически изменяются способ функционирования управляющей части для осуществления в каком-либо смысле наилучшего управления. Адаптивные системы управления делятся на: адаптивной системе функционального регулирования, где управляющее воздействие является функцией какого-либо параметра, адаптивной системе предельного регулирования, которая обеспечивает поддержание предельного значения одного или нескольких параметров в объекте. И адаптивной системе оптимального регулирования, в которой учитывается совокупность многих факторов с помощью комплексного критерия оптимальности. Протекание любого технологического процесса во времени в реальных условиях сопутствует действиям множества факторов, влияющих на его ход и имеющих чаще всего случайный характер. Определить процесс т.о., чтобы все факторы в любой момент времени были заранее учтены невозможно. Учет возникающих ситуаций с целью воздействия на процесс т.о., чтобы его ход отвечал задачам, которые решает этот процесс возможно только путем управления за счет оперативного вмешательства в процесс каждый раз, когда появляется тенденции к отклонению, или сами отклонения в ходе технологического процесса. Для учета влияющих факторов в структуру системы адаптивного управления включаются соответствующие датчики (первичные преобразователи). Система адаптивного управления механической обработкой можно строить на основе различных информационных признаков и структур управления. Классификацию систем адаптивного управления металлообработкой можно представить в следующем виде (рисунок).
Вид обработки строгание, фрезерование, точение, расстачивание, сверление, шлифование цель управления повышение производительности, снижение себестоимости обработки, повышение точности, обеспечение работы станка, повышение чистоты поверхности, максимальное использование мощности станка, максимальное использование режущих инструментов, предотвращение поломки инструмента
управляющее воздействие частота вращения шпинделя, скорость движения привода подачи, относительное положение инструмента и заготовки контролируемые параметры давление в гидросистеме, скорость, частота вращения шпинделя, скорость движения подачи, сила, момент, мощность, температура, амплитуда вибраций, глубина, деформация технологической системы, сила тока двигателя, траектория инструмента, положение заготовки и инструмента автоматические системы управления по алгоритму управления (замкн., разомкн.), по алгоритму функционирования (стабилизации, программные, следящие), по способности приспособления (без самоприспособления, самоприспосабливающиеся (самоподнастраивающиеся, самоорганизующиеся, самоалгоритмизующиеся, самообучающиеся)) Целью управления при использовании системы адаптивного управления м.б.: повышение точности, производительности, улучшение параметров шероховатости и т. д. К режиму обработки часто предъявляют противоречивые требования. Как правило, невозможно получить решение одновременно удовлетворяющее всем требованиям. Текущую информацию о режиме обработки, состоянии параметров технологической системы и выработки сигналов управления получают с помощью сигналов от различных датчиков. Число датчиков определяется назначением системы адаптивного управления, количеством управляющих воздействий и поставленной целью управления. Адаптивные ПР отличаются, как правило,большим числом степеней подвижности, целенаправленным воздействием с реальной внешней средой на основе информации о ее состоянии. Управляющая программа адаптивного ПР не содержит полного набора необходимых информации. Ее недостающая часть формируется в процессе функционирования ПР на основе анализа выполняемых действий и контроля измеряемых параметров внешней среды, а также состояния узлов и подсистем ПР. Характер и структура этой информации определяется функциональным назначением производственной задачи и условиями работы, уровнем автономности действий ПР, требований ТБ. Отсюда следует, что возможности адаптации ПР определяются сложностью информационной системы и алгоритмов обработки информации. В свою очередь алгоритмы обработки определяют сложность используемых систем обработки (микропроцессоров, микроконтроллеров, ПЛК и т.д.) Таблица 1.2.
