
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Принцип действия устройства числового программного управления (УЧПУ).Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Числовым программным управлением станка называют управление обработкой заготовки по управляющей программе, в которой данные заданы в цифровой форме. Система ЧПУ состоит из системы подготовки производства(система подготовки программы и систему технологической подготовки), УЧПУ, режущего и вспомогательного инструмента, целевых механизмов, датчиков обратной связи. Система ЧПУ может изменяться в зависимости от вида программоносителя, способа кодирования информации в управляющей программе и метода ее передачи в систему ЧПУ Устройство, выдающее команды на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии объекта (станка), называется устройством числового программного управления (УЧПУ).
Классификация УЧПУ. УЧПУ, алгоритмы работы которого реализуются схемным путем (специальным построением полупроводниковых схем — функциональных узлов и блоков) и не могут быть изменены после изготовления устройства, называется аппаратным устройством числового программного управления (NC). УЧПУ, алгоритмы работы которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления устройства, называется программируемым устройством числового программного управления (CNC). УЧПУ типа CNC, как правило, строится на базе микроЭВМ и может быть совмещено с ЭВМ. Числовое программное управление группой станков от ЭВМ, имеющей общую память для хранения управляющих программ, распределяемых по запросам станков, называется групповым числовым программным управлением станками (DNC). По числу потоков информации системы могут быть [25]: – разомкнутые (один поток от ЧПУ к станку). Основное преимущество такой системы – простота; – замкнутые (два потока от ЧПУ к станку) и наоборот (датчики положения скорости). Основное преимущество - более точное перемещение исполнительных органов; – адаптивные (самонастраивающиеся) системы. Представляют собой управление, при котором обеспечивается автоматическое приспосабливание процесса к изменяющимся условиям обработки по определенным критериям. Системы ЧПУ можно классифицировать по виду управления движения: позиционные(Позиционные УЧПУ обеспечивают автоматическое перемещение рабочего органа станка в координату, заданную программой, без обработки детали в процессе перемещения. Вид траектории при перемещении из одной координаты в другую не задается.), контурные(перемещением органов станка по заданной траектории и с заданной скоростью для получения необходимого контура детали) и комбинированные.
|
||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 506; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.01 с.) |

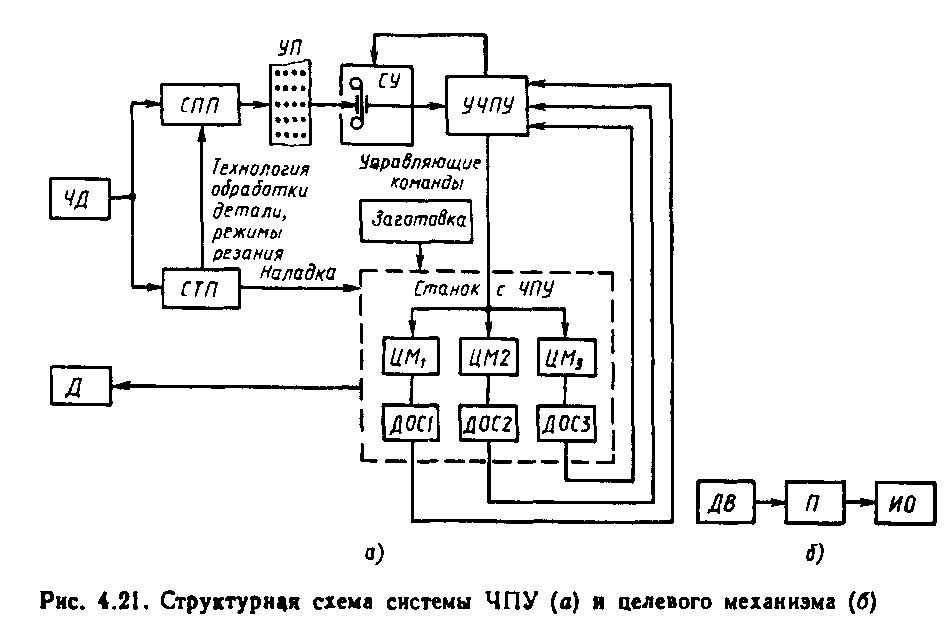 Структурная схема системы ЧПУ представлена на рис. 4.21, а. Чертеж детали ЧД, подлежащей обработке на станке с ЧПУ, одновременно поступает в систему подготовки программы СПП и систему технологической подготовки СТП. Последняя обеспечивает СПП данными о разрабатываемом технологическом процессе, режиме резания и т. д. На основании этих данных разрабатывается управляющая программа УП. Наладчики устанавливают на станок приспособления, режущие инструменты согласно документации, разработанной в СТП. Установку заготовки' и снятие готовой детали осуществляет оператор или автоматический загрузчик. Считывающее устройство СУ считывает информацию с программоносителя. Информация поступает в УЧПУ, которое выдает управляющие команды на целевые механизмы ЦМ станка, осуществляющие основные и вспомогательные движения цикла обработки. Датчики обратной связи ДОС на основе информации (фактические положения и скорость перемещения исполнительных узлов, фактический размер обрабатываемой поверхности, тепловые и силовые параметры технологической системы и др.) контролируют величину перемещения ЦМ. Станок содержит несколько ЦМ, имеющих (рис. 4.21,6) двигатель ДВ, являющийся источником энергии; передачу Я, служащую для преобразования энергии и ее передачи от двигателя к исполнительному органу И0\ собственно ИО (стол, салазки, суппорт, шпиндель и т. д.), выполняющий координатные перемещения при выполнении цикла обработки.
Структурная схема системы ЧПУ представлена на рис. 4.21, а. Чертеж детали ЧД, подлежащей обработке на станке с ЧПУ, одновременно поступает в систему подготовки программы СПП и систему технологической подготовки СТП. Последняя обеспечивает СПП данными о разрабатываемом технологическом процессе, режиме резания и т. д. На основании этих данных разрабатывается управляющая программа УП. Наладчики устанавливают на станок приспособления, режущие инструменты согласно документации, разработанной в СТП. Установку заготовки' и снятие готовой детали осуществляет оператор или автоматический загрузчик. Считывающее устройство СУ считывает информацию с программоносителя. Информация поступает в УЧПУ, которое выдает управляющие команды на целевые механизмы ЦМ станка, осуществляющие основные и вспомогательные движения цикла обработки. Датчики обратной связи ДОС на основе информации (фактические положения и скорость перемещения исполнительных узлов, фактический размер обрабатываемой поверхности, тепловые и силовые параметры технологической системы и др.) контролируют величину перемещения ЦМ. Станок содержит несколько ЦМ, имеющих (рис. 4.21,6) двигатель ДВ, являющийся источником энергии; передачу Я, служащую для преобразования энергии и ее передачи от двигателя к исполнительному органу И0\ собственно ИО (стол, салазки, суппорт, шпиндель и т. д.), выполняющий координатные перемещения при выполнении цикла обработки.


