
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Формы и расположения поверхностей отливкиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Причины возникновения погрешностей размеров отливок многообразны. Однако процесс их формирования является идентичным для всех способов литья, поскольку сами погрешности размеров формируются на всех этапах получения отливки: изготовление модельно-стержневой оснастки; изготовление полуформ и стержней; сборка литейных форм и стержней; взаимодействие отливки и формы с момента заливки до момента выбивки; выбивка форм; финишные операции и термообработка отливок. При изготовлении отливки формирование погрешностей её различных поверхностей взаимосвязано, поскольку используется один инструмент - литейная форма. Однако необходимо учитывать, что различные размеры отливки имеют неодинаковую точность [4].
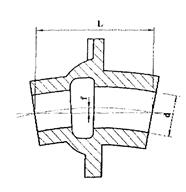
Точность размеров, образованных одной полуформой или одним стержнем (обозначение ВР1), на один-два класса точнее размеров ВР2 (на рис.2а,б размеры ВР1 – d1, d2, H1, L3). Точность размеров, образованных тремя и более частями формы, несколькими стержнями или подвижными элементами формы, а также толщин стенок (обозначение ВР3), на один-два класса грубее размеров ВР2 (на рис.2а,б,в размеры ВР3 – h1, h2, h3, h4, h5, b1, b2). Термины и определения допусков формы и расположения поверхностей приведены в ГОСТ 24642-81. К отклонениям формы поверхностей относят отклонения от прямолинейности, плоскостности, от заданного криволинейного профиля, от заданной криволинейной поверхности, а также отклонения от цилиндричности и круглости. К отклонениям расположения относятся отклонения параллельности, перпендикулярности, соосности, симметричности, позиционное отклонение и отклонение от пересечения осей.
Другой причиной возникновения погрешностей формы в отливках является искривление отливок в процессе термообработки, которое происходит вследствие снятия неоднородных по сечению отливки остаточных напряжений, неоднородного протекания фазовых превращений при термообработке и пластических деформаций изгиба под действием собственной силы тяжести и силы тяжести других отливок при неправильной их укладке. Контроль коробления производят путем измерения стрелы прогиба f по схеме, приведенной на рис. 3.
а) б)
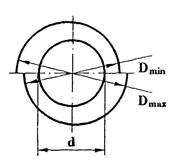
Р и с. 3. Схемы коробления фланца (а) и цилиндра (б) отливки Наиболее характерным отклонением расположения в отливках является смещение по плоскости разъёма. Наибольшие величины смещения наблюдаются при изготовлении песчано - глинистых форм по модельным плитам верха и низа. Допуск смещения по плоскости разъёма отливки равен разности между предельными отклонениями положений частей отливки, формируемых в разных полуформах, от номинального положения: Тсм = Dmax – Dmin (рис. 4).
Р и с. 4. Схема контроля допуска смещения
В первом случае позиционный допуск размеров определяется как вероятностная сумма половин допусков на расстояния L1 и L2 от баз 1 и 2 до оси обрабатываемого отверстия:
Во втором случае позиционный допуск определяется половиной допуска на наружный диаметр отливки, т.е.
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-11; просмотров: 464; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.23.102.79 (0.01 с.) |

 У всех отливок, изготавливаемых различными способами литья, имеются размеры, пересекающие плоскость разъёма модели и формы и выходящие на плоскость разъёма (размеры D1, D2, L1, L2, b3, b4 на рис.2а,б,в). Именно точность таких размеров отражается в общей надписи на чертежах в соответствии с ГОСТ 26645-85. Присвоим этому виду размеров обозначение ВР 2 (В-вид, Р - размер).
У всех отливок, изготавливаемых различными способами литья, имеются размеры, пересекающие плоскость разъёма модели и формы и выходящие на плоскость разъёма (размеры D1, D2, L1, L2, b3, b4 на рис.2а,б,в). Именно точность таких размеров отражается в общей надписи на чертежах в соответствии с ГОСТ 26645-85. Присвоим этому виду размеров обозначение ВР 2 (В-вид, Р - размер). Основной причиной возникновения погрешностей формы является коробление отливок в процессе охлаждения в литейной форме и после выбивки из-за неоднородности температур по несимметричному сечению или из-за разностенности, вследствие которых в отливке возникают неоднородные напряжения и неоднородные пластические деформации. При этом коробление, например, бруса постоянного сечения при заданном распределении (разности) температур обратно пропорционально высоте сечения и прямо пропорционально длине сечения, а форма сечения не влияет на искривление.
Основной причиной возникновения погрешностей формы является коробление отливок в процессе охлаждения в литейной форме и после выбивки из-за неоднородности температур по несимметричному сечению или из-за разностенности, вследствие которых в отливке возникают неоднородные напряжения и неоднородные пластические деформации. При этом коробление, например, бруса постоянного сечения при заданном распределении (разности) температур обратно пропорционально высоте сечения и прямо пропорционально длине сечения, а форма сечения не влияет на искривление.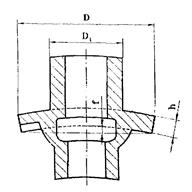
 Примером позиционного допуска может служить допуск расположения осей отверстий относительно баз механической обработки, а также позиционный допуск при обработке внутренней поверхности (рис.5).
Примером позиционного допуска может служить допуск расположения осей отверстий относительно баз механической обработки, а также позиционный допуск при обработке внутренней поверхности (рис.5). .
. . При обработке наружного диаметра относительно внутренней базовой поверхности позиционный допуск будет равен половине допуска на внутренний диаметр, т.е.
. При обработке наружного диаметра относительно внутренней базовой поверхности позиционный допуск будет равен половине допуска на внутренний диаметр, т.е.  .
.