Код ISO-7bit. Формат управляющей программы – структура записи кадра для конкретной ЧПУ, оговаривает состав, последовательность и объем информации в кадре. Наиболее распространенным кодом является международный код ISO 7 bit, который иногда еще называют CNC-кодом или G-кодом. Код языка программирования ИСО-7бит относится к буквенно-цифровым кодам, в котором команды управляющей программы записываются в виде специальных слов, каждое из которых представляет собой комбинацию буквы и числа. Код первоначально создавался для носителя в виде восьмидорожечной перфоленты и сохраняет принятую структуру. В коде используется двоично-десятичная система счисления. В 2/10 коде каждая десятичная цифра записывается двоичным эквивалентом в виде тетрады. Код является адресным. Перед числом обязательно стоит заглавная буква адреса. Применение буквенных адресов позволяет производить запись слов в произвольной последовательности. Код адреса соответствует определенной виду команды. Для кодирования каждого символа используется 7 двоичных разрядов (7 бит). Для двоичной записи десятичного числа достаточно 4-х разрядов, остальные 3 используются для того чтобы отделить цифры, знаки и буквы. Кадр управляющей программы на языке ISO-7bit несет информацию о заявленных алгоритмах и структурах данных. Алгоритмы представлены подготовительными функциями (G-функциями). Структуру данных составляют функции размерных перемещений (Х, Y, Z, I, J, К, R), функция подачи (F), функция скорости главного движения (S). Слово является базовым элементом текста управляющей программы. Слово представляет собой комбинацию прописной буквы латинского алфавита и некоторого числового значения, в качестве которого может использоваться либо целое двузначное или трехзначное число, либо десятичная дробь, целая и дробная части которой могут отделяться как запятой, так и точкой. В некоторых случаях в слове кроме буквы и числа могут использоваться и другие текстовые символы; например, между буквой и числом при необходимости может находиться математический знак «+» или «–». Буквенная составляющая слова в теории ЧПУ называется адресом, потому что она определяет «назначение следующих за ним данных, содержащихся в этом слове». Примеры записи слов: В коде Iso 7 bit используются следующие буквенные и знаковые символы? A – поворот вокруг оси X B – поворот вокруг оси Y C – поворот вокруг оси Z D – поворот вокруг специальной (доп.) оси; третья функция подачи E – поворот вокруг специальной (допю) оси; вторая функция подачи F – подача (первая функция подачи) G – подготовительная функция; режм работы УЧПУ I,J,K – параметр интерполяции (нач. координаты по осям XYZ, дуги окружности относительно ее центра или шаг резьбы относительно осей XYZ) L – корреция M – вспомогательная функция (технологические команды) N – номер кадра (обычно 1-999) P,Q,R – третичные перемещения || осям XYZ S – скорость главного движения T – инструмент (код или позиция в магазине) U,V,W – вторичная длина перемещения || осям XYZ X – перемещение по оси X Y – -//- Y Z – -//- Z . – десятичная точка : – главный кадр программы LF, ПС,;, * – конец кадра, перевод на след. Строку % – начало программы (– вкл. Управления / – пропуск кадра del, зб – забой строки (не читается) bs, вш – возврат каретки на шаг NUL – пропуск строки KN – конец программы
Основные функции УП в УЧПУ. G00 - ускоренное перемещение (холостой ход). G01 - линейная интерполяция с заданной скоростью подачи. G02 - круговая интерполяция по часовой стрелке. G03 - круговая интерполяция против часовой стрелки. G04 - задержка выполнения программы, пауза. G15 - отмена полярной системы координат. G16 - назначение полярной системы координат (X радиус, Y угол). G17 - выбор в качестве рабочей плоскости обработки X-Y. G18 - выбор в качестве рабочей плоскости обработки Z-X. G19 - выбор в качестве рабочей плоскости обработки Y-Z. G40 - отмена компенсации радиуса инструмента. G41 - назначение компенсации радиуса инструмента слева от траектории. G42 - назначение компенсации радиуса инструмента слева от траектории справа от траектории. G43 - положительная компенсация длины инструмента. G44 - отрицательная компенсация длины инструмента. G49 - отмена компенсации длины инструмента. G53 - отключение смещения начала системы координат. G54-G59 - переключение на заданную оператором систему координат. G70 - программирование в дюймах. G71 - программирование в миллиметрах. G80 - отмена циклов сверления, растачивания, нарезания резьбы метчиком и т. д. G81 - цикл сверления. G82 - цикл сверления с задержкой. G83 - цикл прерывистого сверления (с полным выводом сверла). G84 - цикл нарезания резьбы. G90 - задание абсолютных координат опорных точек траектории. G91 - задание координат инкрементально последней введённой опорной точки. G94 F (подача) — в формате мм/мин. G95 F (подача) — в формате мм/об.
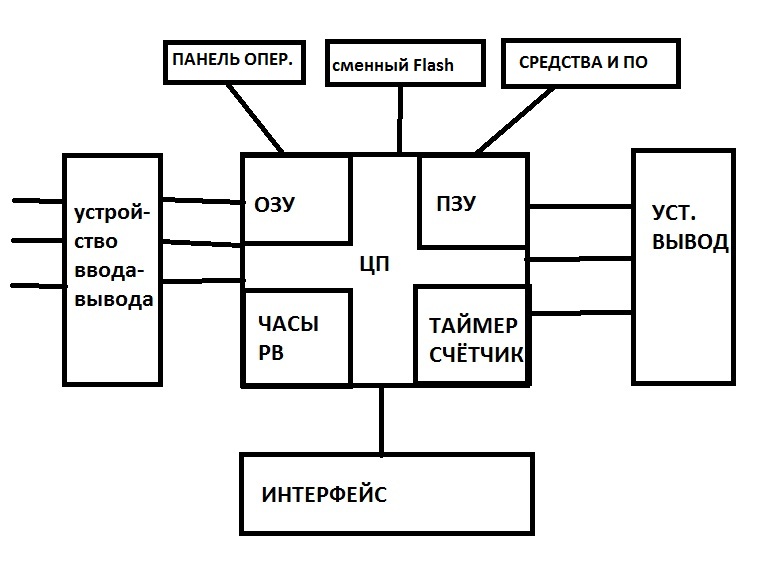
Структура ПЛК. Программируемый логический контроллер, главным образом состоит из центрального процессора (ЦП), области памяти и функций обработки сигналов ввода/вывода (т.е., входов и выходов). Условно можно назвать такой контроллер основным, или базовым блоком (модулем). Можно считать, что ПЖ - это сотни или тысячи отдельных реле, счетчиков, таймеров и память. Все эти счетчики, таймеры моделируются ЦП и осуществляют логику работы согласно заложенной программе.
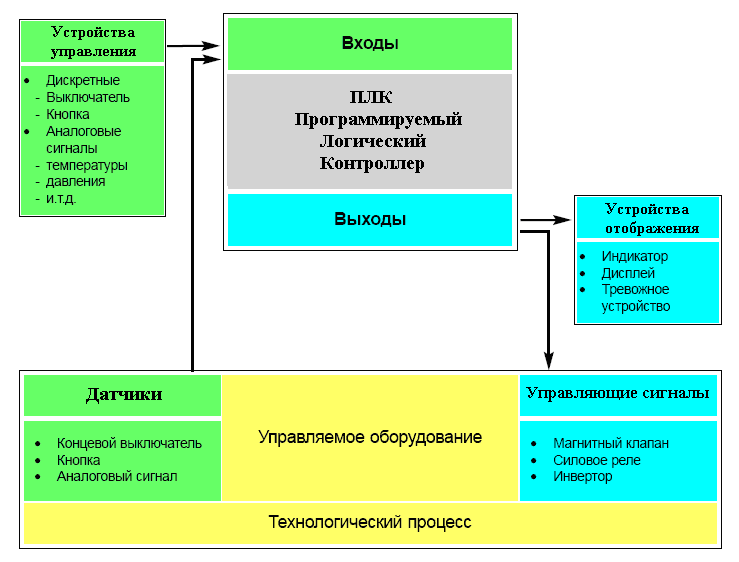
Рисунок 1 – архитектура ПЛК ВХОДЫ обеспечивают связь с внешними устройствами. Физически существуют и получают сигналы от выключателей, датчиков, и т.д. Различают аналоговые и цифровые входы. ЦП - «мозг», осуществляющий логику работы системы. Это процессор, обрабатывающий команды программы и управляющий всеми внутренними элементами контроллера: входами, выходами, счетчиками, таймерами, внутренними реле, регистрами и т.д. ВНУТРЕННИЕ РЕЛЕ (МЕРКЕРЫ) предназначены для обеспечения работы программы. Наряду с обычными существуют также и служебные меркеры, несущие специальную смысловую и функциональную нагрузку (например, установка разрешающего флага для запуска высокоскоростных счетчиков). СЧЕТЧИКИ предназначены для различного рода счета. Отдельно выделяют высокоскоростные счетчики. ТАЙМЕРЫ предназначены, как правило, для установки времени задержки включения/выключения и т.п. ПАМЯТЬ контролеров обладает некоторым объемом памяти, которая в различных контроллерах может иметь различную организацию. Как правило, память делится на рабочую область (ОЗУ), куда загружается программа непосредственно во время работы контроллера, и область данных (EEPROM, ММС и т.д.), где хранится программа и различные данные. Часто объем рабочей области измеряется в килобайтах, а объем области данных - в количестве шагов программы. ВСТРОЕННЫЙ ИНТЕРФЕЙС обеспечивает подключение к компьютеру или программатору для обмена данными, в том числе и для перепрограммирования контроллера. В основном это RS-232C (COM-port), RS-422, RS-485 и т.п. ВЫХОДЫ обеспечивают связь с внешними устройствами, т.е. обеспечивают включение/ выключение исполнительных механизмов. Существует два варианта исполнения: релейные, полупроводниковые (транзисторные и симисторные). ИСТОЧНИК ПИТАНИЯ предназначен для обеспечения работы контроллера. Могут использоваться внешние источники питания, как постоянного тока +12/24 В, так и переменного 110/220 В. Многие контроллеры обладают встроенными сервисными источниками питания (обычно +12/24 В), которые используются для подачи питания на датчики или другие устройства, подключенные к контроллеру для упрощения входных и выходных цепей. ПЛК циклически опрашивает входы, к которым подключены выключатели, датчики и.т.д., и в зависимости от их состояния («включено» − 1, «выключено» − 0), включает-выключает выходы, а следовательно и подключенные к выходам исполнительные механизмы. Функциональная схема системы управления (СУ) на базе контроллера показана на рисунке 1. Используя программное обеспечение, пользователь имеет возможность программировать контроллер или вносить изменения в уже существующую программу.
Рисунок 2 – Функциональная схема ПЛК 26. Устройство и принцип действия ПЛК.(см 27) Языки программирования ПЛК. Языки программирования ПЛК регламентируются стандартом МЭК 60.131-3. Стандарт МЭК определяет языки программирования таким образом, что части прикладной программы могут быть запрограммированы на любом языке и скопированы в единую исполнительную прогу. Язык последовательных функциональных схем (SFC). Позволяет формировать логику проги на основе чередующихся условных переходов и процедурных шагов. Язык функциональных блоков Позволяет создать программную единицу практически любой сложности на основе стандартных кирпичиков (арифметические, тригонометрические, логические блоки, ПИД-регуляторы и т.д.) Язык списка инструкций (IL) Особенностью этого языка является унифицированный интерфейс программирования непривязанный ни к какой микропроцессорной системе.
MOV и DMOV Для передачи данных от источника к приёмнику. Данные в источнике при выполнении команды MOV автоматически интерпритируются как двоичные значения. К – константа. Которая записывается в Д10.
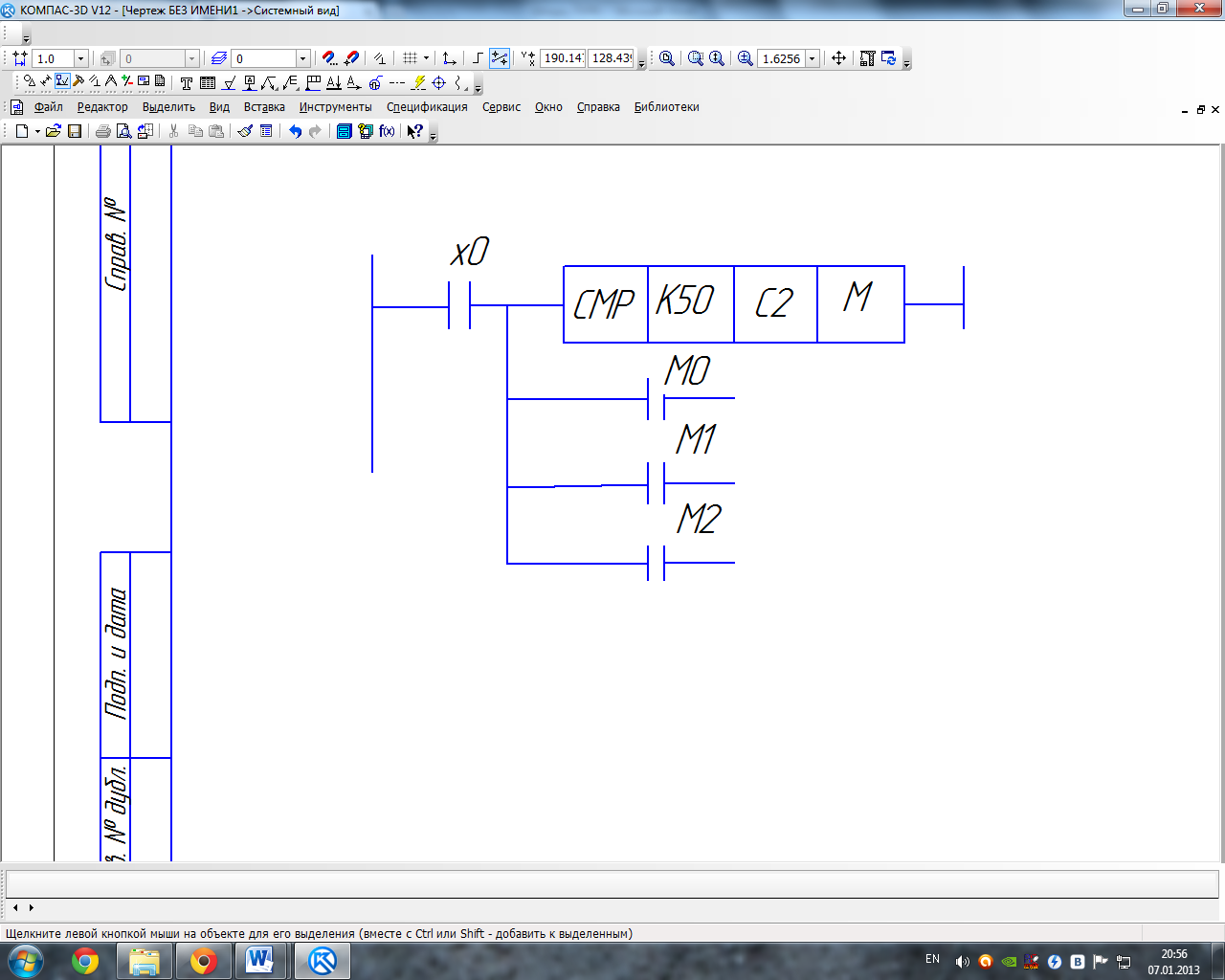
Команда сравнения данных: CMP выполняет сравнение м\у двумя числовым значениями данных по след принципу. Результат сравнения 2-х чисел С1 и С2индецируется с помощью маркеров или выхода. Какой из этиих указаний используется записывается с помощью операнда Д.
Например
М0 включён, если К50 больше накопленного в счётчике С2 значения. М1 вкл, если К50 = накопл в С2 значению. М2 вкл, если К50 меньше значения в С2. Чтобы сравнение не работало X0=0, все выходы будут выключены. 29. Программирование логических элементов на языке РКС.(+ читаем 28 и 30) Программирование счётчика Счётчик команда COUNTER. Счётчики предназначены для подсчёта импульсов. В зависимости от модели контроллер может поддерживать различные варианты использования данной функции. Они могу быть: - суммирующие;- обратные(вычитающие);-счёт вверх/вниз (реверсивные). По способу обработки импульсов: - программные;- аппаратные. Программные напрямую зависит от быстродействия контроллера и не может работать быстрее скорости обработки двух программных циклов. Аппаратные не зависят от быстродействия контроллера и могут работать быстрее времени обработки одного программного цикла. Обычно частота до 100кГц.выбор счётчика должен определяться только тем, с какой скоростью будет работать счётный вход и позволяет ли быстродействие контроллера считывать сигнал с датчика или нет. Т.к. использование программного счётчика допустимо для любого входа, но при использовании аппаратного могут использоваться только те входы, которые служат для высокоскоростного счёта. Обозначаются счётчики:С – обозначение счётчика;N - № счётчика;К – константа; М – число, до которого будет считать счётчик.
Таймер Таймеры: - с задержкой по включению; - с задержкой по выключению; - накапливающий. Диапазон, в котором может работать таймер от 0 до 32000 секунд. N - № таймера; К - константа; М - число, до которого будет вестись счёт времени. Таймер с задержкой по включению:
Таймер с памятью. Особенностью является то, Что после отключения управляющей логической связи сохраняют накопленное значение t, при чём накопленное t записывается в память, содержимое которого сохранится при отключении питания. 30. Типовые программные модули на языке РКС(+читаем 28 и 29 вопросы, т.к. вопросы почти одинаковые и что в каком писать толком неясно) Счётчики Обозначаются счётчики: С – обозначение счётчика; N - № счётчика; К – константа; М – число, до которого будет считать счётчик.
31. Таймер с задержкой по включению:
Таймер с памятью. Особенностью является то, Что после отключения управляющей логической связи сохраняют накопленное значение t, при чём накопленное t записывается в память, содержимое которого сохранится при отключении питания. Форматы команд МК. Если первый символ в строке отличный отп робела явл символ #, то такая строка рассматривается процессором как командная. Командная строка наз директивами предпроцессора. Директивы предпроцессора позволяют включать в прогу пакет из других файлов, передавать компилятору сец директивы, задавать условия компиляции для отдельных целей или уменьшить размер полученного кода. Осн директивы предпроцессора(в начале обозн #): Include – испл для включения в прогу др файла; Defain – для замены единиц языка Си на другие; Undef – для отмены действия директивы Defain. Для условных компиляций - If, else, if def, if undef. Error позволяет остановить компиляцию и сообщить об ошибке. Asm – для включения в про
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 2229; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.86.30 (0.019 с.) |



 при включении входа Х0 счётчик устанавливается в значение 0(сброс). При каждом нажатии Х1 значение счётчика будет увеличиваться на 1. При этом каждый раз будет происходить сравнение содержимого счётчика с величиной константы 3. Как только равенство будет достигнуто, будет включён выход Y1. И далее изменение счётчика происходит не будет чтобы вернут счётчик в исходное состояние нужно нажать Х0.
при включении входа Х0 счётчик устанавливается в значение 0(сброс). При каждом нажатии Х1 значение счётчика будет увеличиваться на 1. При этом каждый раз будет происходить сравнение содержимого счётчика с величиной константы 3. Как только равенство будет достигнуто, будет включён выход Y1. И далее изменение счётчика происходит не будет чтобы вернут счётчик в исходное состояние нужно нажать Х0.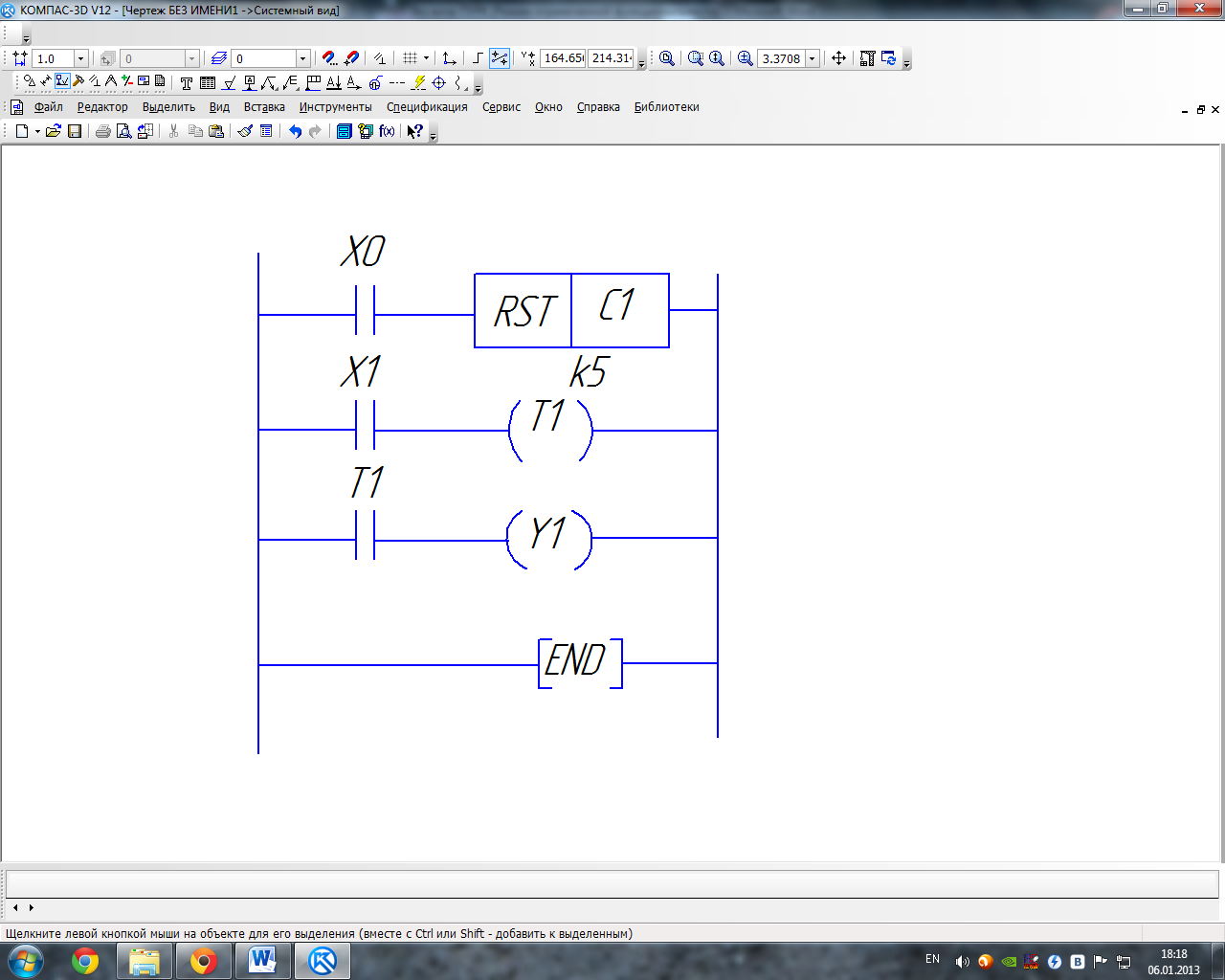 Вход Х0 включает таймер. Таймер начал отсчёт с t и через t1, которое определяет константа к5, включится выход. Таймер с задержкой по выключению будет выглядеть точно так же.
Вход Х0 включает таймер. Таймер начал отсчёт с t и через t1, которое определяет константа к5, включится выход. Таймер с задержкой по выключению будет выглядеть точно так же.


